 质量控制计划CP
质量控制计划CP

《质量控制计划CP》由会员分享,可在线阅读,更多相关《质量控制计划CP(28页珍藏版)》请在装配图网上搜索。
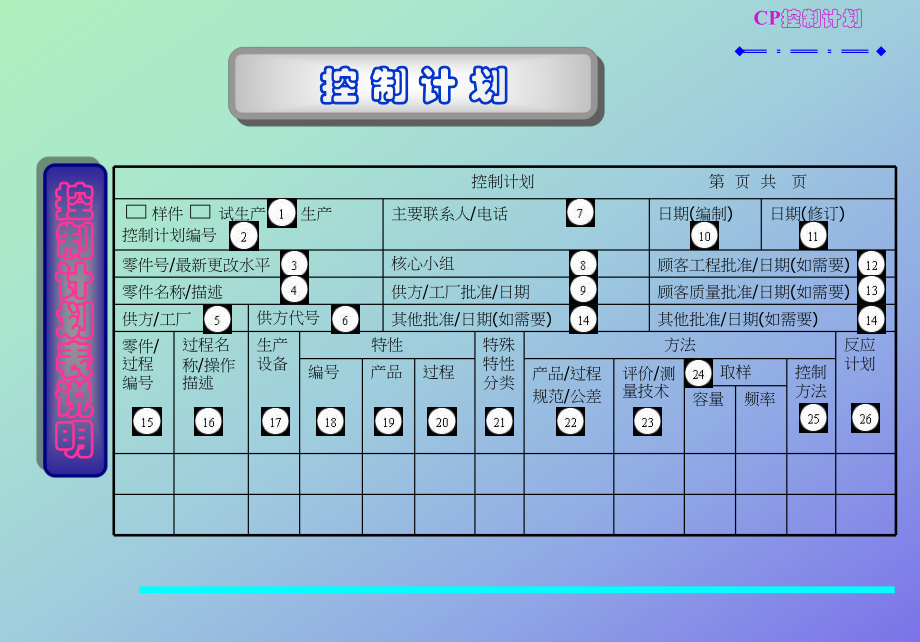
1、CP控制计划控控 制制 计计 划划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控
2、制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率表示适当的分类:表示适当的分类:n样件在制造过程中,进行的尺寸测样件在制造过程中,进行的尺寸测量、材料和性能试验的描述量、材料和性能试验的描述n试生产在样件试制后试生产,进行试生产在样件试制后试生产,进行的尺寸测量、材料和性能试验的
3、描述的尺寸测量、材料和性能试验的描述n生产在正式生产中,产品生产在正式生产中,产品/过程特性、过程特性、过程控制、试验和测量系统的全面文过程控制、试验和测量系统的全面文件化描述件化描述CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法
4、反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率如适用时,输入控制计划文件编号以如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填用于追溯。对于多页的控制计划则填入页码(第页共页)入页码(第页共页)CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/
5、过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入被控制的系统、子系统或部件编填入被控制的系统、子系统或部件编号。选用时,填入源于图样规范的最号。选用时,填入源于图样规范的最近工程更改等级和近工程更改等级和/或发布日期。或发布日期。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需
6、要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入被控制产品填入被控制产品/过程过程的名称和描述。的名称和描述。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要
7、)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入制定控制计划的公填入制定控制计划的公司和适当的分公司司和适当的分公司/工工厂厂/部门的名称。部门的名称。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)
8、其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入按采购机构要求的填入按采购机构要求的识别号(如识别号(如7VW)CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程
9、名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入负责控制计划的主填入负责控制计划的主要联系人姓名和电话号。要联系人姓名和电话号。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性
10、特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入负责制定控制计划最终版本的填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有人员的姓名和电话号。建议将所有小组成员的姓名、电话号和地址都小组成员的姓名、电话号和地址都包括进所附的分配表中。包括进所附的分配表中。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需
11、要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率如必要,获取负责的制造厂批准。如必要,获取负责的制造厂批准。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他
12、批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入首次编制控制计划的日期。填入首次编制控制计划的日期。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生
13、产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率填入最近修订控制计划的日期。填入最近修订控制计划的日期。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过
14、程规范/公差评价/测量技术取样控制方法容量频率如心要,获取负责的工程批准。如心要,获取负责的工程批准。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率如心要,
15、获取负责的质量代表批准。如心要,获取负责的质量代表批准。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率如心要,获取其他同意的批准。如心要,获取其他同意的批准
16、。如心要,获取其他同意的批准。如心要,获取其他同意的批准。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率该项编号通常参照于过程流程图。如果有多该项编号通常参
17、照于过程流程图。如果有多零件编号存在(组件),那么应相应的列出零件编号存在(组件),那么应相应的列出单个零件编号和他们的过程编号。单个零件编号和他们的过程编号。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品
18、/过程规范/公差评价/测量技术取样控制方法容量频率系统、子系统或部件制造的所有步骤都在过系统、子系统或部件制造的所有步骤都在过程流程图中描述。识别流程图中最能描述所程流程图中描述。识别流程图中最能描述所述活动的过程述活动的过程/操作名称。操作名称。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需
19、要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率适当时,对所描述的每一操作识别加工装备,适当时,对所描述的每一操作识别加工装备,诸如制造用的机器、装置、夹具、或其他工诸如制造用的机器、装置、夹具、或其他工具。具。特性:对于从中可获取计量或计数型数据的特性:对于从中可获取计量或计数型数据的过程或其输出(产品)的显著特点、尺寸或过程或其输出(产品)的显著特点、尺寸或性能,适当时,可使用目测法辅助。性能,适当时,可使用目测法辅助。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划
20、 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率必要时,填入所有适当文件,诸如(但不限必要时,填入所有适当文件,诸如(但不限于)过程流程图、已编号的计划。于)过程流程图、已编号的计划。FMEA和草和草图(计算机绘图或其他方式绘图)相互参照图
21、(计算机绘图或其他方式绘图)相互参照用的编号。用的编号。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率产品特性为在图纸或其他主要工程信息中所产品特性为在图纸
22、或其他主要工程信息中所描述的部件、零件或总成的特点或性能。核描述的部件、零件或总成的特点或性能。核心小组应从所有来源中识别组成重要产品特心小组应从所有来源中识别组成重要产品特性的产品特殊性,所有特殊特性都应列在控性的产品特殊性,所有特殊特性都应列在控制计划中,此外,制造者可将在正常操作中制计划中,此外,制造者可将在正常操作中进行过程常规控制的其他产品特性都列入。进行过程常规控制的其他产品特性都列入。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小
23、组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率过程特性是与被识别产品特性具有因果关系的过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。过程特性仅能在其发过程变量(输入变量)。过程特性仅能在其发生时才能测量出。核心小组应识别和控制其过生时才能测量出。核心小组应识别和控制其过程特性的变差以最大限度减少产品变差。对于程特性的变差以最大限度减少产
24、品变差。对于每一个产品特性,可能有一个或更多的过程特每一个产品特性,可能有一个或更多的过程特性。在某些过程中,一个过程特性可能影响数性。在某些过程中,一个过程特性可能影响数个产品的特性。个产品的特性。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性
25、特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率按整车厂(按整车厂(OEM)的要求使用合适的分类来指定特殊特性的类)的要求使用合适的分类来指定特殊特性的类型,或者这一栏可空着用来填写未指定的特性。顾客可以使用独型,或者这一栏可空着用来填写未指定的特性。顾客可以使用独特的符号来识别那些诸如影响顾客安全、法规符合性、功能、配特的符号来识别那些诸如影响顾客安全、法规符合性、功能、配合或外观的重要特性。这些特性标识为合或外观的重要特性。这些特性标识为“关键关键”“”“主要的主要的”“”“安安全的全的”“”“重要的重要的”。CP控制计划第六章、控制计划第六章、控
26、制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率规格规格/公差可以从各种工程文件,诸如(但不限于)图面、公差可以从各种工程文件,诸如(但不限于)图面、设计评审、材料标准、计算机辅助设计数据、制造和
27、设计评审、材料标准、计算机辅助设计数据、制造和/或或装配要求中获得。装配要求中获得。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率这一栏标明了所使用的测量系
28、统。他包括测量零件这一栏标明了所使用的测量系统。他包括测量零件/过程过程/制造装制造装置所需的量具、检具、工具和置所需的量具、检具、工具和/或试验装置。在使用一测量系统之或试验装置。在使用一测量系统之前对测量系统的线性、再现性、重复性、稳定性和偏倚进行分析,前对测量系统的线性、再现性、重复性、稳定性和偏倚进行分析,并相应的作出改进。并相应的作出改进。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/
29、工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率当需要取样时,列出相应的样当需要取样时,列出相应的样本容量和频率。本容量和频率。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日
30、期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率所有的控制就是基于对过程的有效性分析。控制方法取决于所存在的所有的控制就是基于对过程的有效性分析。控制方法取决于所存在的过程类型。可以使用(但不限于)统计过程控制、检验、计数数据、过程类型。可以使用(但不限于)统计过程控制、检验、计数数据、防错(自动防错(自动/非自动)和取样计划等来对操作进行控制。为了达到过非自动)和取样计划等来对操作进行控制。为了达到过程控制的有效性,应不断评价控制
31、方法。程控制的有效性,应不断评价控制方法。CP控制计划第六章、控制计划第六章、控制计划控制计划表说明控制计划表说明 控制计划 第 页 共 页 样件 试生产 生产 控制计划编号主要联系人/电话日期(编制)日期(修订)零件号/最新更改水平核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代号其他批准/日期(如需要)其他批准/日期(如需要)零件/过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术取样控制方法容量频率反应计划规定了为避免生产不合格产品或操作失控所需要的纠正措施。反应计
32、划规定了为避免生产不合格产品或操作失控所需要的纠正措施。这些措施通常应是最接近过程的人员这些措施通常应是最接近过程的人员(操作者、调整人员或监督者操作者、调整人员或监督者)的的职责,并应在计划中清晰的指定。对预防措施应作出文件化的规定。职责,并应在计划中清晰的指定。对预防措施应作出文件化的规定。在所有的情况下,可疑或不合格的产品应由反应计划指定的负责人员在所有的情况下,可疑或不合格的产品应由反应计划指定的负责人员进行清晰地标识,隔离和处理。本栏还可用来标注特定的反应计划编进行清晰地标识,隔离和处理。本栏还可用来标注特定的反应计划编号并标识反应计划的负责人员。号并标识反应计划的负责人员。CP控制计划 谢谢您的参与谢谢您的参与!Thanks for your involvementThanks for your involvement!
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
