《生产活动中的浪费构造》由会员分享,可在线阅读,更多相关《生产活动中的浪费构造(24页珍藏版)》请在装配图网上搜索。
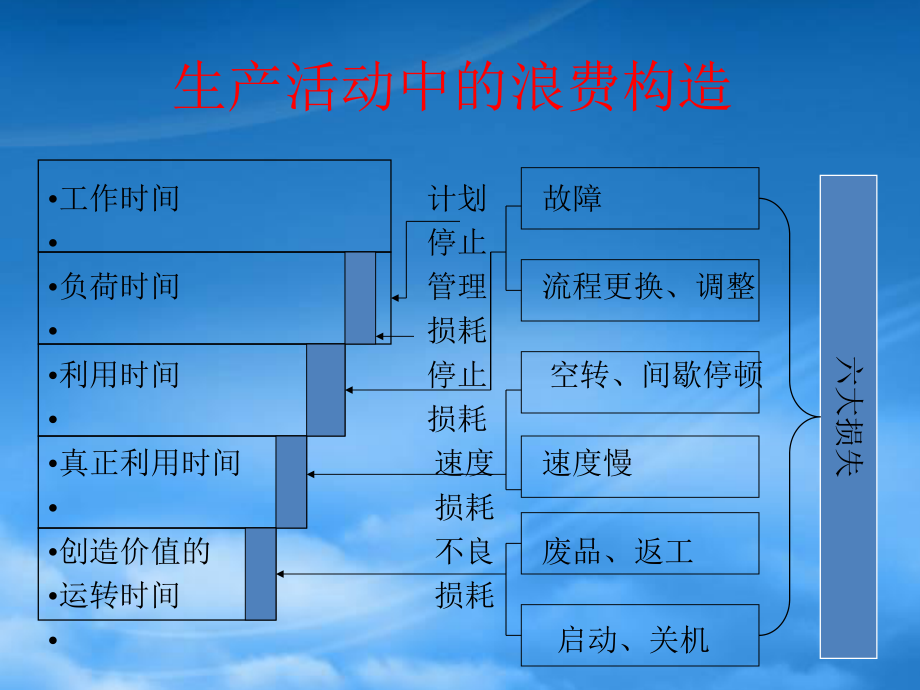
1、生产活动中的浪费构造工作时间 计划 故障 停止负荷时间 管理 流程更换、调整 损耗利用时间 停止 空转、间歇停顿 损耗真正利用时间 速度 速度慢 损耗创造价值的 不良 废品、返工运转时间 损耗 启动、关机六大损失效率指标设备使用综合效率(OEE)=时间利用率*性能利用率*合格率OEE:overall equipment effectivenessTPM用OEE来衡量六大损失的影响以及用于衡量设备的整体运转状况 故障负荷时间 流程更换、调整 利用时间 空转、间歇停顿 速度慢真正利用时间 创造价值的 废品、返工运转时间 启动、开机 设备的六大损失和设备的综合效率的关系设备六大损失停止损失速度损失不
2、良损失 加工数量-不合格数量合格率=*100 加工数量 负荷时间-停止时间时间利用率=*100 负荷时间 理论循环时间*加工数量性能利用率=*100 利用时间设备综合效率的计算设备六大损失示意图设备六大损失示意图关机损失开机损失小停机空转不良品故障换品种和调整速度损失时间生产能力100%负荷时间 流程更换、调整 故障 利用时间 空转、间歇停顿 速度慢真正利用时间 创造价值的 废品、返工运转时间 启动、开机 设备的六大损失和设备的综合效率的关系设备六大损失停止损失速度损失不良损失 加工数量-不合格数量合格率=*100 加工数量 负荷时间-停止时间 时间利用率=*100 负荷时间 理论循环时间*加
3、工数量性能利用率=*100 利用时间设备综合效率的计算设备综合效率效率的计算与解释A:1班的实际工作时间=工厂规定的上班和下班时间B:1班的计划休息时间=如吃饭、午休、开会等C:1班的负荷时间=A-B(实际用于工作的时间)D:1班的停止损失时间=换产品、调整+故障停机时间E:1班的利用时间=C DF:1班的真正利用时间=E 速度损失(空运转、速度慢、小停机)Q:1班创造价值的时间=K 不良品损失(废品、返工、开停机)加工数量 不合格数量H:1班的合格率=100 加工数量G:1班的产量=E/J=F/I J:1班的实际循环时间=分/(瓶、盒、支)I:1班的理论循环时间(标准速度)=分/(瓶、盒、支
4、)T:1班的时间开动率=(E/C)100M:速度开动率=(J/I)100N:净开动率=(F/E)100L:性能开动率=M N 100设备综合效率设备综合效率=T L H 100FEDCBAFEDCBAFEDCBAFEDCBAFEDCBAFEDCBAOEE100%50%月月OEE好!好!采用采用OEE分析图可以清晰地反映出六大损失与分析图可以清晰地反映出六大损失与100%效率效率之间的关系趋势之间的关系趋势A:故障损失B:换品种、调整损失C:开关机损失D:空转、小停机E:速度降低损失F:缺陷和返工损失设备A投诉开机设备A时间利用率时间利用率%换品种、调整分钟故障分钟小停机次数速度降低数量/分钟返
5、工产品数不良品分钟开、停机产品数65%75%性能利用率性能利用率%70%90%质量合格率质量合格率%85%90%OEE%60%85%设置调整清洁换品种A类B类C类D类E类设备B设备C设备D设备EA类B类C类D类E类设备B设备C设备D设备E受污染不合标准破损停机采用采用“损失树损失树”的方法显示每个损失的趋势的方法显示每个损失的趋势操作时间可利用时间-无生产订单-计划改进/维修-试车/试生产-就餐时间-换品种(清洁)/设置调整-开关机-故障-小停机-速度降低-质量返工-有效的时间=价值产出时间负荷时间停机损失缺陷损失性能利用率损失常规生产停机非常规生产损失生产时间Pamco与与TPM损失分析损失
6、分析什么是六大损失什么是六大损失你不可能在设备故障停机时生产出产品你不可能在设备故障停机时生产出产品设置和调整占用了太多的时间设置和调整占用了太多的时间一个微小的问题就会造成设备的停机一个微小的问题就会造成设备的停机设备运转过快容易造成故障设备运转过快容易造成故障您是不是正在制造一个不合格产品您是不是正在制造一个不合格产品早晨机器的启动需要花去一定的时间早晨机器的启动需要花去一定的时间效率指标效率指标整体设备使用效率=时间效率 性能效率 合格率 OEE:设备运转状况的指标:设备运转状况的指标 TPM有一个指标,我们称之为整体设备使用效率整体设备使用效率。TPM用它来说明六大损失的影响以及用于衡
7、量设备的整体运转状况。计算公式为:考虑六大损失的因素,一般OEE的值是在50%到60%之间。换句话说,绝大多数工厂在使用设备时,仅仅发挥了它们一半的潜能。故障设置和调整换产品小停机空转速度慢缺陷和返工开关机整体设备使用效率整体设备使用效率=时间效率时间效率 性能效率性能效率 合格率合格率针对六大损失的改进目标针对六大损失的改进目标损失的种类损失的种类目标目标说明说明故障0所有的设备应该为零设置和调整最小尽可能短的时间:可以把小于10分钟的调整视为领调整速度降低0应该匹配或者 通过改进达到说明书所规定的速度小停机0所有设备应该为零(小于10分钟)缺陷与返工0应达到百分子零点几开停机损失最小通过改
8、进,越小越好哪一种损失是最坏的罪犯?哪一种损失是最坏的罪犯?哪一种损失是瓶颈?把它找出来,通过计算整体设备使用效率,真正地找出六大损失究竟浪费了多少时间。确定“最坏的罪犯(六大损失中最具破坏性的),”在活动板上贴上“通缉”海报。逮捕这些时间小偷,这将使您提高工作效率,使您有更多的工作时间。根据以上这张表,可以对照一下,要消除六大损失,您还需要做多大努力谁该做什么谁该做什么?经理:经理:提供常规指导。在早期阶段,他们必须亲自到机器傍工作,从而理解TPM的含义。他们必须对TPM全心投入,并且拿出足够的时间和资源用于培训、问题解答等。操作员:操作员:需要提高他们的技术,学习怎样解决问题和维持生产。维
9、护工程师:维护工程师:要帮助培训操作员,这样他们将有更多的时间去做更加复杂的事情,以及提高他们自己的技术 小组领导:小组领导:需要给予小组支持和鼓励,并且引导小组按正确的方式工作。顾问:顾问:同时我们需要一个顾问。他定期地来到公司,对TPM工作开展作出指导,同时做一些调查。顾问应该是TPM的专家。他不是一个推销员,也不是一个教师。“当我和你们讨论问题的时候,我并不是告诉你们该做什么、不该做当我和你们讨论问题的时候,我并不是告诉你们该做什么、不该做什么,而是让你们自己思考。什么,而是让你们自己思考。”一个简单有效的改进一个简单有效的改进只要投入了-原来并原来并不难不难!故障是冰山的一角故障是冰山的一角“如果我们问一问为什么会发生这样的情况如果我们问一问为什么会发生这样的情况为什么、为为什么、为什么、什么、我们通常能找出问题,以及解决问题的方法我们通常能找出问题,以及解决问题的方法故障是冰山的一角故障是冰山的一角灰尘、污垢、原料粘附磨损、偏斜、松动、泄露腐蚀、变形、伤痕、裂纹温度、震动、声音等异常故障故障灰尘、污垢、原料粘附磨损、偏斜、松动、泄露腐蚀、变形、伤痕、裂纹温度、震动、声音等异常故障故障演讲完毕,谢谢观看!
 生产活动中的浪费构造
生产活动中的浪费构造