 改性塑料属性表
改性塑料属性表

《改性塑料属性表》由会员分享,可在线阅读,更多相关《改性塑料属性表(35页珍藏版)》请在装配图网上搜索。
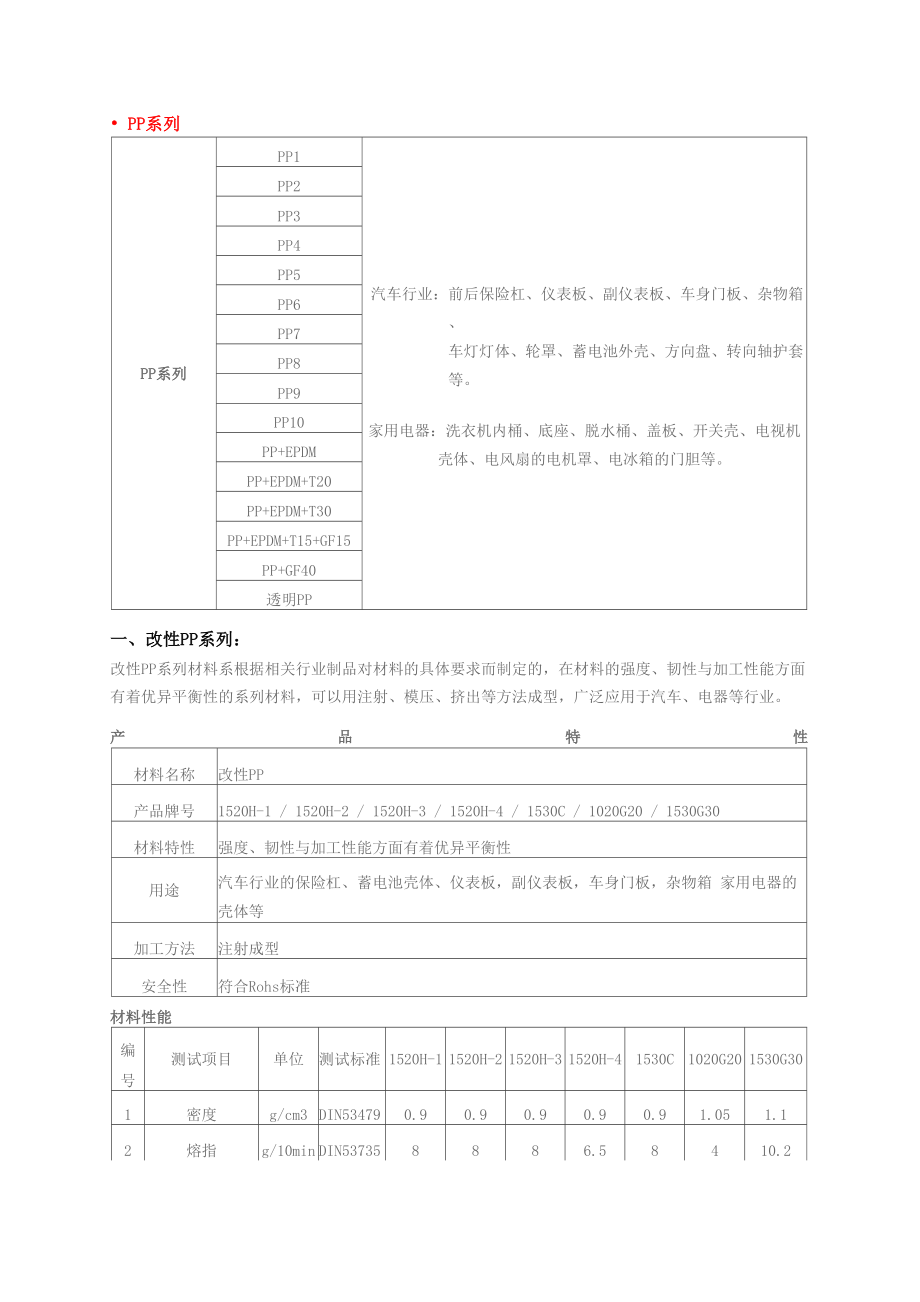
1、 PP系列PP系列PP1汽车行业:前后保险杠、仪表板、副仪表板、车身门板、杂物箱、 车灯灯体、轮罩、蓄电池外壳、方向盘、转向轴护套 等。家用电器:洗衣机内桶、底座、脱水桶、盖板、开关壳、电视机 壳体、电风扇的电机罩、电冰箱的门胆等。PP2PP3PP4PP5PP6PP7PP8PP9PP10PP+EPDMPP+EPDM+T20PP+EPDM+T30PP+EPDM+T15+GF15PP+GF40透明PP一、改性PP系列:改性PP系列材料系根据相关行业制品对材料的具体要求而制定的,在材料的强度、韧性与加工性能方面 有着优异平衡性的系列材料,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
2、产品特性材料名称改性PP产品牌号1520H-1 / 1520H-2 / 1520H-3 / 1520H-4 / 1530C / 1020G20 / 1530G30材料特性强度、韧性与加工性能方面有着优异平衡性用途汽车行业的保险杠、蓄电池壳体、仪表板,副仪表板,车身门板,杂物箱 家用电器的 壳体等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准1520H-11520H-21520H-31520H-41530C1020G201530G301密度g/cm3DIN534790.90.90.90.90.91.051.12熔指g/10minDIN537358886.58410.2拉伸
3、强度N/mm2DIN5345530303024248095弯曲强度N/mm2DIN534524040403530105115弯曲模量缺口冲击强度无缺口冲击强度球压痕硬度维卡软化温度N/mm2KJ/m2KJ/m2N/mm2CDIN53452DIN53453DIN53453DIN53456DIN534601350135013501100850420052004.54.54.57.5209.012不断74150不断74150不断74150不断62148不断541353545110158115158(1Kg)1011燃烧试验耐候稳定性gradeTL 1010PV 3902604-5604-5604-5
4、604-5604-5604-5604-51000h12模具收缩率13符合大众TL标公司内部1.61.8PP11.61.81.61.81.61.81.61.8PP2PP3PP4PP5PP9PP10注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度-干燥时间-料筒前区温度180210C料筒中区温度200240C料筒后区温度200-240C喷嘴温度210-230C模温3080C背压0.3MPa二、超韧PP系列:超韧PP系列材料具有优异的韧性与强度的平衡性,特别是优异的低温
5、特性,可以用注射、模压、挤出等 方法成型,广泛应用于汽车、电器等行业。产品特性材料名称超韧PP产品牌号1590C / 1060C-1 / 1060C-2 / 1030C材料特性强度、韧性与加工性能方面有着优异平衡性用途汽车行业的保险杠、蓄电池壳体、仪表板,副仪表板,车身门板,杂物箱 家用电器的 壳体等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准1590C1060C-11060C-21030C1密度g/cm3DIN534790.90.90.90.92熔指g/10minDIN537357.54.52.54.53拉伸强度N/mm2DIN53455182428244断裂伸长率
6、N/mm2DIN534554004004004005弯曲强度N/mm2DIN53452203030306弯曲模量N/mm2DIN53452650850115011007缺口冲击强度KJ/m2DIN53453不断2626108球压痕硬度N/m2DIN53456325560659热变形温度(0.45MPa)CISO 757575/8010燃烧试验mm/minTL 10106060606011耐候稳定性1000hgradePV 39024-54-54-54-512模具收缩率%公司内部1.11.31.41.61.31.51.41.613符合标准TL 52035TL 52221TL 564GMP PP
7、006注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度干燥时间料筒前区温度180210C料筒中区温度200240C料筒后区温度200-240C喷嘴温度210-230C模温3080t背压0.3MPa三、填充PP系列:填充 PP 系列材料系矿粉填充改性 PP 系列材料,具有高硬度、高刚性、较高的耐热性能以及良好的冲击 韧性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。产品特性材料名称填充PP产品牌号1510HT20 / 1510HT40 / 153
8、0M30 / 1550M20 / 1550M15材料特性咼硬度、咼刚性、较咼的耐热性能以及良好的冲击韧性用途汽车行业的保险杠、仪表板,副仪表板,车身门板,杂物箱;家用电器的壳体等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准1510HT201510HT401530M301550M201550M151密度g/cm3DIN534791.061.211.11.061.022熔指g/10minDIN5373581077.512.53拉伸强度N/mm2DIN5345535352220204弯曲强度N/mm2DIN5345250504533285弯曲模量N/mm2DIN534522
9、60035002000180016506缺口冲击强度KJ/m2DIN534533.531025257无缺口冲击强度KJ/m2DIN534534025/8球压痕硬度N/mm2DIN5345685906248489热变形温度CISO 7510512010510210210(0.45MPa)燃烧试验mm/minTL 1010606060606011耐候稳定性1000hgradePV 39024-54-54-54-54-512模具收缩率%公司内部1.11.30.70.90.91.11.01.21.01.213符合大众TL标准PP6PP8TL 52283AQK 004022TL 52388D注:上表中数
10、据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度-干燥时间-料筒前区温度180210t料筒中区温度200240C料筒后区温度200-240 C喷嘴温度210-230C模温3080C背压0.3MPaABS 系列ABS 系列材料在机械性能、加工性能、表面光泽度、配色性能等方面都有优秀表现,可以用注射、模压 挤出等方法成型,可进行电镀、喷涂、粘接、焊接和机械加工,广泛应用于汽车、电子、电器等行业。材料分类材料名称应用ABS系列通用ABS散热器格栅、杂物箱、副仪表板、汽车标牌、锁壳
11、、音箱盖板、后视 镜框等。手机、显示器、电话、打字机外壳等电镀ABS阻燃ABS消光ABS耐热ABS汽车行业的仪表板、副仪表板、车身门板、杂物箱;家用电器的壳体 等。一、电镀ABS/阻燃ABS/消光ABS:产品特性材料名称电镀ABS/阻燃ABS/消光ABS产品牌号20340W / 15430W/ 20240V0/ 20240L材料特性优良的机械性能、加工性能、表面光泽度、配色性能用途汽车行业的仪表板,副仪表板,车身门板,杂物箱;家用电器的壳体等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准电镀级20340W电镀级15430W阻燃级20240V0消光级20240L1密度g/
12、cm3DIN534791.051.061.161.052熔指g/10minDIN5373513.57.510103拉伸强度N/mm2DIN53455555843434断裂伸长率%DIN534553015885弯曲强度N/mm2DIN53452637060606弯曲模量N/mm2DIN5345221002300220022007缺口冲击强度KJ/m2DIN5345313.59998无缺口冲击强度KJ/m2DIN53453855050509球压痕硬度N/mm2DIN5345611011511510210维卡软化温度(5Kg)CDIN53460101106959511燃烧试验mm/minTL 101
13、05050505012耐候稳定性1000hgradePV 39024-54-54-54-513模具收缩率%公司内部0.50.70.50.70.50.70.50.714符合大众TL标准TL 527 ATL527 B注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度200210C料筒中区温度210250C料筒后区温度210-240C喷嘴温度220-240C模温3080C背压0.3MPa二、超韧PP系列:超韧PP系列材料具有优异的
14、韧性与强度的平衡性,特别是优异的低温特性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。产品特性材料名称耐热ABS产品牌号20240 / 20340 / 15430 /15530 / 10630 / 10720材料特性优良的机械性能、加工性能、表面光泽度、配色性能用途汽车行业的仪表板,副仪表板,车身门板,杂物箱;家用电器的壳体等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准2024020340154301553010630107201密度g/cm3ISO 11831.041.051.061.071.071.072熔指g/10minISO 11331513
15、108643拉伸强度N/mm2ISO 5273840424446484断裂伸长率%ISO 5274035302520155弯曲强度N/mm2ISO 1785560708083866弯曲模量N/mm2ISO 1782200230024002500260027007缺口冲击强度KJ/m2ISO 1792520151313128无缺口冲击强度KJ/m2ISO 179不断不断908080709球压痕硬度N/mm2ISO2039-110310811512012513010维卡软化温度(5Kg)CISO 3069610110611011512011燃烧试验mm/minTL 1010505050505050
16、12耐候稳定性1000hgradePV 39024-54-54-54-54-54-513模具收缩率%公司内部0.50.70.50.70.50.70.50.70.50.70.50.7注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度200210C料筒中区温度210250C料筒后区温度210-240 C喷嘴温度220-240 C模温3080C背压0.3MPa合金系列合金系列PC/ABS汽车车灯灯体,汽车空调耐热部件,烟灰缸,仪表
17、板,散热器罩, 手机外壳,复印机,电脑等办公用品外壳。超咼耐热PC/ABS阻燃PC/ABS消光PC/ABS高流动PC/ABSPC/ASAPC/ASA:主要用于汽车外饰件,PC/PBT:主要用于汽车车身外板,保险杠,车灯灯体。PC/PET:主要用于制造电气,电子制品的外壳。PBT/ABS:主要用于汽车保险杠及保险杠骨架,复印机办公用品外 壳等PA/ABS:主要用于汽车内饰件、减震器、园艺工具和设备、电动工 具壳体等。PC/PBTPC/PETPBT/ABSPA/ABS一、PC/ABS 系列:改性PC/ABS系列材料系PC与ABS共混改性合金系列材料,具有优异的强度、韧性以及耐热性能,产品 的尺寸稳
18、定性好,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电子、电器等行业。产品特性材料名称PC/ABS产品牌号54W / 55X / 56Y/阻燃级56YV0/手机用55XS/消光级54WL材料特性具有优异的强度、韧性以及耐热性能,产品的尺寸稳定性好用途汽车行业的仪表板、副仪表板、车身门板、杂物箱、家用电器的壳体等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准54W55X56Y阻燃级56YV0手机用55XS消光级54WL1密度g/cm3DIN534791.111.131.141.191.171.122熔指g/10minDIN537352825252030203拉伸强度
19、N/mm2DIN534555562665555554断裂伸长率%DIN534555050503060505弯曲强度N/mm2DIN534527585909095856弯曲模量N/mm2DIN534522200240024002400200022007缺口冲击强度KJ/m2DIN534534555654065558无缺口冲击强度KJ/m2DIN53453不断不断不断不断不断不断9球压痕硬度N/mm2DIN5345612012513011510610010维卡软化温度(5Kg)CDIN5346011112112712511511011燃烧试验mm/minTL 101050505050505012耐
20、候稳定性1000hgradePV 39024-54-54-54-54-54-513模具收缩率%公司内部0.50.70.50.70.50.70.50.70.50.70.50.714符合大众TL标准TL52231TL52231ATL 52231B注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度230260C料筒中区温度240280C料筒后区温度240-280C喷嘴温度240-260C模温3080C背压0.3MPa二、超高耐热
21、PC/ABS:超高耐热 PC/ABS 材料系 PC 与 ABS 共混改性合金系列材料,具有优异的低温韧性以及耐热性能,产品的尺寸稳定性好,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电子、电器等行业中的大型制 件。产品特性材料名称超咼耐热PC/ABS产品牌号46Z材料特性具有优异的低温韧性以及耐热性能,产品的尺寸稳定性好用途汽车、电子、电器等行业中的大型制件加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准46Z1密度g/cm3DIN534791.152熔指g/10minDIN53735153拉伸强度N/mm2DIN53455624断裂伸长率%DIN53455505弯
22、曲强度N/mm2DIN53452856弯曲模量N/mm2DIN5345226007缺口冲击强度(23C)kj/m2DIN53453758缺口冲击强度(-30 C)kj/m2DIN53453309无缺口冲击强度kJ/m2DIN53453不断10球压痕硬度N/mm2DIN5345612511维卡软化温度(5Kg)CDIN5346013012燃烧试验mm/minTL 10105013耐候稳定性1000hgradePV 39024-514模具收缩率%公司内部0.50.7注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的
23、范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度240260C料筒中区温度250290C料筒后区温度250-290C喷嘴温度250-280C模温3080C背压0.3MPa三、改性合金系列:改性合金系列材料包括 PC/ASA,PC/PBT,PC/PET,PBT/ABS 及 PA/ABS 系列改性合金,具有优异的强度 韧性以及耐热性能,高的耐化学试剂性能以及耐候性能,良好的产品尺寸稳定性好,可以用注射、模压 挤出等方法成型,广泛应用于汽车、电子、电器等行业。产品特性材料名称改性合金产品牌号PC/ASA、 PC/PBT、 PC/PET、 PBT/ABS 及 P
24、A/ABS 等材料特性具有优异的强度、韧性以及耐热性能,产品的尺寸稳定性好用途汽车外饰件、汽车车身外板、保险杠及保险杠骨架、车灯灯体、电气、电子制品的外壳, 复印机、办公用品外壳等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准PC/ASAPC/PBTPC/PETPBT/ABSPA/ABS1密度g/cm3DIN534791.171.241.241.081.102拉伸强度N/mm2DIN5345555505045453断裂伸长率%DIN534555013050201004弯曲强度N/mm2DIN5345295708070605弯曲模量N/mm2DIN534522000200
25、02000200020006缺口冲击强度KJ/m2DIN5345355656010757无缺口冲击强度KJ/m2DIN53453不断不断不断不断不断8球压痕硬度N/mm2DIN534561251101201101029维卡软化温度(5Kg)CDIN534601251001069517310燃烧试验mm/minTL 10101007580757511耐候稳定性1000hgradePV 39024-54-54-54-54-512模具收缩率%公司内部0.50.7 0.50.7 0.50.7 0.50.7 0.91.1 注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材
26、料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100 C干燥时间24h料筒前区温度PC/ASA, PC/PBT: 230260C; PBT/ABS:220240C; PET: 250280C料筒中区温度PC/ASA, PC/PBT: 240270C; PBT/ABS:230250C; PET: 260290C料筒后区温度PC/ASA, PC/PBT: 240270C; PBT/ABS:230250C; PET: 260290C喷嘴温度PC/ASA, PC/PBT: 240260C; PBT/ABS:230240C; PET: 2502
27、80C模温3080C背压0.3Mpa玻纤增强系列材料分类产品名称应用玻纤增强PA-6系列PA6+GF15PA6+GF20PA6+GF30PA6+T18+GF12PA6+T20+GF20PA6+T20+GF30抗冲强度高的部件,机壳机套,汽缸圈和座罩,电子配件,汽车配件,体育用品,机械零件等。玻纤增强PA-66系列PA66+GF15PA66+GF20PA66+GF30PA66+T18+GF12PA66+T20+GF20PA66+T20+GF30抗冲强度咼的部件,机壳机套,汽缸圈和座罩,电 子配件,汽车配件,体育用品,机械零件等。玻纤增强阻燃PA系列PA6+GF15V0PA6+GF20V0PA6+
28、GF30V0PA66+GF15V0PA66+GF20V0PA66+GF30V0电子配件,汽车配件,机械零件等玻纤增强/阻燃增强PBT系列PBT+GF15电子电器上作一般电器零件,机械设备上的齿轮、 轴承、阀门座,汽车结构件等领域。PBT+GF20PBT+GF30PBT+GF15V0PBT+GF20V0PBT+GF30V0玻纤增强AS系列AS+GF10空调风扇叶片等领域AS+GF20AS+GF30玻纤增强ABS系列ABS+GF15汽车仪表板、空调风扇叶片等领域ABS+GF20ABS+GF30玻纤增强PC系列PC+GF15汽车灯罩、窗把手、电动工具、电子仪表等领域PC+GF20PC+GF30一、玻
29、纤增强PA系列:玻纤增强PA系列材料系不同含量玻纤增强PA材料,主要包括玻纤增强PA6以及玻纤增强PA66两大系列, 具有高强度、高刚性、高耐热以及良好的冲击性能及成型工艺性。可以用注射、模压、挤出等方法成型 广泛应用于汽车、电器等行业。产品特性材料名称玻纤增强PA产品牌号N121G1 / N122G2 / N122G3 / N221G1 / N221G2 / N222G3材料特性极高的强度、刚性、耐热性以及优良的冲击性能用途汽车、电器等行业加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准N121G1N122G2N122G3N221G1N221G2N222G31密度g/c
30、m3DIN534791.181.281.361.181.281.362熔指g/10minDIN537351612111612103拉伸强度N/mm2DIN534551001251651051351754断裂伸长率%DIN5345543.53.543.53.55弯曲强度N/mm2DIN534521351902351452052556弯曲模量N/mm2DIN534524800600075006200730081007缺口冲击强度KJ/m2DIN534535.510.0145.09.0128无缺口冲击强度KJ/m2DIN534533580853575809球压痕硬度N/mm2DIN534561902
31、1022021522023510热变形温度(1.82MPa)CISO 7519019520520023024011燃烧试验mm/minTL 101060606060606012耐候稳定性lOOOhgradePV 39024-54-54-54-54-54-513模具收缩率%公司内部0.81.00.50.70.30.50.81.00.50.70.30.5注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度PA66: 250290
32、CPA6: 230260C料筒中区温度PA66: 270290 CPA6: 250270C料筒后区温度PA66: 260-280 CPA6: 230260C喷嘴温度PA66: 260-280 CPA6: 240250C模温3080C背压0.3MPa二、45%玻纤增强 PA 66:45%玻纤增强PA66材料系高含量玻纤增强PA66材料,具有极高的强度、刚性、耐热性以及优良的冲击性 能。可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。产品特性材料名称PA66+GF45产品牌号N223G45材料特性优良的机械性能、加工性能、表面光泽度、配色性能用途汽车、电器等行业加工方法注射成型安全性
33、符合Rohs标准材料性能编号测试项目单位测试标准N223G451密度g/cm3DIN534791.522熔指g/10minDIN5373583拉伸强度N/mm2DIN534552454断裂伸长率%DIN534553.55弯曲强度N/mm2DIN534523556弯曲模量N/mm2DIN53452120007缺口冲击强度KJ/m2DIN53453188无缺口冲击强度KJ/m2DIN53453909球压痕硬度N/mm2DIN5345624010热变形温度(1.82MPa)CISO 7525511燃烧试验mm/minTL 10106012耐候稳定性1000hgradePV 39024-513模具收缩
34、率%公司内部0.30.5注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度250290C料筒中区温度270290C料筒后区温度260-280C喷嘴温度260-280C模温3080C背压0.3MPa三、玻纤增强AS系列:玻纤增强AS系列材料系不同含量玻纤增强AS材料,具有高强度、高刚性、高耐热、良好的尺寸稳定及 耐蠕变性能。可以用注射、模压、挤出等方法成型,广泛应用于家电、电器等行业。产品特性材料名称玻纤增强AS产品牌号S22
35、1G1 / S221G2 / S221G3材料特性咼强度、咼刚性、咼耐热、良好的尺寸稳定及耐蠕变性能用途空调风扇叶片等加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准S221G1S221G2S221G31密度g/cm3ASTM D7921.141.221.302熔指g/10minASTM D1238151083拉伸强度N/mm2ASTM D638851001254断裂伸长率%ASTM D63832.52.55弯曲强度N/mm2ASTM D7901101301506弯曲模量N/mm2ASTM D7904300580075007缺口冲击强度KJ/m2ASTM D2565.57
36、.58.08洛氏硬度N/mm2ASTM D785951051209热变形温度(1.82MPa)CASTM D6489510010510燃烧试验mm/minTL 101060606011耐候稳定性lOOOhgradePV 390244412模具收缩率%公司内部0.20.40.20.30.10.2注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度220240C料筒中区温度215235C料筒后区温度215235C喷嘴温度21023
37、0C模温3080C背压0.3MPa四、玻纤增强阻燃PA系列:玻纤增强阻燃PA系列材料系不同含量玻纤增强PA材料,主要包括玻纤增强阻燃PA6以及玻纤增强阻燃 PA66 两大系列,具有高强度、高刚性、高耐热、良好的冲击性能及成型工艺性。可以用注射、模压、挤 出等方法成型,广泛应用于汽车、电器等行业。产品特性材料名称玻纤增强阻燃PA产品牌号N121G1V0 / N122G2V0 / N122G3V0 / N221G1V0 / N221G2V0 / N222G3V0材料特性咼强度、咼刚性、咼耐热以及良好的冲击性能及成型工艺性用途电气、电子工业中的各种线圈骨架,接插件,借显著,高低压开关,继电器外壳等。
38、加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准N121G1V0N122G2V0N122G3V0N221G1V0N221G2V0N222G3V01密度g/cm3DIN534791.301.381.471.301.381.472熔指g/10minDIN53735128612863拉伸强度N/mm2DIN53455851251601001351654断裂伸长率%DIN534553.02.52.03.02.52.05弯曲强度N/mm2DIN534521502052401652102556弯曲模量N/mm2DIN534526050730086506600785099007缺口冲击
39、强度KJ/m2DIN5345371214610138无缺口冲击强度KJ/m2DIN534533075802565709球压痕硬度N/mm2DIN5345618020123019221325410热变形温度(1.82MPa)CISO 7518019720821224525511燃烧试验一UL 94V-0V-0V-0V-0V-0V-0(1.6mm)12耐候稳定性gradePV 39024-54-54-54-54-54-51000h注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参
40、数干燥温度80 100C干燥时间24h料筒前区温度PA66: 250290CPA6: 230260C料筒中区温度PA66: 270290CPA6: 250270C料筒后区温度PA66: 260-280 CPA6: 230260C喷嘴温度PA66: 260-280 CPA6: 240250C模温3080C背压0.3MPa五、玻纤增强填充PA系列:玻纤增强填充 PA 系列材料系不同含量玻纤、矿粉增强填充 PA 材料,主要包括玻纤增强填充 PA6 以及玻 纤增强填充PA66两大系列,具有高强度、高刚性、高耐热、良好的尺寸稳定性以及成型工艺性。可以用 注射、模压、挤出等方法成型,广泛应用于汽车、电器等
41、行业。产品特性材料名称玻纤增强填充PA产品牌号N121G1T20 / N122G2T20 / N122G3 T20/ N221G1T20 / N221G2T20 / N222G3T20材料特性高强度、高刚性、高耐热、良好的尺寸稳定性以及成型工艺性用途汽车发动机罩壳、保险杠支架、电器外壳、接线柱端子等。加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准N121G1T20N122G2T20N122G3T20N221G1T20N221G2T20N222G3T201密度g/cm3DIN534791.381.461.531.381.461.5310熔指拉伸强度弯曲强度弯曲模量缺口冲击
42、强无缺口冲击强度球压痕硬度热变形温度g/10minDIN5373512101210N/mm2N/mm2N/mm2KJ/m2KJ/m2N/mm2CDIN53455DIN53452DIN53452DIN53453DIN53453DIN53456ISO 751151657150352501901401701201481802052401752152509150101507200945011100121410138085307085290310262287315195205200230240(1.82MPa)11燃烧试验mm/minTL 101060606060606012耐候稳定性gradePV 3
43、9024-54-54-54-54-54-51000h13模具收缩率公司内部0.60.80.40.60.20.40.60.80.40.60.20.4注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度PA66: 250290CPA6: 230260C料筒中区温度PA66: 270290CPA6: 250270C料筒后区温度PA66: 260-280 CPA6: 230260C喷嘴温度PA66: 260-280 CPA6: 2402
44、50C模温3080C背压0.3MPa六、玻纤增强/增强阻燃PBT系列:玻纤增强/增强阻燃PBT系列材料系不同含量玻纤增强/增强阻燃PBT材料,具有高强度、高刚性、高耐热、优异的电性能、良好的耐化学试剂性能。可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。产品特性材料名称玻纤增强/增强阻燃PBT产品牌号E121G1 / E122G2 / E122G3 / E121G1V0 / E121G2V0 / E122G3V0材料特性高强度、高刚性、高耐热、优异的电性能、良好的耐化学试剂性能用途适用于汽车头灯框架、后视镜外壳、加速器踏板风挡雨刷支承、车门把手、电子线圈骨架、 风扇及外壳、电子开
45、关、灯座等领域。加工方法注射成型安全性符合Rohs标准材料性能编号测试项目单位测试标准E121G1E122G2E122G3E121G1V0E121G2V0E122G3V01密度g/cm3DIN534791.421.481.561.551.621.692拉伸强度N/mm2DIN5345575110135701051403断裂伸长率%DIN534555.05.52.53.02.52.04弯曲强度N/mm2DIN5345296158191911501905弯曲模量N/mm2DIN534524200640085007400850097006缺口冲击强度KJ/m2DIN534534.59.5124.08
46、.2107无缺口冲击强度KJ/m2DIN534532540502035458球压痕硬度N/mm2DIN534561481782051962112309热变形温度CISO 75162190205158185205(1.82MPa)10燃烧试验(1.6mm)UL 94HBHBHBV0V0V011耐候稳定性lOOOhgradePV 390245454545454512模具收缩率%公司内部0.81.00.60.80.30.50.60.80.40.60.20.5注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整
47、。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度230260t料筒中区温度250270C料筒后区温度230260喷嘴温度240250C模温3080C背压0.3MPa七、玻纤增强PC系列:玻纤增强ABS系列材料系不同含量玻纤增强ABS材料,具有高强度、高刚性、优良的尺寸稳定性能及成 型工艺性。可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。产品特性材料名称玻纤增强ABS产品牌号10520G1 / 10525G2 / 10525G3材料特性高强度、高刚性、优良的尺寸稳定性能及成型工艺性用途汽车仪表板、空调风扇叶片等。加工方法注射成型安全性符合Rohs标准
48、材料性能编号测试项目单位测试标准10520G110525G210525G31密度g/cm3DIN534791.131.191.262熔指g/10minDIN537358643拉伸强度N/mm2DIN534555870954断裂伸长率%DIN534553.22.72.55弯曲强度N/mm2DIN53452751001226弯曲模量N/mm2DIN534523300425053007缺口冲击强度KJ/m2DIN534536.08108无缺口冲击强度KJ/m2DIN534531525259球压痕硬度N/mm2DIN5345612814215410热变形温度(1.82MPa)CISO 75919510
49、011燃烧试验mm/minTL 101060606012耐候稳定性lOOOhgradePV 39024-54-54-513模具收缩率%公司内部0.50.60.40.50.30.4 注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。 可以根据客户的要求制作各类产品或在相应的范围内调整。推荐注射成型工艺参数项目参数干燥温度80 100C干燥时间24h料筒前区温度210230C料筒中区温度220240C料筒后区温度220240C喷嘴温度230240C模温3080C背压0.3MPa八、玻纤增强ABS系列:玻纤增强PC系列材料系不同含量玻纤增强PC材料,具有高强度、高刚性、优良的尺寸稳
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
