《铝合金轮圈外型对铸造质量影响的比对分析》由会员分享,可在线阅读,更多相关《铝合金轮圈外型对铸造质量影响的比对分析(8页珍藏版)》请在装配图网上搜索。
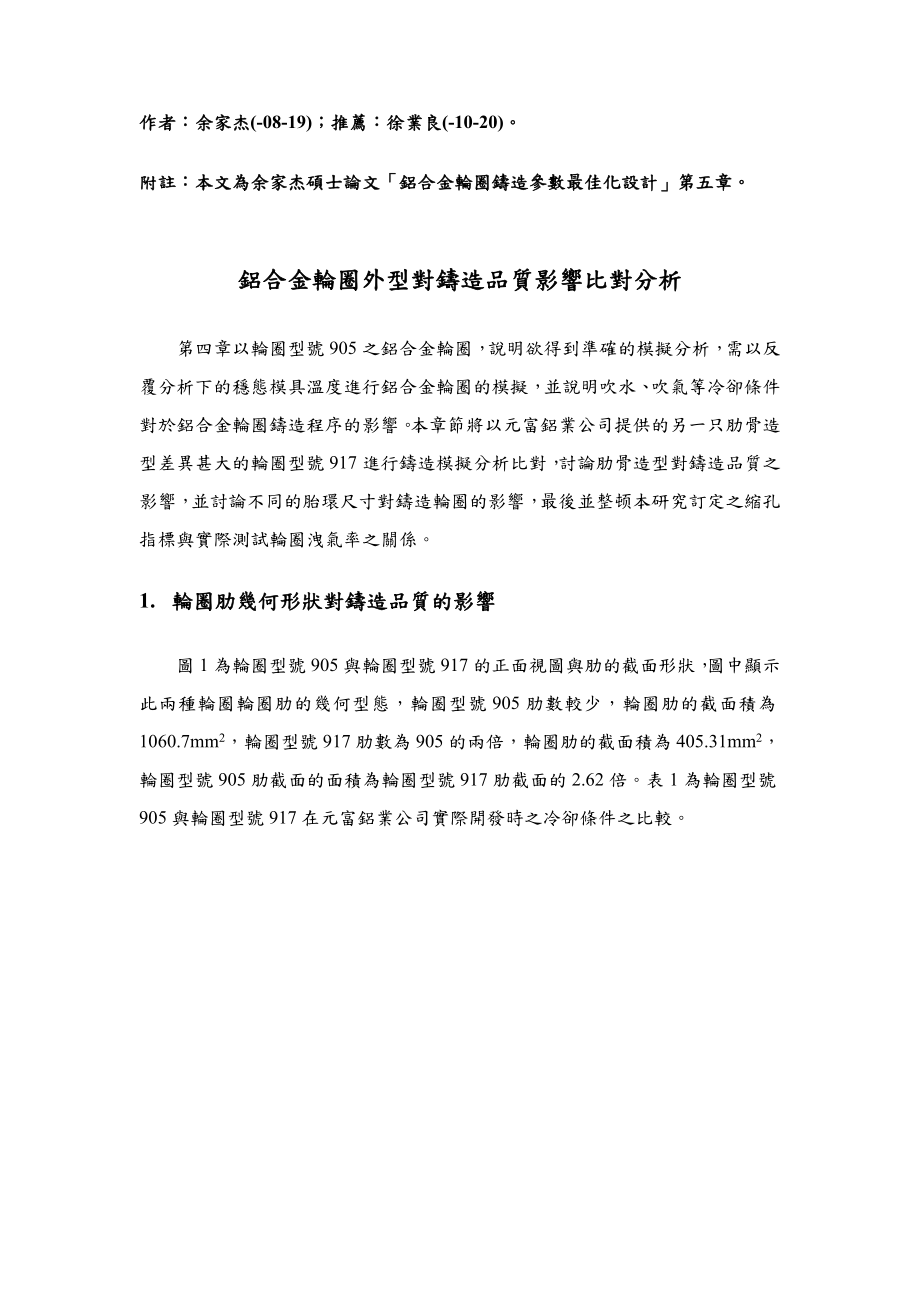
1、作者:余家杰(-08-19);推薦:徐業良(-10-20)。附註:本文為余家杰碩士論文鋁合金輪圈鑄造參數最佳化設計第五章。鋁合金輪圈外型對鑄造品質影響比對分析第四章以輪圈型號905之鋁合金輪圈,說明欲得到準確的模擬分析,需以反覆分析下的穩態模具溫度進行鋁合金輪圈的模擬,並說明吹水、吹氣等冷卻條件對於鋁合金輪圈鑄造程序的影響。本章節將以元富鋁業公司提供的另一只肋骨造型差異甚大的輪圈型號917進行鑄造模擬分析比對,討論肋骨造型對鑄造品質之影響,並討論不同的胎環尺寸對鑄造輪圈的影響,最後並整顿本研究訂定之縮孔指標與實際測試輪圈洩氣率之關係。1.輪圈肋幾何形狀對鑄造品質的影響圖1為輪圈型號905與輪圈
2、型號917的正面視圖與肋的截面形狀,圖中顯示此兩種輪圈輪圈肋的幾何型態,輪圈型號905肋數較少,輪圈肋的截面積為1060.7mm2,輪圈型號917肋數為905的兩倍,輪圈肋的截面積為405.31mm2,輪圈型號905肋截面的面積為輪圈型號917肋截面的2.62倍。表1為輪圈型號905與輪圈型號917在元富鋁業公司實際開發時之冷卻條件之比較。圖1. 型號905、917輪圈肋部幾何形狀表1. 型號905、917冷卻條件之比較905917鋁水充填時間16秒24秒吹氣作用時間66秒開模24秒開模吹水作用時間126秒166秒74秒134秒模具初始溫度360度360度輪圈成型時間240秒210秒由表1的比
3、較可以看出,由於905有較大的輪圈肋截面積,鋁水充填時間較短,且輪圈肋較不易凝固,增长輪圈中央冒口補充鋁水的時間,使胎環與輪圈肋交接處在失去胎環冒口的補充時,還可得到來自中央冒口的鋁水補充,輪圈成型時間也拉長。反之由於輪圈型號917肋的截面積較小,輪圈肋中的鋁水較快凝固,使中央冒口補充鋁水的時間縮短,若胎環冒口於此時亦同時失去效用,則胎環與輪圈肋交接位置將產生較差的凝固條件,使鋁輪圈鑄件無法通過壓洩測試,因此吹水、吹氣的時間安排都比905提前且作用時間加長。此處將輪圈型號917同樣的冷卻條件施加於輪圈型號905,比較不同的肋骨幾何形狀對於輪圈冒口供應鋁水的影響。表2為輪圈型號905、917輪圈
4、鑄件冒口失效時間與對應之SI數值,從表中看出在相似的鑄造冷卻參數下,兩者冒口失效的順序不同,輪圈型號905冒口失效順序為先胎環冒口再中央冒口,而輪圈型號917中央冒口與胎環冒口於同樣時間下失效。由於兩者輪圈肋骨的幾何型態差異甚大,使得輪圈肋骨處的鋁水凝固時間相差43秒,导致中央冒口無法如輪圈型號905般補充胎環與輪圈肋處之鋁水,使得兩者SI值差異甚大。圖2為輪圈型號905、917冒口失效的輪圈縱向剖面圖與對應發生時間,從圖中可明顯看出當輪圈型號905胎環冒口失效時,905輪圈肋骨處之鋁水尚維持流動狀態,使中央冒口可以順利將鋁水補充至鑄件各處,而當輪圈型號917胎環冒口失效時,917輪圈肋骨之鋁
5、水也已凝固,使得中央冒口失效的時間同於胎環冒口,导致胎環與輪圈肋交接部位同時失去兩個冒口的補充。表2. 輪圈鑄件冒口失效時間905917胎環冒口失效時間124秒116秒中央冒口失效時間161秒116秒SI31132圖2. 輪圈鑄件冒口失效狀態2.輪圈胎環厚度對鑄造品質的影響如前所述反之由於輪圈型號917肋的截面積較小,輪圈肋中的鋁水較快凝固,使中央冒口補充鋁水的時間縮短,因此元富鋁業公司提供之改善方略為增长環厚度,以延遲胎環冒口失效時間。圖3即為輪圈型號917改變胎環厚度示意圖,圖中冒口的位置與大小不變,僅變動胎環冒口如下輪圈胎環的幾何厚度,並以917_1為基準胎環厚度,依次向外增长0.75m
6、m與1.5mm。圖3. 輪圈胎環厚度變化本研究根据元富鋁業公司實際修改的三個不同輪圈胎環厚度輪圈模型,開始進行穩態模具溫度下的鋁合金輪圈鑄造分析,表3顯示穩態狀況下,三種不同胎環厚度SI數值與Liquid-entrapped形成時間。表中可看出增长胎環厚度縮孔指標SI數值隨之減少,且Liquid-entrapped形成時間越長,說明隨著胎環厚度的增长,胎環與輪圈肋交接處越容易得到冒口鋁水的補充,此修改方略確實有良好效果。圖4為輪圈縱向剖面圖與SI數值對照圖形,圖中除可看出Liquid-entrapped的形成狀態隨著胎環厚度的增长而漸少外,Liquid-entrapped位置的產生與冒口失效的
7、順序性亦與輪圈型號905迥異。回顧輪圈型號905的分析結果,由於胎環冒口補充鋁水的作用時間小於中央冒口,因此當胎環冒口失去補充效應時,中央冒口持續供應鋁水,直至中央冒口與需補充鋁水處的通道受阻,於是Liquid-entrapped產生的位置將慢慢接近中央冒口。觀察輪圈型號917Liquid-entrapped的現象發現,當不增长胎環厚度(917_1)時,發現中央冒口與胎環冒口失效的時間幾乎同時,使胎環與輪圈肋交接處同時失去兩個冒口的鋁水補充,當加厚輪圈胎環的厚度(917_2、917_3)時,胎環冒口供應鋁水的時間增长,失效時間比中央冒口失效時間晚,Liquid-entrapped現象得到抒解,
8、且位置朝著胎環冒口的方向移動,其移動位置正如型號917進行壓洩測試時之洩氣位置。表3. 不同胎環厚度SI數值與形成時間輪圈胎環厚度SI形成時間917_1+0132116秒917_2+0.75mm122127秒917_3+1.5mm111130秒圖4. 不同胎環厚度輪圈縱向剖面與SI變化圖3.SI指標與輪圈洩氣率之關係元富鋁業公司對於所生產出的鋁合金輪圈鑄件,在經過切削冒口等加工成型過後,每一顆鋁輪圈成品皆須在經過壓密洩氣測試(簡稱壓洩測試),測驗生產完毕的鋁輪圈与否可以通過壓洩測試而不產生漏氣。此壓洩測試程序一定是在鋁輪圈加工完畢,準備裝箱出貨的最後一道手續,若是鋁輪圈無法通過壓洩測試,則此顆
9、鋁輪圈便無法出貨,所导致的不只是製导致本的損失,甚至生產效率的减少。例如前一節中分析的917_1為原始的輪圈鑄件設計,鑄造品質於試做程序下便相當低劣,試做20個917_1輪圈鑄件即有12個輪圈鑄件無法通過壓洩測試,漏氣率為60%,因此元富鋁業工程師進而修改模型,將胎環厚度增长0.75mm(917_2)以期生產鑄件能夠通過壓洩測試,但仍有40%的試做洩氣率,直到將胎環厚度增长1.5mm(917_3),才將試做洩氣率降至約28%。本節將嘗試找出SI指標對應輪圈的洩氣率之關係,檢驗本研究設定之SI指標與實際測試結果之正確性,並提供元富鋁業公司以電腦輔助分析後获得的SI數值,參考至輪圈洩氣率的方式。以
10、輪圈型號905、931以及輪圈型號917為例,表4中905、931、917_3為實際大量生產的鋁輪圈測試數據,而917_1、917_2則為元富鋁業工程師於修改模型過後,進行試模測試所得到的測試數據,表中總測試個數為所有此型號輪圈進行壓洩測試之個數,洩氣數則為無法通過壓洩測試產生漏氣現象的鋁輪圈個數,洩氣比率則為兩者的比值。將洩氣比率配合SI數值繪製如圖5之SI數值與輪圈洩氣比率關係圖,顯示SI數值和實測洩氣率有正確之趨勢,且似乎成非線性關係,即SI超過某一數值時,實測洩氣率將大幅增长。如果能持續累積模擬分析與實際測試對照之數據,應能建立以電腦輔助分析結果之SI指標預測實際測試洩氣率之模式。表4. 鋁輪圈壓洩測試數據905931917_3917_2917_1總測試個數917113511392020洩氣數86203316812洩氣比率%9.3817.927.744060圖5. SI數值與輪圈洩氣比率關係圖
 铝合金轮圈外型对铸造质量影响的比对分析
铝合金轮圈外型对铸造质量影响的比对分析