 福建炼油PX四合一炉管气压施工方案
福建炼油PX四合一炉管气压施工方案

《福建炼油PX四合一炉管气压施工方案》由会员分享,可在线阅读,更多相关《福建炼油PX四合一炉管气压施工方案(11页珍藏版)》请在装配图网上搜索。
1、-精品WORD文档 值得下载 值得拥有-1 适用范围本方案适用于福建炼油乙烯PX项目芳烃联合装置预加氢重整炉辐射室炉管气压试验施工。2 编制依据2.1 中国石化工程建设公司的设计文件;2.2 石油化工施工安全技术规程SH3505-1999;2.2.1 FCC制定并实施的符合GB/T19001-2000 idt ISO9001:2000质量管理体 系要求标准的质量手册;2.2.2 FCC制定并实施的符合GB/T240011996 idt ISO14001:1996环境管理 体系规范、OHSAS18001:1999职业安全健康管理体系规范、国家经贸委职业安全卫生管理体系试行标准以及中国石油化工集团
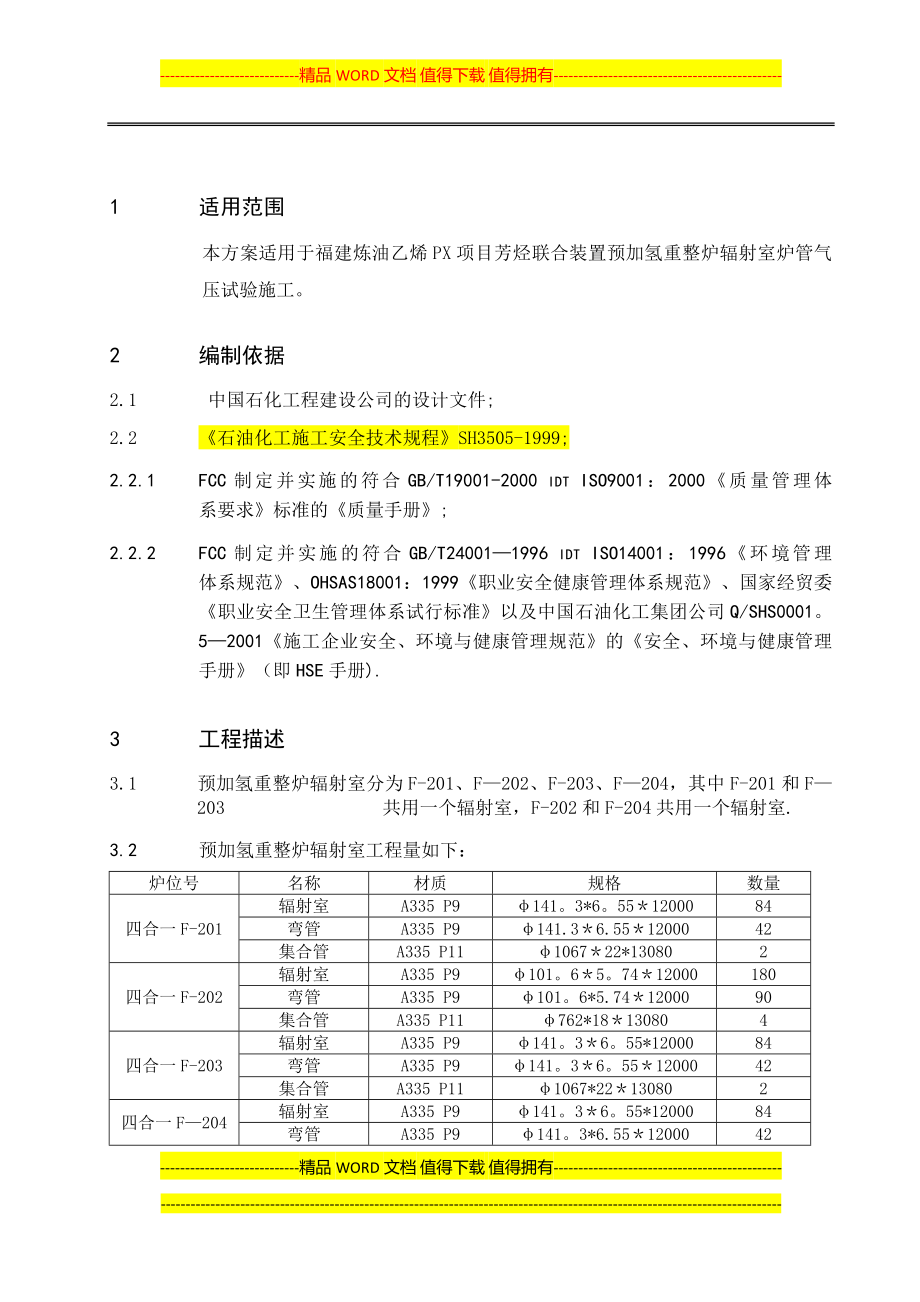
2、公司Q/SHS0001。52001施工企业安全、环境与健康管理规范的安全、环境与健康管理手册(即HSE手册).3 工程描述3.1 预加氢重整炉辐射室分为F-201、F202、F-203、F204,其中F-201和F203 共用一个辐射室,F-202和F-204共用一个辐射室.3.2 预加氢重整炉辐射室工程量如下:炉位号名称材质规格数量四合一F-201辐射室A335 P9141。3*6。551200084弯管A335 P9141.36.551200042集合管A335 P11106722*130802四合一F-202辐射室A335 P9101。65。7412000180弯管A335 P9101。
3、6*5.741200090集合管A335 P11762*18130804四合一F-203辐射室A335 P9141。36。55*1200084弯管A335 P9141。36。551200042集合管A335 P111067*22130802四合一F204辐射室A335 P9141。36。55*1200084弯管A335 P9141。3*6.551200042集合管A335 P111067*22*1308023.3 气压试验集合管直径42,气压试验压力3.4MPA3.4 炉管焊口三分之二在炉膛内,三分之一在辐射室顶部。炉管系统集合管一端为法兰盖,其余均为焊接口。3.5 集合管一端的临时盲板,另一
4、面和转油线焊接在一起,炉管试压完毕后,临时盲板不拆除,待转油线试压完成后再拆除盲板,并将集合管和转油线焊接连通系统.3.6 预加氢重整炉辐射室进行气压集合管直径较大,试压的风险大,试压前需要做好周密的安全保证措施。4 试压方法4.1 施工程序系统升压系统封闭试压准备确认系统满足试压条件稳压检查、确认漏点处理(焊接或冲击及振动强烈的处理方式)泄压工序放行试压方案获得批准安全措施到位、安全手续齐全合格泄压漏点处理(非焊接或冲击及振动小的处理方式)4.2 施工准备4.2.1 技术准备1) 试验介质选用采用空气进行试验.2) 试压设备选用选用空压机,空压机输出气量为10m3/min,额定压力为6。0M
5、Pa。3) 试验压力确定执行设计图纸中中给定的试验压力 4) 人员培训及交底根据现场特点及试压方案,对试压技术人员及作业层进行培训和技术交底。保证试压作业小组熟悉试压工作要求,掌握试压流程,熟练掌握试压设备性能、操作要领及步骤,安全操作知识.了解现场环境、进气点、排气点位置等.所有参加的人员必须在交底记录上签字。4.2.2 现场及试压盲板准备1) 试验人员应按照试压的要求,准备现场的临时管线连接、试压盲板和试验设备、测量仪表、检查用的脚手架和检验用的器具等。临时线安装及焊接必须按正式管道工艺进行。2) 试验临时盲板根据试压包统计出各种规格和数量后统一制作,盲板选用厚度详见附表1 “管道试压临时
6、盲板选用表”。3) 盲板按要求统一制作后,由项目专人集中管理,避免浪费.专人负责安装与拆除并进行记录,施工员要对试压系统盲板安装情况逐块确认并签字认可。4.2.3 试压条件的检查确认a) 管道组成件、焊材的制造厂质量证明书及检查或试验记录;焊接工作记录;无损检测报告;设计变更及材料代用文件等齐全、正确无误。b) 管道系统全部按设计文件安装完毕;管道支、吊架的型式、材质、安装位置正确,数量齐全,紧固程度、焊接质量合格;管道及管道组成件表面没有明显机械损伤或明显制造加工缺陷;临时支架已拆除完毕,临时焊点已打磨清理;焊缝及其它应检查的部位,不应隐蔽;试压用的临时盲板加置正确,标志明显,记录完整。c)
7、 试验用压力表经校验合格,压力表精度不低于1。5级,量程为试验压力的1。52倍.按照试验包的要求安装试验用压力表,每个试压系统安装的压力表不得少于两块。d) 试验时用的脚手架必须搭设牢固并经安全人员检验合格.e) 仪表管线一次阀已关闭,进气临时线及排气位置都按试压系统要求安装完毕,系统已连通。f) 有经按正式程序批准的试压方案,并经技术交底。g) 试压用气气源已落实,气源采用压风机输出的压缩空气。h) 试压用压力表的合格证及定压证明文件经本公司HSE及QA/QC部门确认后报监理和项目组相关部门确认合格。i) 确认管线焊缝热处理和无损检验工作已经全部完成,且结果合格。j) 安全防护措施已落实到位
8、。k) 与高压系统连接的低压系统放空阀门打开,检验低压系统压力的压力表已经安装到位。l) 朝上放空的敞口端须加防止杂物进入的保护罩。m) 试压临时线管材及配件其强度等级不低于待试压管线强度等级。n) 技术交底已按程序进行,作业人员已经熟知气压试验基本知识。4.2.4 试压前检查a) 管道系统试压前应由施工技术人员和试压技术人员对下列资料进行汇总核对:b) 试压系统单线图c) 试压系统内管道的焊接工作记录d) 试压系统内管道的无损检测报告e) 设计变更及材料代用文件f) 试压系统管道安装内洁检查记录g) 试压系统管道试压条件检查确认单h) 试压系统内施工记录(含管道补偿器安装记录、热处理记录、管
9、道强度严密性试验记录)i) 试压系统内合金钢管线的PMI检测报告4.2.5 试压前现场条件确认管道系统试压前,由试压技术人员对以下条件进行确认:a) 管线全部按设计文件安装完毕;b) 管道支吊架的型式、材质、安装位置正确,数量齐全,螺栓紧固,焊接质量合格;c) 焊接工作已全部完成;d) 焊缝及其它检查位置不应隐蔽;e) 试压及临时加固措施安全可靠,临时盲板位置正确,标记明显;f) 试压用的检测仪表必须经计量合格,量程为试验压力的1。52倍,精度等级1.5级;g) 试压用压风机已准备就绪,且与压风机相连的试压临时管线已安装完成。4.2.6 资料审查及现场条件确认后,由试压技术员向项目质检站报审,
10、由项目质检 站检查合格后向SEI报审,由SEI向监理报审,同时通知IPMT项目组对现场实体进行联合检查确认,在接到允许试压的通知后质检站以书面形式通知作业单位实施试压.4.3 气压试验系统流程图如下图4.3.1 试压操作1) 试压包(系统)经项目技术质量部组织业主、项目组、监理审查批准试压后,即可进行注气、升压.2) 严格按照试验计划组织系统试压,试压前至少要准备好两个系统,先对压力高的系统升压试验,经检查确认合格后,打开系统1与系统2之间的连通阀,对系统2进行升压,当二者压力一致时,关闭系统1与系统2之间的连通阀,打开系统1排气阀排气.开启压风车,对系统2进行升压试验。本着节约能源,提高效率
11、的原则按计划有组织地进行试压;3) 对于试验系统较大的管线试压,除压风车上的安全阀外,在系统内适宜的管线位置上设置安全阀。本次炉管气压试验压力3。4MPa,按压力不同阶段选择2个安全阀。可利用装置正式安全阀,开启压力为系统气压试验压力的1.05倍;4) 试验时,要缓慢分阶段升压,首先用0.6MPa空气进行预试验,稳压10分钟,检查试压系统无异常现象后,方可进行升压。当压力升至试验压力的50%时,稳压3min进行检查,如未发现异状或泄露,继续按试验压力的10逐级升压,每级稳压3min,直至试验压力。升压至试验压力后,稳压10min,观察有无异常情况或有无显著位移变动,没有异常情况后降至设计压力,
12、停压时间不少于30min且以满足查漏工作需要而定,将中性发泡剂喷涂在所有焊缝、法兰、阀门填料函、螺纹连接处等部位检查.升压程序见下图.0t0.5 P试0.5 P试+0.2 P试30.5 P试+0.3 P试DP设 t 保持时间3min, D 泄漏试验, SG 直观检验,P试 试验压力,P设 设计压力3t0.5 P试+0.1 P试SGt系统升压步骤操作图SGSGSGSGSG0.6MPaDP试0.5 P试+0.4 P试4.3.2 合格标准设计压力时检查以无泄漏且无压降为合格。4.3.3 漏点处理1) 当发现系统有泄漏等不合格情况时,应立即将系统泄压,然后对系统进行整改,合格后重新试压。2) 严禁对系
13、统进行带压处理4.3.4 系统复位系统试压结束后,拆除临时盲板。5 施工组织机构5.1 施工、安全组织机构项目经理:曲圣伟项目总工程师:贺汉卫项目副经理:唐充彬供应部田寿辉经营部宁忠工程部严智明安监站李国建技术质量部余奔管道公司项目经理:山建国技术负责:吴中财生产经理:林开明工程师:滕洪工程师:贾胜彪施工作业单位6 质量管理机构和质量保证措施6.1 质量管理机构项目经理:曲圣伟质检部项目总工:贺汉卫安全部:李国建经营部:宁忠技术质量部:余奔供应部:田寿辉工程部:严智明施工作业单位6.2 质量保证措施1) 试压前技术部负责完成试压方案的编制工作,并做好方案交底.2) 试压前由专业公司施工员先行自
14、检,自检合格后,将试压包报检资料交项目质检站。3) 试压包报检资料含:l 单线图l 试压条件确认单l 管道内洁检查记录l 未完尾项一览表(注明未完原因、计划完成时间及处理和检验方法)l 施工记录(管道补偿器安装记录、安全附件安装检查记录、热处理记录、管道强度严密性试验记录、管道焊接工作记录、PMI检验记录)l 探伤报告l 硬度报告(注:材质证、阀门试压记录等材料质量证件,统一存放供应部备查)4) 试压泵必须符合公司设备管理程序的要求,并能满足试验压力的要求。5) 不能参与试压的仪表、设备必须拆除或隔离。6) 由于现场实际情况所造成的最终碰头接口焊口,必须进行100射线检测。7) 设计说明中要求
15、地面试压的管道,必须进行临时加固以确保管道及支架无变形并经各方确认后方可进行试压。8) 对于无法进行试压的焊口,将以100射线检测来代替。9) 管道试验压力不得高于系统内阀门的严密性试验压力。10) 试压前对机泵出口的单向阀根据实际情况进行调向后,在流程图中必须注明并挂牌标记,试压结束后及时调整。7 HSE管理7.1 HSE管理措施1) 现场培训所有参加此项作业的人员必须参加FCC安全部门的现场培训.2) 安全交底a) 在开始作业之前,安全监督人员要向所有参加作业的人员进行安全交底.b) 交底的内容应至少包括下列几项:危险源;警戒区、安全标识和进出口;应急措施和紧急集合点;需使用的劳保着装。3
16、) 应急措施a) 紧急集合点设在项目办公室院内。b) 组成紧急救助队在现场待命.c) 为参加试验人员传授紧急救助知识。4) 压力表 a) 所有使用的压力表必须经校验合格。(要有校验记录)b) 压力表要设置在易读取的地方。c) 压力表配管的试验压力必须与要试压的管道一致并和管道一起试压。5) 盲板试压用的法兰盖、盲板的厚度应满足试验压力的要求。法兰及法兰盖上的螺栓应齐全拧紧。试压系统内加有盲板的位置均应有醒目标记,试压结束后逐块拆除.6) 试压 a) 试压尽量选择在没有其他作业的时候进行,例如午饭时间或晚上,最好选在下午6点至8点之间。 b) 在试压期间,要按顺序逐步缓慢升压。 c) 试压后,控
17、制气体的排放,不能产生过大的噪音.7) 障碍/标识a) 在要试压的管道(包括泵、仪表及相关的配管)周围20米设置警戒障碍。b) 警告标识挂在试压区域周围的固定位置上。c) 警告标识包括:气压试验、危险作业、禁止进入、禁止攀爬、禁止开启等。8) 作业许可a) 在试压前,由项目组、监理、施工单位等三家单位须对现场详细检查,最终检查合格后。b) 为参加作业的人员发放通行证,只有经过授权并持证的人员才可以进入试压警戒区域内。c) 安全负责人必须确保试压警戒线得到有效控制.9) 泄漏或异常a) 对于焊缝处泄漏,应放掉所有气体后,再进行修补作业.b) 对于法兰连接处泄漏,只有确认泄漏处已经把紧合格后,负责
18、人才能授权重新开始试压.10) 安全人员a) 试压期间试压区域内每个进口必须有一名安全负责人负责看守,禁止无关人员进入试压区域内,在试压区域内至少要两名安全人员在现场进行巡回检查.。b) 提名的安全员将参加所有安全交底会,在开始作业前进行检查确认现场准备情况。11) 劳动保护a) 其他安全要求执行现场HSE规定。b) 架设必须靠近检查部位且搭设牢固,每个架设平台设有爬梯.7.2 安全控制措施1) 吊装作业a) 机具、索具的选用应严格执行吊装技术要求,作业班组定期进行检查,安监站负责监督。吊车选位、捆绑、溜绳必须认真严肃,安监站负责现场的实施监督。2) 施工用电a) 进入施工现场的灯具、开关、等
19、工具必须使用防爆型。b) 施工用电必须采取“三相五线制“一机一闸一保”的配电方式,安监站定期进行检查。c) 供应部严格控制采购环节,保质保量配备合格的漏电保护器。3) 试压作业a) 在试压前或试压过程中,详细检查,确实具备升压条件时,方可升高压力.带压管道严禁受到强烈冲撞或气体冲击。升压和降压应分级缓慢进行。b) 升压严格按施工方法进行,不得随意升压,压力表设专职监测人员,并与风车操作手配合默契。c) 安全监督人员在试压过程中,要全天候监控,不得擅自脱岗。d) 加强过程控制,在试压过程中发现泄露现象时,不得带压紧固螺栓、补焊或修理,管道如有异常声响、压力突降、表面油漆脱落等现象,应立即停止试验
20、,查明原因并妥善处理后方可进行处理或继续试验。e) 在检查时,在法兰的侧面和正面不得站人.f) 当进行压力试验时,应划定禁区,设立危险警告牌,并设专人进行监护,无关人员不得进入,对于系统涉及范围较大时,须由项目派人统一协调。g) 为了安全检查,设置必需的合格架设。h) 严格遵守试压程序,试压过程中有专人指挥,不得随意放气卸压。8 主要措施用料8.1 主要施工机具使用计划序号名称型号规格、型号单位数量备注1汽车吊50t台12压风车6MPa台13电焊机ZS7-500台28.2 主要施工材料使用计划序号名称规格型号单位 单位数量备注1无缝钢管604 碳钢米1002无缝钢管334 碳钢米1003阀门J
21、61H-100 DN15个104针型阀DN15个105阀门Z41H100 N50个3带配套数量螺栓和垫片6阀门Z41H100 DN25个3带配套数量螺栓和垫片7法兰PN10 DN50 20片6带配套数量螺栓和垫片8法兰PN10 DN25 20#片69压力表1。5级 06。0MPa块610压力表接头M201。5个1011钢板=40mmm22。5Q235B12钢板=50mmm210Q235B13高压橡胶石棉板卷250KG/卷14抹布公斤3015发泡剂公斤20016喷水枪个15大号17聚四氟乙烯带盒2518高压胶管米5019警戒绳米200附表3管道试压临时盲板选用表公称直径试 验 压 力 MPa7113。410673.4钢板厚度mm4050备注:盲板厚度选自管道安装工程,超过上表中盲板规格及压力的临时盲板必须经过以下计算求得:S=0。025*D内 PS注:D内-平盖封头按螺栓孔中心直径,PS试验压力,单位:MPa。-精品WORD文档 值得下载 值得拥有-
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
