 超声波焊接材料
超声波焊接材料

《超声波焊接材料》由会员分享,可在线阅读,更多相关《超声波焊接材料(7页珍藏版)》请在装配图网上搜索。
1、超声波焊接构造汇总基本术语以及定义: 超声波熔接 :以超声波频率振动的焊头,在预定的时间及压力下,磨擦生热,令塑胶接面互相熔合,既牢固,又以便快捷说起热塑塑料的可焊接力,不能不说到超音波压合对多种树脂的规定。其最重要的因素涉及聚合物构造,熔化温度、柔韧性(硬度)、化学构造。 聚合物构造非结晶聚合物分子排列无序、有明显的使材料逐渐变软、熔化 及至流动的温度(Tg玻璃化温度)。此类树脂一般能有效传播超音速振动并在相称广泛的压力/振幅范畴内实现良好的焊接。半结晶型聚合物分子排列有序,有明显的熔点(Tm熔化温度)和再度凝固点。固态的结晶型聚合物是富有弹性的,能吸取部分高频机械振动。因此此类聚合物是不易
2、于将超声波振动能量传至压合面,帮规定更高的振幅。需要很高的能量(高熔化热度)才干把半结晶型的构造打断从而使材料从结晶状态变为粘流状态,这也决定了此类材料熔点的明显性,熔化的材料一旦离开热源,温度有所减少便会导致材料的迅速凝固。因此必须考虑此类材料的特殊性(例如:高振幅、接合点的良好设计、与超音夹具的有效接触、及优良的工作设备)才干获得超声波焊接的成功。 聚合物:热塑性与热固性将单体结合在一起的过程称为“聚合”。聚合物基本可分为两大类:热塑性和热固性。热塑性材料加热成型后还可以重新再次软化和成型,基所经历的只是状态的变化而已-这种特性使决定了热塑性材料超音波压合的适应性。热固性材料是通过不可逆反
3、的化学反映生成的,再次加热或加压均不能使已成型的热固性产品软化,因此老式上始终觉得热固性材料是不适合使用超音波的。熔化温度聚合物的熔点越高,其焊接所需的超音波能量越多. 硬度(弹力系数)材料的硬度对其与否能有效传播超音速振动是很有影响的。总的说来,愈硬的材料其传导力愈强。超声波焊接常用缺陷及解决措施 一、强度无法达到欲求原则。 固然我们必须理解超音波熔接作业的强度绝不也许达到一体成型的强度,只能说接近于一体成型的强度,而其熔接强度的规定原则必须仰赖于多项的配合,这些配合是什么呢? 塑料材质:ABS与ABS互相相熔接的成果肯定比ABS与PC互相熔 接的强度来的强,由于两种不同的材质其熔点也不会相
4、似,固然熔接的强度也不也许相似,虽然我们探讨ABS与PC这两种材质可否互相熔接?我们的答案是绝对可以熔接,但与否熔接后的强度就是我们所要的?那就不一定了!而从另一方面思考假使ABS与耐隆、PP、PE相熔的情形又如何呢?如果超音波HORN瞬间发出150度的热能,虽然ABS材质己经熔化,但是耐隆、PVC、PP、PE只是软化而已。我们继续加温到270度以上,此时耐隆、PVC、PP、PE已经可达于超音波熔接温度,但ABS材质已解析为此外分子构造了!由以上论述即可归纳出三点结论: .相似熔点的塑料材质熔接强度愈强。 .塑料材质熔点差距愈大,熔接强度愈小。 .塑料材质的密度愈高(硬质)会比密度愈低(韧性高
5、)的熔接强度高。 二、制品表面产生伤痕或裂痕。 在超音波熔接作业中,产品表面产生伤痕、结合处断裂或有裂痕是常用的。由于在超音波作业中会产生两种情形:1.高热能直接接触塑料产品表面2.振动传导。因此超音波发振作用于塑料产品时,产品表面就容易发生烫伤,而1m/m以内肉厚较薄之塑料柱或孔,也极易产生破裂现象,这是超音波作业先决现象是无可避免的。而在另一方面,有因超音波输出能量的局限性(分机台与HORN上模),在振动摩擦能量转换为热能时需要用长时间来熔接,以累积热能来弥补输出功率的局限性。此种熔接方式,不是在瞬间达到的振动摩擦热能,而需靠熔接时间来累积热能,期使塑料产品之熔点达到到为熔接效果,如此将导
6、致热能停留在产品表面过久,而所累积的温度与压力也将导致产品的烫伤、震断或破裂。是以此时必须考虑功率输出(段数)、熔接时间、动态压力等配合因素,来克服此种作业缺失。 解决措施: 1.减少压力。 2.减少延迟时间(提早发振))。 3.减少熔接时间。 4.引用介质覆盖(如袋)。 5.模治具表面解决(硬化或镀铬)。 6.机台段数减少或减少上模扩大比。 7.易震裂或断之产品,治具宜制成缓冲,如软性树脂或覆盖软木塞等(此项指不影响熔接强度)。 8.易断裂产品于直角处加角。 三、制品产生扭曲变形。 发生这种变形我们规纳其因素有三: 1.本体与欲熔接物或盖因角度或弧度无法互相吻合. 2.产品肉厚薄(2m/m以
7、内)且长度超过60m/m以上. 3.产品因射出成型压力等条件导致变形扭曲. 因此当我们的产品经超音波作业而发生变形时,从表面看来仿佛是超音波熔接的因素,然而这只是一种成果,塑料产品未熔接前的任何因素,熔接后就形成何种成果。如果没有针对主因去探讨,那将耗费诸多时间在解决不对症下药的问题上,并且在超音波间接传导熔接作业中(非直熔),6kg如下的压力是无法变化塑料的轫性与惯性。因此不要尝试用强大的压力,去变化熔接前的变形(熔接机最高压力为6kg),涉及用模治具的逼迫挤压。或许我们也会陷入一种盲点,那就是从表面探讨变形因素,即未熔接前肉眼看不出,但是经完毕超音波熔接后,就很明显的发现变形。其因素乃产品
8、在熔接前,会因导熔线的存在,而较难发现产品自身多种角度、弧度与余料的累积误差,而在完毕超音波熔接后,却显现成肉眼可看到的变形。 解决措施: 1.减少压力(压力最佳在 2kg 如下)。 2.减少超音波熔接时间(减少强度原则)。 3.增长硬化时间(至少 0.8 秒以上)。 4.分析超音波上下模与否可局部调节(非必要时)。 5.分析产品变形主因,予以改善。 四、制品内部零件破坏 超音波熔接后发生产品破坏因素如下: 1.超音波熔接机功率输出太强. 2.超音波能量扩大器能量输出太强. 3.底模治具受力点悬空,受超音波传导振动而破坏. 4.塑料制品高、细成底部直角,而未设缓冲疏导能量的R角. 5.不对的的
9、超音波加工条件. 解决措施: 1.提早超音波发振时间(避免接触发振)。 2.减少压力、减少超音波熔接时间(减少强度原则)。 3.减少机台功率段数或小功率机台。 4.减少超音波模具扩大比。 5.底模受力处垫缓冲橡胶。 6.底模与制品避免悬空或间隙。 7.HORN(上模)掏孔后重测频率。 8.上模掏孔后贴上富弹性材料。 五、产品产生溢料或毛边 超音波熔接后产品发生溢料或毛边因素如下: 1.超音波功率太强. 2.超音波熔接时间太长. 3.空气压力(动态)太大. 4.上模下压力(静态)太大. 5.上模(HORN)能量扩大比率太大. 6.塑料制品导熔线太外侧或太高或粗. 上述六项为导致超音波熔接作业后产
10、品发生溢料毛边的因素,然而其中最核心性的是在第六项超音波的导熔线开设,一般在超音波熔接作业中,空气压力大概在24kg范畴,根据经验值最佳的超音波导熔线,是在底部0.40.6m/m高度0.30.4m/m 如:此型,尖角约呈60,超过这个数值将导至超音波熔接时间、压力、机台或上模功率的升高,如此就形成上述16项导致溢料与毛边的因素。 解决措施: 1.减少压力、减少超音波熔接时间(减少强度原则)。 2.减少机台功率段数或小功率机台。 3.减少超音波模具扩大比。 4.使用超音波机台微调定位固定。 5.修改超音波导熔线。 六、产品熔接后尺寸无法控制于公差内 在超音波熔接作业中,产品无法控制于公差范畴有其
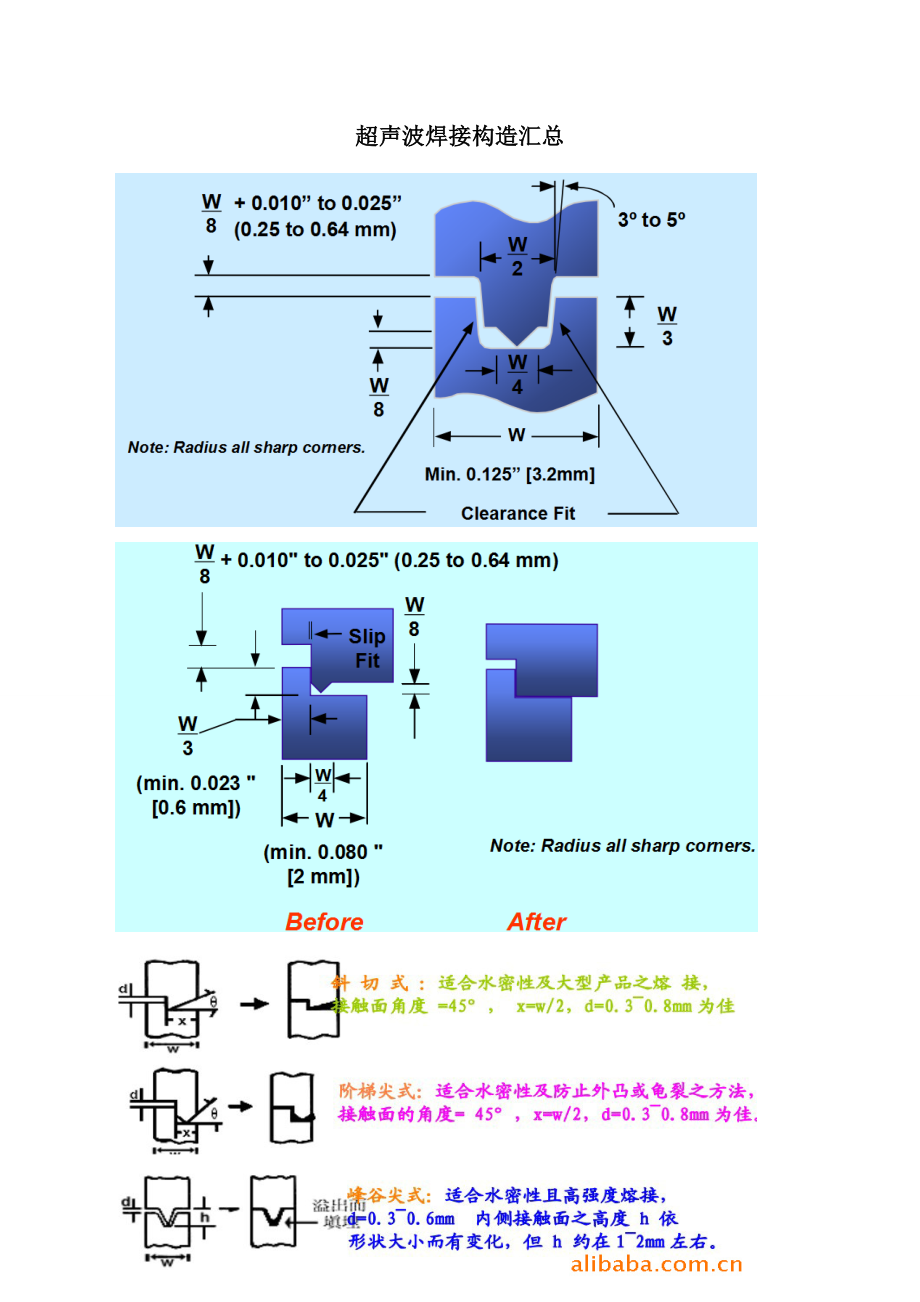
11、下述因素: 1.机台稳定性(能量转换未增设安全系数). 2.塑料产品变形量超过超音波自然熔合范畴. 3.治具定位或承受力不稳定. 4.超音波上模能量扩大输出不配合. 5.熔接加工条件未增设安全系数. 解决措施: 1.增长熔接安全系数(依序由熔接时间、压力、功率)。 2.启用微调固定螺丝(应可控制到 0.02m/m)。 3.检查超音波上模输出能量与否足够(局限性时增长段数)。 4.检查治具定位与产品承受力与否稳合。 5.修改超音波导熔线。 超声波塑料焊接水、气密导熔线(焊线)设计 我们欲求产品达到水、气密的功能时,定位与超声波导熔线是成败的重要核心,因此在产品设计时的考虑,如:定位、材质、肉厚,
12、与超声波导熔线的相应比例有绝对的关系。在一般水、气密的规定,导熔线高度应在 0.50.8m/m 之范畴(视产品肉厚而定),如低于0.5m/m如下,要达到水气密的功能,除非定位设定要非常原则,并且肉厚有 5 m/m 以上,否则效果不佳。一般规定水气密的产品其定位与超音波导熔线的方式如下: 斜 切 式 :适合水密性及大型产品之熔 接,接触面角度 =45, x=w/2,d=0.30.8mm为佳。 阶梯尖式:适合水密性及避免外凸或龟裂之措施,接触面的角度= 45,x=w/2,d=0.30.8mm为佳。 峰谷尖式:适合水密性且高强度熔接,d=0.30.6mm内侧接触面之高度 h 依形状大小而有变化,但 h 约在12mm左右。 产品实行超声波作业无法达到水、气密,除了超声波导熔线、治具定位、产品自身定位等因素外,超声波设定的条件也是一项主因。我们在此更进一步探讨引响水气密的另一因素(熔接条件),在我们实行超音波熔接作业时,求效率求快是最基本目的,但往往也忽视了其求效率的要领,正常有两种现象浮现: 一、下降速度、缓冲太快:此一形成的速度,使动态压力加上重力加速度将把超声波导熔线压扁,使导熔线无法发挥导熔的作用,形成假相熔接。 二、熔接时间过长:塑料产品因接受过长时间的热能,不仅使塑料材质熔化,更进而导致塑料组织焦化现象,产生砂孔,水或气即由此砂孔渗入而出。这是一般生产技术者最不易发现之处。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
