《折弯机吨位与V槽与最小翻边以及理论计算公式》由会员分享,可在线阅读,更多相关《折弯机吨位与V槽与最小翻边以及理论计算公式(12页珍藏版)》请在装配图网上搜索。
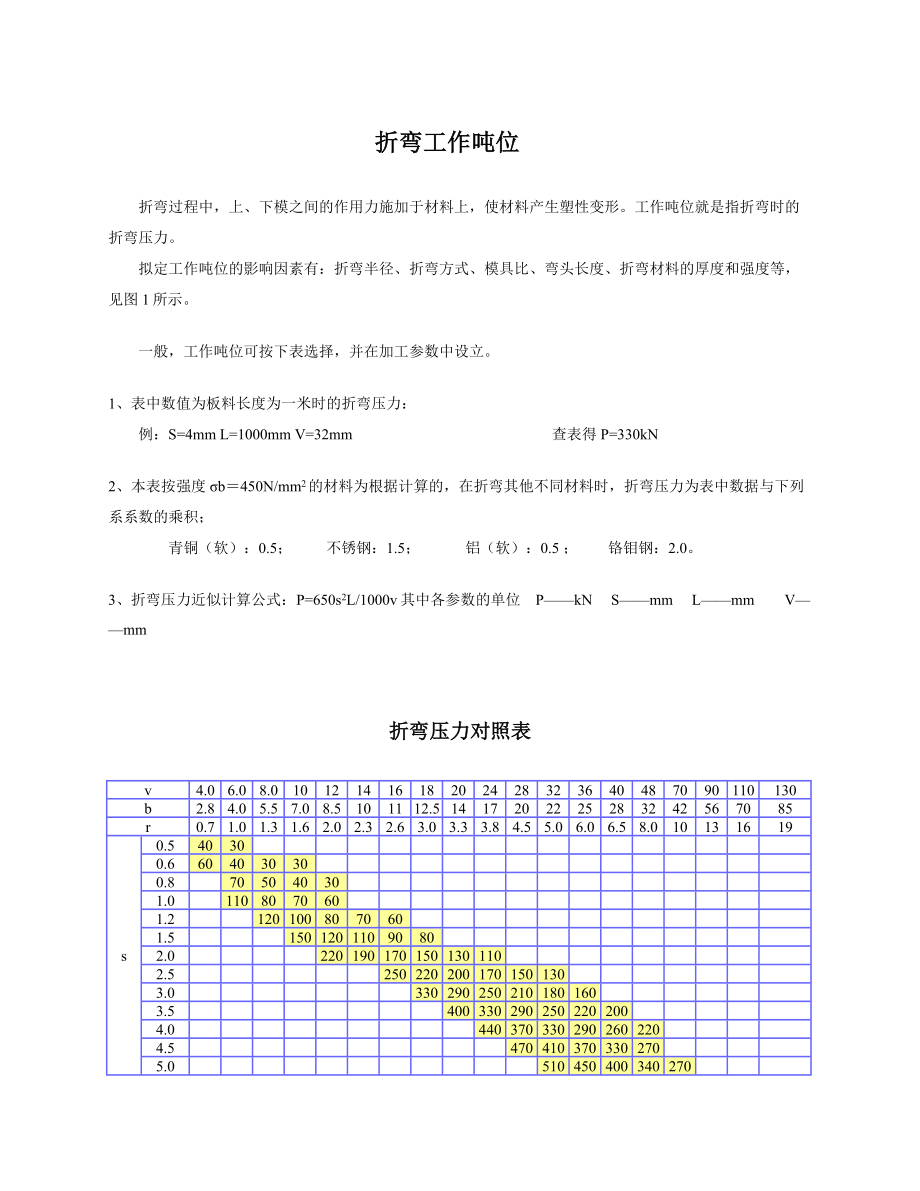
1、 折弯工作吨位折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。拟定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。一般,工作吨位可按下表选择,并在加工参数中设立。1、表中数值为板料长度为一米时的折弯压力:例:S=4mm L=1000mm V=32mm 查表得 P=330kN2、本表按强度b450N/mm2的材料为根据计算的,在折弯其他不同材料时,折弯压力为表中数据与下列系系数的乘积;青铜(软):0.5; 不锈钢:1.5;铝(软):0.5 ;铬钼钢:2.0。3、折弯压力近似计算公式:P=650s2L
2、/1000v其中各参数的单位PkN Smm LmmVmm折弯压力对照表v4.06.08.01012141618202428323640487090110130b2.84.05.57.08.5101112.51417202225283242567085r0.71.01.31.62.02.32.63.03.33.84.55.06.06.58.010131619s0.540300.6604030300.8705040301.01108070601.21201008070601.515012011090802.02201901701501301102.52502202001701501303.0330
3、2902502101801603.54003302902502202004.04403703302902602204.54704103703302705.05104504003402706.05904903903008.07005204291081065012950780141100这是我在一家钣金加工厂的经验值,但是如果开模具的话,其折弯边最小值还可以更小(所用的数控折弯机型号为AMADA-RG-100(NC9)。最小折弯边尺寸: 单折边: 料厚 T=0.8 Lmin=3.5T=1.0 Lmin=4.5 T=1.2 Lmin=5.0 T=1.5 Lmin=6.0 T=2.0 Lmin=7.5
4、 Z折边: 料厚 T=0.8 Lmin1=4.5 Lmin2=3.5T=1.0 Lmin1=6.0 Lmin2=4.5 T=1.2 Lmin1=6.5 Lmin2=5.0 T=1.5 Lmin1=7.5 Lmin2=6.0 T=2.0 Lmin1=10.0 Lmin2=7.5做五金模的话是有计算公式的,详见图片所示!当折弯边太小时的一种解决措施!3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层-中性层,中性层在弯曲过程中的长度和弯曲前同样,保持不变,因此中性层是计算弯曲件展开长度的基准.中性层位置与变形限度有关,当弯曲半径较大,折弯角
5、度较小时,变形限度较小,中性层位置接近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形限度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用表达. 4 计算措施 展开的基本公式:展开长度=料内+料内+补偿量4.1 R=0,折弯角=90(T1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:=T/4K=*/2=T/4*/2=0.4T4.2 R=0, =90 (T1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:=T/3K=*/2=T/3*/2=0.5T4.3 R0 =90L=(A-T-R)+(B-T
6、-R)+(R+)*/2当R 5T时=T/21T R 5T=T/30 R T=T/4(实际展开时除使用尺寸计算措施外,也可在拟定中性层位置后,通过偏移再实际测量长度的措施.如下相似)4.4 R=0 90=T/3L=A-T*tan(a/2)+B-T*tan(a/2)+T/3*a(a单位为rad,如下相似)4.5 R0 90L=A-(T+R)* tan(a/2)+B-(T+R)*tan(a/2)+(R+)*a当R 5T时=T/21T R 5T=T/30 R T=T/44.6 Z折1.计算措施请示上级,如下几点原则仅供参照:(1)当C5时,一般分两次成型,按两个90折弯计算.(要考虑到折弯冲子的强度)
7、L=A-T+C+B+2K(2)当3TC5时:L=A-T+C+B+K(3)当C3T时:L=A-T+C+B+K/24.7 Z折2.C3T时:L=A-T+C+B+D+K4.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图 T*AB=(H -EF)*EF+*(EF)2/4 AB=H*EF+(/4-1)*EF2/T预冲孔孔径=D 2ABT0.8时,取EF=60%T.在料厚THmax),直边部展开与弯曲一致, 圆角处展开按保存抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀
8、过渡, 当抽孔高度不高时(HHmax)直边部展开与弯曲一致,圆角处展开保存与直边同样的偏移值.如下Hmax取值原则供参照.当R4MM时:材料厚度T=1.21.4取Hmax =4T材料厚度T=0.81.0取Hmax =5T材料厚度T=0.70.8取Hmax =6T材料厚度T0.6取Hmax =8T当R1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd1.5T时:l按相应折弯公式计算.D/2=(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*(r+T/3)+0.16*(Rd-2
9、T/3)1/24.12卷圆压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90折弯处尺寸为A+0.2T图(d): 卷圆压平后的产品形状4.13侧冲压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90折弯处尺寸为A+1.0T图(d): 侧冲压平后的产品形状4.14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按 “中性层到板料内侧距离=T/3”来计算)备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计原则值.b孔径设计值:一般圆孔直径小数点取
10、一位(以配合冲头加工以便性),例:3.81取3.9.有特殊公差时除外,例:3.80取3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常用抽牙孔孔径一览表料厚类型0.60.81.01.2M33.53.74.04.2M3.53.94.24.44.7M44.44.64.95.1#6-323.84.14.34.6附件二:常用预冲孔孔径一览表料厚类型0.60.81.01.2M31.21.51.5(1.8)1.8M3.51.21.51.5(1.8)1.8M41.21.51.5(1.8)1.8#6-321.21.51.5(1.8)1.8阐明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 2.75 M3.50 3.20 M 4 3.65 6-32 3.10
 折弯机吨位与V槽与最小翻边以及理论计算公式
折弯机吨位与V槽与最小翻边以及理论计算公式