 FANUC数控系统PMC机床控制及应用举例(PPT 44页)
FANUC数控系统PMC机床控制及应用举例(PPT 44页)

《FANUC数控系统PMC机床控制及应用举例(PPT 44页)》由会员分享,可在线阅读,更多相关《FANUC数控系统PMC机床控制及应用举例(PPT 44页)(44页珍藏版)》请在装配图网上搜索。
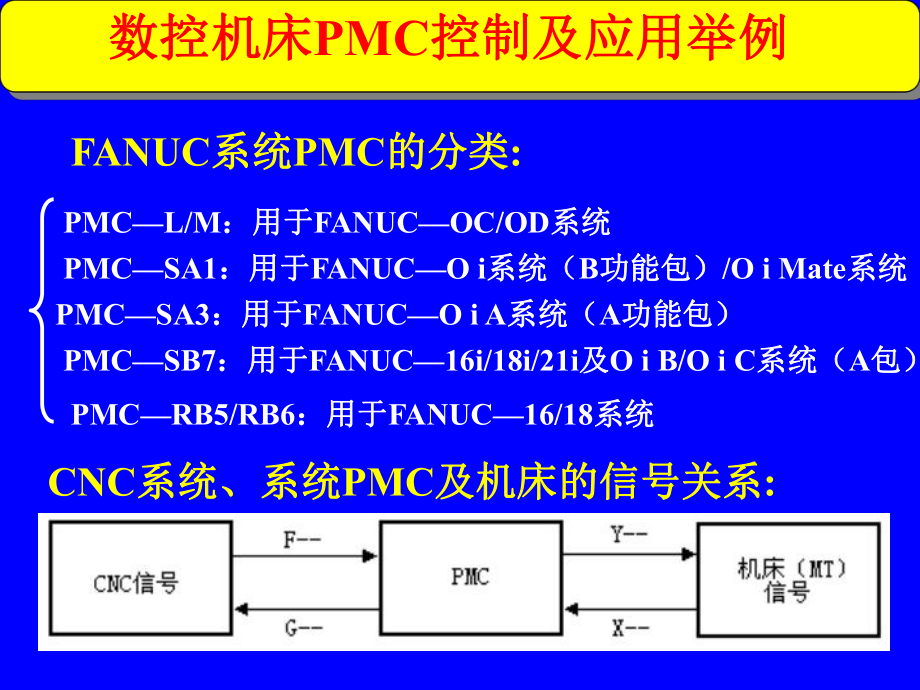
1、数控机床数控机床PMC控制及应用举例控制及应用举例 FANUC系统系统PMC的分类的分类:PMCL/M:用于:用于FANUCOC/OD系统系统PMCSA1:用于:用于FANUCO i系统(系统(B功能包)功能包)/O i Mate系统系统PMCSA3:用于:用于FANUCO i A系统(系统(A功能包)功能包)PMCSB7:用于:用于FANUC16i/18i/21i及及O i B/O i C系统(系统(A包)包)PMCRB5/RB6:用于:用于FANUC16/18系统系统CNC系统、系统系统、系统PMC及机床的信号关系及机床的信号关系:FANUC 系统常用的系统常用的I/O装置装置内置内置I/
2、O模块模块外置外置I/O单元单元分线盘分线盘I/O模块模块机床操作面板机床操作面板I/O卡卡 系统系统I/O单元单元 FANUC OC/OD系统系统PMC的性能和规格的性能和规格 FANUC Oi系统系统PMC的性能和规格的性能和规格 第二节第二节FANUC系统系统 PMC的功能指令的功能指令 1.1.顺序程序结束指令(顺序程序结束指令(END1、END2、END)FANUC系统系统 PMC的功能指令的功能指令 2.2.定时器指令(定时器指令(TMRTMR、TMRBTMRB)可变定时器可变定时器TMR:TMR指令的定时时间可通过指令的定时时间可通过PMC参数进参数进行更改。行更改。固定定时器固
3、定定时器TMR:TMRB的设定时间编在梯形图中,在指令的设定时间编在梯形图中,在指令和定时器号的后面加上一项参数预设定时间,与顺序程序和定时器号的后面加上一项参数预设定时间,与顺序程序一起被写入一起被写入FROM中,所以定时器的时间不能用中,所以定时器的时间不能用PMC参数参数改写。改写。定时器在数控机床报警灯闪烁电路的应用定时器在数控机床报警灯闪烁电路的应用 FANUC系统系统 PMC的功能指令的功能指令 3.3.计数器指令(计数器指令(CTR)计数器主要功能是进行计数,可以是加计数,也可以是减计数。计数器主要功能是进行计数,可以是加计数,也可以是减计数。计数器的预置值形式是计数器的预置值形
4、式是BCDBCD代码还是二进制代码形式由代码还是二进制代码形式由PMCPMC的参的参数设定(一般为二进制代码)。数设定(一般为二进制代码)。FANUC系统系统 PMC的功能指令的功能指令 4.4.译码指令(译码指令(DEC、DECB)DECDEC指令的功能是指令的功能是:当两位:当两位BCDBCD代码与给定值一致时,输出代码与给定值一致时,输出为为“1”1”;不一致时,输出为;不一致时,输出为“0”0”,主要用于数控机床的,主要用于数控机床的M M码、码、T T码的译码。一条码的译码。一条DECDEC译码指令只能译一个译码指令只能译一个M M代码。代码。DECBDECB的指令功能的指令功能:可
5、对:可对1 1、2 2或或4 4个字节的二进制代码数据译码,个字节的二进制代码数据译码,所指定的所指定的8 8位连续数据之一与代码数据相同时,对应的输出数据位位连续数据之一与代码数据相同时,对应的输出数据位为为1 1。主要用于。主要用于M M代码、代码、T T代码的译码,一条代码的译码,一条DECBDECB代码可译代码可译8 8个连续个连续M M代码或代码或8 8个连续个连续T T代码。代码。FANUC系统系统 PMC的功能指令的功能指令 5.5.比较指令(比较指令(COMP、COMPB)COMP指令指令的输入值和比较值为的输入值和比较值为2位或位或4位位BCD代码。代码。COMPB指令功能是
6、指令功能是:比较:比较1个、个、2个或个或4个字节长的二进制数个字节长的二进制数据之间的大小,比较的结果存放在运算结果寄存器(据之间的大小,比较的结果存放在运算结果寄存器(R9000)中。)中。FANUC系统系统 PMC的功能指令的功能指令 6.6.常数定义指令(常数定义指令(NUME、NUMEB)NUME指令指令是是2位或位或4位位BCD代码常数定义指令。代码常数定义指令。NUMEB指令指令是是1个字节、个字节、2个字节或个字节或4个字节长二进制数的常数个字节长二进制数的常数定义指令。定义指令。FANUC系统系统 PMC的功能指令的功能指令 7.7.判别一致指令(判别一致指令(COIN)和传
7、输指令()和传输指令(MOVE)COIN指令用来检查参考值与比较值是否一致,可用于检查刀库、指令用来检查参考值与比较值是否一致,可用于检查刀库、转台等旋转体是否到达目标位置等。转台等旋转体是否到达目标位置等。MOVEMOVE指令指令的作用是把比较数据和处理数据进行逻辑的作用是把比较数据和处理数据进行逻辑“与与”运算,运算,并将结果传输到指定地址。并将结果传输到指定地址。FANUC系统系统 PMC的功能指令的功能指令 8.8.旋转指令(旋转指令(ROT、ROTB)ROT/ROTBROT/ROTB指令用来判别回转体的下一步旋转方向;计算出回转体从指令用来判别回转体的下一步旋转方向;计算出回转体从当
8、前位置旋转到目标位置的步数或计算出到达目标位置前一位置的当前位置旋转到目标位置的步数或计算出到达目标位置前一位置的位置数。位置数。FANUC系统系统 PMC的功能指令的功能指令 9.9.数据检索指令(数据检索指令(DSCH、DSCHB)DSCHDSCH指令指令的功能是在数据表中搜索指定的数据(的功能是在数据表中搜索指定的数据(2位或位或4为为BCD代码),并代码),并且输出其表内号,常用于刀具且输出其表内号,常用于刀具T码的检索。码的检索。FANUC系统系统 PMC的功能指令的功能指令 DSCHBDSCHB指令指令的功能与的功能与DSCH一样也是用来检索指定的数据。但与一样也是用来检索指定的数
9、据。但与DSCH指令不同有两点:该指令中处理的所有的数据都是二进制形指令不同有两点:该指令中处理的所有的数据都是二进制形式;数据表的数据数(数据表的容量)用地址指定。式;数据表的数据数(数据表的容量)用地址指定。FANUC系统系统 PMC的功能指令的功能指令 10.10.变地址传输指令(变地址传输指令(XMOV、XMOVB)XMOVXMOV指令指令可读取数据表的数据或写入数据表的数据,处理的数可读取数据表的数据或写入数据表的数据,处理的数据为据为2 2位位BCDBCD代码或代码或4 4位位BCDBCD代码。该指令常用于加工中心的随机换刀代码。该指令常用于加工中心的随机换刀控制。控制。FANUC
10、系统系统 PMC的功能指令的功能指令 XMOVBXMOVB指令指令的功能与的功能与XMOV一样也是用来一样也是用来读取数据表的数据或写读取数据表的数据或写入数据表的数据入数据表的数据。但与。但与XMOV指令不同有两点:该指令中处理的所指令不同有两点:该指令中处理的所有的数据都是二进制形式;数据表的数据数(数据表的容量)用地有的数据都是二进制形式;数据表的数据数(数据表的容量)用地址形式指定。址形式指定。FANUC系统系统 PMC的功能指令的功能指令 11.11.代码转换指令(代码转换指令(COD、CODB)CODCOD指令指令是把是把2 2位位BCDBCD代码(代码(0 09999)数据转换成
11、)数据转换成2 2位或位或4 4位位BCDBCD代码代码数据的指令。具体功能是把数据的指令。具体功能是把2 2位位BCDBCD代码指定的数据表内号数据(代码指定的数据表内号数据(2 2位或位或4 4位位BCDBCD代码)输出到转换数据的输出地址中。代码)输出到转换数据的输出地址中。FANUC系统系统 PMC的功能指令的功能指令 CODBCODB指令指令是把是把2 2个字节的二进制代码(个字节的二进制代码(0 0256256)数据转换成)数据转换成1 1字字节、节、2 2个字节或个字节或4 4个字节的二进制数据指令。具体功能是把个字节的二进制数据指令。具体功能是把2 2个字节个字节二进制数指定的
12、数据表内号数据(二进制数指定的数据表内号数据(1 1字节、字节、2 2个字节或个字节或4 4个字节的二个字节的二进制数据进制数据)输出到转换数据的输出地址中。)输出到转换数据的输出地址中。FANUC系统系统 PMC的功能指令的功能指令 12.12.信息显示指令(信息显示指令(DISPB)该指令用于在系统显示装置(该指令用于在系统显示装置(CRTCRT或或LCDLCD)上显示外部信息,机床)上显示外部信息,机床厂家根据机床的具体工作情况编制机床报警号及信息显示厂家根据机床的具体工作情况编制机床报警号及信息显示 信息号信息号信息数据信息数据A0.1A0.11001 1001 EMERGENCY S
13、TOPEMERGENCY STOP!A0.2A0.21002 1002 DOOR NEED CLOSEDOOR NEED CLOSE!A0.3A0.31003 1003 TOOL LIFE EXGAUSTTOOL LIFE EXGAUST!A0.4A0.42000 2000 PLEASE CHECK GEAR LUBE PLEASE CHECK GEAR LUBE OIL LEVELOIL LEVEL!第三节第三节 数控机床数控机床PMC控制应用举例控制应用举例 1.1.数控机床工作状态开关数控机床工作状态开关PC控制控制(1)数控机床状态开关数控机床状态开关(2)数控机床状态开关的功能)数控
14、机床状态开关的功能编辑状态编辑状态(EDIT):在此状态下,编辑存储到在此状态下,编辑存储到CNC CNC 内存中的内存中的 加工程序文件。加工程序文件。存储运行状态(存储运行状态(MEM):在此状态下,系统运行的加工在此状态下,系统运行的加工程序为系统存储器内的程序。程序为系统存储器内的程序。手动数据输入状态(手动数据输入状态(MDI):):在此状态下,在此状态下,通过通过MDI MDI 面面板可以编制最多板可以编制最多10 10 行的程序并被执行,程序格式和通常程序一样。行的程序并被执行,程序格式和通常程序一样。手轮进给状态(手轮进给状态(HNDHND):):在此状态下,刀具可以通过旋转在
15、此状态下,刀具可以通过旋转机床操作面板上的手摇脉冲发生器微量移动。机床操作面板上的手摇脉冲发生器微量移动。(2)数控机床状态开关的功能)数控机床状态开关的功能机床返回参考点(机床返回参考点(REFREF):):在此状态下,可以实现手动返在此状态下,可以实现手动返回机床参考点的操作。通过返回机床参考点操作,回机床参考点的操作。通过返回机床参考点操作,CNCCNC系统确定机系统确定机床零点的位置。床零点的位置。DNC状态(状态(RMT):):在此状态下,可以通过阅读机(加在此状态下,可以通过阅读机(加工纸带程序)或工纸带程序)或RS-232通信口与计算机进行通信,实现数控机床的通信口与计算机进行通
16、信,实现数控机床的在线加工。在线加工。手动连续进给状态(手动连续进给状态(JOGJOG):):在此状态下,持续按下操在此状态下,持续按下操作面板上的进给轴及其方向选择开关,会使刀具沿着轴的所选方作面板上的进给轴及其方向选择开关,会使刀具沿着轴的所选方向连续移动。向连续移动。(3)状态开关)状态开关PMC控制梯形图控制梯形图2.2.数控机床加工程序功能开关数控机床加工程序功能开关P PC C控制控制(1)数控机床加工程序功能开关数控机床加工程序功能开关 机床锁住:机床锁住:在自动运行状态下,按下机床操作面板上的机床在自动运行状态下,按下机床操作面板上的机床锁住开关,执行循环起动时,刀具不移动,但
17、是显示器上每个轴锁住开关,执行循环起动时,刀具不移动,但是显示器上每个轴运动的位移在变化,就象刀具在运动一样。运动的位移在变化,就象刀具在运动一样。程序辅助功能的锁住:程序辅助功能的锁住:程序运行时,禁止执行程序运行时,禁止执行M M、S S 和和T T 指令,和机床锁住功能一起使用指令,和机床锁住功能一起使用,检查程序是否编制正确。检查程序是否编制正确。程序的空运转:程序的空运转:在自动运行状态下,按下机床操作面板在自动运行状态下,按下机床操作面板上的空运行开关,刀具按参数(各轴快移速度)中指定的速度上的空运行开关,刀具按参数(各轴快移速度)中指定的速度移动,而与程序中指令的进给速度无关。移
18、动,而与程序中指令的进给速度无关。程序单段运行:程序单段运行:按下单程序段方式开关进入单程序段工作按下单程序段方式开关进入单程序段工作方式。在单程序段方式中按下循环起动按钮后,刀具在执行完程方式。在单程序段方式中按下循环起动按钮后,刀具在执行完程序中的一段程序后停止。通过单段方式一段一段地执行程序,仔序中的一段程序后停止。通过单段方式一段一段地执行程序,仔细检查程序。细检查程序。(2)数控机床程序功能开关的作用数控机床程序功能开关的作用程序再起运行:程序再起运行:该功能用于指定刀具断裂或者公休后重新起该功能用于指定刀具断裂或者公休后重新起动程序时,将要起动程序段的顺序号,从该段程序重新起动机床
19、。动程序时,将要起动程序段的顺序号,从该段程序重新起动机床。也可用于高速程序检查。也可用于高速程序检查。程序的重新起动有两种重新起动的方法:程序的重新起动有两种重新起动的方法:P P 型和型和Q Q 型(由系统参数设定)。型(由系统参数设定)。程序段跳过:程序段跳过:在自动运行状态下,当操作面板上的程序段在自动运行状态下,当操作面板上的程序段选择跳过开关接通时,有斜杠(选择跳过开关接通时,有斜杠(/)的程序段被忽略。)的程序段被忽略。程序选择停:程序选择停:在自动运行时,当加工程序执行到在自动运行时,当加工程序执行到M01 M01 指令的程指令的程序段后也会停止。序段后也会停止。程序循环起动运
20、行:程序循环起动运行:在存储器方式在存储器方式(MEM)(MEM)、DNC DNC 运行方式运行方式(RMT)(RMT)或手动数据输入方式(或手动数据输入方式(MDIMDI)下,若按下循环起动开关,则)下,若按下循环起动开关,则CNC CNC 进入自动运行状态并开始运行进入自动运行状态并开始运行,同时机床上的循环起动灯点亮。同时机床上的循环起动灯点亮。程序进给暂停:程序进给暂停:自动运行期间进给暂停开关按下时,自动运行期间进给暂停开关按下时,CNC 进入暂停状态并且停止运行,同时,循环起动灯灭。进入暂停状态并且停止运行,同时,循环起动灯灭。(2)数控机床程序功能开关的作用数控机床程序功能开关的
21、作用(3)(3)数控机床加工程序功能开关的数控机床加工程序功能开关的PMC控制梯形图控制梯形图 3.3.数控机床倍率开关数控机床倍率开关P PC C控制控制 进给倍率开关进给倍率开关主轴倍率开关主轴倍率开关快移倍率开关快移倍率开关(1)数控机床倍率开关数控机床倍率开关(2)数控机床倍率开关的作用数控机床倍率开关的作用进给速度倍率开关进给速度倍率开关:通过进给倍率开关选择百分比(通过进给倍率开关选择百分比(%)来增加或减少编程进给速度。来增加或减少编程进给速度。主轴速度倍率开关主轴速度倍率开关:使加工程序中指令的主轴速度使加工程序中指令的主轴速度S 值乘值乘以以0254的倍率。的倍率。快移倍率开
22、关快移倍率开关:数控机床无论自动运行快移速度还是手动快数控机床无论自动运行快移速度还是手动快移速度是在系统参数中设定各轴的快移速度(倍率移速度是在系统参数中设定各轴的快移速度(倍率100%100%的速度),的速度),而加工程序中无需指定。自动运行中的快速移动包括所有的快速而加工程序中无需指定。自动运行中的快速移动包括所有的快速移动,如固定循环定位、自动参考位置返回等,而不仅仅是移动,如固定循环定位、自动参考位置返回等,而不仅仅是G00 G00 移动指令。手动快速移动也包含了参考位置返回中的快速移动。移动指令。手动快速移动也包含了参考位置返回中的快速移动。通过快速移动倍率信号可为快速移动速度施加
23、倍率,快速移动速通过快速移动倍率信号可为快速移动速度施加倍率,快速移动速度倍率为度倍率为F0、25%、50%和和100%,其中,其中F0由系统参数设定各轴由系统参数设定各轴固定进给速度固定进给速度。(3)数控机床进给速度倍率和点动速度的数控机床进给速度倍率和点动速度的PMC控制梯形图控制梯形图 4.4.数控机床润滑系统数控机床润滑系统P PC C控制控制 数控机床润滑系统的电气控制要求数控机床润滑系统的电气控制要求(1 1)首次开机时,自动润滑)首次开机时,自动润滑1515秒(秒(2.52.5秒打油、秒打油、2.52.5秒关闭)。秒关闭)。(2 2)机床运行时,达到润滑间隔固定时间(如)机床运
24、行时,达到润滑间隔固定时间(如3030分钟)自动润分钟)自动润滑一次,而且润滑间隔时间用户可以进行调整(通过滑一次,而且润滑间隔时间用户可以进行调整(通过PMCPMC参数)。参数)。(3 3)加工过程中,操作者可根据实际需要还可以进行手动润滑)加工过程中,操作者可根据实际需要还可以进行手动润滑(通过机床操作面板的润滑手动开关控制)。(通过机床操作面板的润滑手动开关控制)。(4 4)润滑泵电动机具有过载保护,当出现过载时,系统要有相)润滑泵电动机具有过载保护,当出现过载时,系统要有相应的报警信息。应的报警信息。(5 5)润滑油箱油面低于极限时,系统要有报警提示(此时机床)润滑油箱油面低于极限时,
25、系统要有报警提示(此时机床可以运行)。可以运行)。润滑系统电气控制线路润滑系统电气控制线路 润滑系统润滑系统PMC控制梯形图控制梯形图 5.5.数控机床辅助功能代码(代码)数控机床辅助功能代码(代码)P PC C控制控制 M00(M00(程序停程序停):):中断程序执行的功能。程序段内的动作完成后,主中断程序执行的功能。程序段内的动作完成后,主轴及冷却停止。这以前的状态信息被保护,按循环起动按钮时可轴及冷却停止。这以前的状态信息被保护,按循环起动按钮时可重新起动程序运行。重新起动程序运行。M01(M01(程序选择停程序选择停):):只要操作者接通机床操作面板上的选择停按钮,只要操作者接通机床操
26、作面板上的选择停按钮,就可进行与程序停相同的动作。选择停按钮断开时,此指令被忽就可进行与程序停相同的动作。选择停按钮断开时,此指令被忽略。略。M02(M02(程序结束程序结束):):是指示加工程序结束指令。在完成该程序段的动作是指示加工程序结束指令。在完成该程序段的动作后,主轴及冷却停止,控制装置和机床复位。后,主轴及冷却停止,控制装置和机床复位。M30(M30(程序结束程序结束):):是指示加工程序结束指令。在完成该程序段的动是指示加工程序结束指令。在完成该程序段的动作后,主轴及冷却停止,控制装置和机床复位。程序自动回到程作后,主轴及冷却停止,控制装置和机床复位。程序自动回到程序的头。序的头
27、。M03、M04、M05:主轴正转、主轴反转及主轴停止指令。主轴正转、主轴反转及主轴停止指令。M07、M08、M09:冷却液冷却液1、2打开及冷却液关指令。打开及冷却液关指令。M98、M99:子程序调用及子程序结束指令。子程序调用及子程序结束指令。M19、M29:主轴定向停和刚性攻丝指令。主轴定向停和刚性攻丝指令。系统系统M代码控制时序图代码控制时序图 辅助功能辅助功能M M代码代码PMCPMC控制控制 SYSTEMPMC第五节第五节 系统系统PMC画面功能及具体操作画面功能及具体操作 TOPTOP为返回梯形图开头的操作软键为返回梯形图开头的操作软键 BOTTOMBOTTOM为返回梯形图结尾的
28、为返回梯形图结尾的操作软键操作软键 SRCHSRCH为搜索梯形图中信号触点的操作软键为搜索梯形图中信号触点的操作软键 W-SRCHW-SRCH为为搜索梯形图中信号线圈的操作软键搜索梯形图中信号线圈的操作软键 N-SRCHN-SRCH为搜索系统梯形图的为搜索系统梯形图的行号的操作软键行号的操作软键 F-SRCHF-SRCH(需要按系统扩展键)为搜索系统梯形(需要按系统扩展键)为搜索系统梯形图中功能指令的操作软键图中功能指令的操作软键 1.1.系统梯形图显示画面(系统梯形图显示画面(PMCLADPMCLAD)2.2.系统梯形图的诊断画面(系统梯形图的诊断画面(PMCDGNPMCDGN)TITLET
29、ITLE:显示显示PMCPMC的标题画面,该画面可以显示系统梯形图的名称、的标题画面,该画面可以显示系统梯形图的名称、PMCPMC的类型、存储器的使用空间、梯形图程序所占的空间、信号注的类型、存储器的使用空间、梯形图程序所占的空间、信号注解所占的空间及信息注解所占的空间。解所占的空间及信息注解所占的空间。STATUSSTATUS:显示系统显示系统PMCPMC输入输入/输出信号的状态。输出信号的状态。ALARMALARM:系统系统PMCPMC报警显示画面。报警显示画面。TRACETRACE:系统系统PMCPMC信号的跟踪画面显示。信号的跟踪画面显示。系统系统PMCPMC计数器画面计数器画面 系统
30、系统PMCPMC的定时器画面的定时器画面 3.PMC3.PMC参数画面(参数画面(PMCPRMPMCPRM)系统系统PMCPMC保持型继电器画面(保持型继电器画面(KEEPRLKEEPRL)K00K00K15K15为用户使用,机床厂家可根据机床的具体要求来设定,如为用户使用,机床厂家可根据机床的具体要求来设定,如机床是否使用第机床是否使用第4 4轴控制、机床自动排削功能的选择等控制。轴控制、机床自动排削功能的选择等控制。K16K16K19K19为系统专用区,用户不能作为他用,如为系统专用区,用户不能作为他用,如K17.0K17.0为系统梯形图显示为系统梯形图显示选择选择(设定为设定为0 0时,
31、表示显示系统梯形图时,表示显示系统梯形图),K17.1K17.1为系统内装编辑功为系统内装编辑功能是否有效能是否有效(设定为设定为1 1时时,表示有效表示有效)。FANUCFANUC0iB/0iC0iB/0iC系统采用系统采用SB7SB7类型类型PMCPMC时,保持型继电器时,保持型继电器K900K900以上为系统专用区以上为系统专用区。数据表组控制画面数据表组控制画面 数据表数据画面数据表数据画面 数据表画面数据表画面(DATA)G.DATAG.DATA为显示数据表组内数据的显示操作。为显示数据表组内数据的显示操作。G.CONTG.CONT为数据表为数据表组设定操作。组设定操作。NO.SRHNO.SRH为数据表组的搜索操作。为数据表组的搜索操作。INTINT为数据表为数据表控制数据画面的初始化操作。控制数据画面的初始化操作。C.DATAC.DATA为数据表组控制画面显示为数据表组控制画面显示操作。操作。G.SRCHG.SRCH为搜索数据表组的数据显示操作。为搜索数据表组的数据显示操作。SEARCHSEARCH为搜为搜索该组数据表数据操作。索该组数据表数据操作。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 七年级数学:平面直角坐标系中不规则图形面积的计算课件
- 地理环境的差异性课件——曲靖市麒麟区第一中学-郭金涛1
- 高考数学文科一轮复习(北京卷B)ppt课件102双曲线及其性质
- 剖宫产瘢痕妊娠课件
- 七年级《走进初中-享受学习》主题班会ppt课件
- 2020高端楼盘营销渠道拓客课件
- 七年级道德与法治下册第四单元走进法治天地第九课法律在我们身边第1框生活需要法律ppt课件2新人教版
- 七年级生物血管和心脏课件
- 高考数学一轮复习讲义-第一章-1.2-命题及其关系、充分条件与必要条件ppt课件
- 2021公司元旦跨年预售活动方案课件
- 高考数学一轮复习-第十八章-第2讲-极坐标与参数方程ppt课件-文
- 高考数学一轮复习-第二章第四节-幂函数与二次函数ppt课件-理-(广东专用)
- 北欧家具设计课件
- 高考数学一轮复习5.35特殊数列求和ppt课件理
- 高考数学浙江专用二轮培优ppt课件专题六第1讲排列组合二项式定理
