 成型零件结构设计
成型零件结构设计

《成型零件结构设计》由会员分享,可在线阅读,更多相关《成型零件结构设计(48页珍藏版)》请在装配图网上搜索。
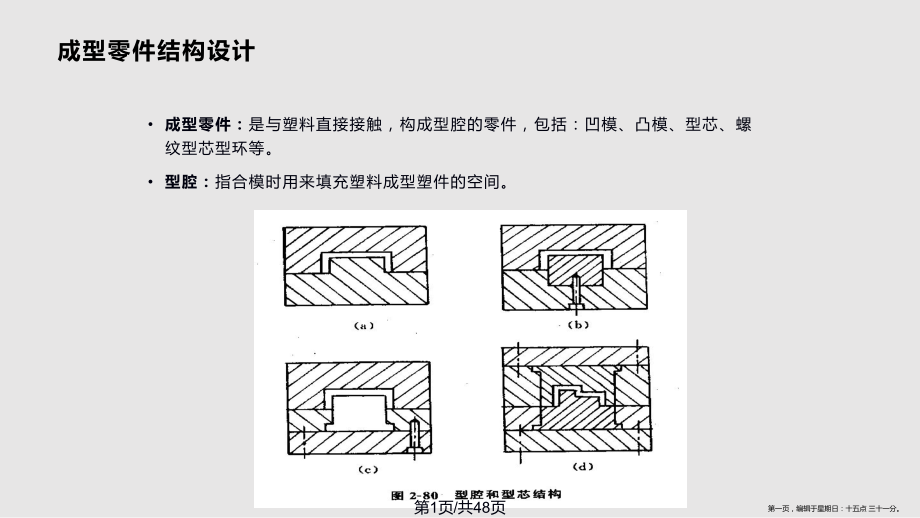
1、成型零件结构设计 成型零件:是与塑料直接接触,构成型腔的零件,包括:凹模、凸模、型芯、螺纹型芯型环等。型腔:指合模时用来填充塑料成型塑件的空间。第1页/共48页第一页,编辑于星期日:十五点 三十一分。(一)凹模的结构形式凹模:成型塑件外表面的主要零件,按其结构不同,可分为以下几种。第2页/共48页第二页,编辑于星期日:十五点 三十一分。整体式凹模凹模由整块材料构成凹模由整块材料构成结构特点:牢固,不易变形,塑件质量好适用范围:形状简单或形状复杂但凹模可用电火花和数控加工的中小型塑件大型模具不采用此结构的原因大型模具不采用此结构的原因:不便于加工,维修困难 切削量太大,浪费钢材大件不易热处理(淬
2、不透)搬运不便 模具生产周期长,成本高第3页/共48页第三页,编辑于星期日:十五点 三十一分。组合式凹模整体嵌入式凹模凹模由整块金属材料加工成并镶入模套中凹模由整块金属材料加工成并镶入模套中结构特点:型腔尺寸小,凹模镶件外形多为旋转体,凹模更换方便适用范围:塑件尺寸较小的多型腔模具第4页/共48页第四页,编辑于星期日:十五点 三十一分。组合式凹模局部镶嵌式凹模将凹模中易磨损的部位做成镶件,然后嵌入模体中。将凹模中易磨损的部位做成镶件,然后嵌入模体中。结构特点:易磨损镶件部分易加工易更换第5页/共48页第五页,编辑于星期日:十五点 三十一分。组合式凹模底部镶拼式凹模凹模做成通孔,再镶上底部凹模做
3、成通孔,再镶上底部结构特点:强度刚度较差,底部易造成飞边(注意结构设计,能防止飞边产生)。适用范围:形状复杂或较大型腔。第6页/共48页第六页,编辑于星期日:十五点 三十一分。组合式凹模侧壁镶拼式凹模在成型时,熔融塑料的成型压力使螺钉和销钉产生变形,从而达不到产品的精度要求。第7页/共48页第七页,编辑于星期日:十五点 三十一分。组合式凹模多件镶拼式凹模 结构特点:可以采用多镶块组合式结构,根据具体情况,在难以加工的部位分开,吧复杂的型腔内表面加工装华为镶拼块的外表面加工,容易保证精度第8页/共48页第八页,编辑于星期日:十五点 三十一分。(二)型芯的结构设计 型芯:又称凸模,是成型塑件内表面
4、的零件。成型零件中较大的、主要内形的零件,称为主型芯,成型塑件上较小、槽的零件称为小型芯。主型芯结构第9页/共48页第九页,编辑于星期日:十五点 三十一分。1.主型芯 主型芯:主型芯按结构可分为整体式和组合式。整体式结构 结构牢固,但不便加工,消耗模具钢多,主要用于手工试验或小型模具上的形状简单的型芯。组合式结构 也称为镶拼组合式型芯,为了便于加工,形状复杂型芯往往彩采用镶拼组合式结构。第10页/共48页第十页,编辑于星期日:十五点 三十一分。组合式型芯的优缺点 组合式型芯的优缺点和组合式凹模的基本相同。设计和制造这类型芯时,必须注意结构合理,应保证型芯和镶块的强度,防止热处理时变形,应避免尖
5、角与薄壁。图5-3-8a中的小型芯靠得太近,热处理时薄壁部位易开裂,应采用图b的结构,将大的型芯制成整体式再镶入小的型芯。组合式型芯第11页/共48页第十一页,编辑于星期日:十五点 三十一分。小芯型固定方法 小型芯是用来成型塑件上的小孔或槽。小型芯单独制造后再镶入模板中。小芯型固定方法第12页/共48页第十二页,编辑于星期日:十五点 三十一分。溢料飞边方向与镶拼结构 在设计组合式型芯结构时,应注意塑料的溢料飞边不应该影响脱模取件。溢料飞边方向与镶拼结构第13页/共48页第十三页,编辑于星期日:十五点 三十一分。多个互相靠近型芯的固定 多个互相靠近的小型芯,用台肩固定时,如果台肩发生重迭干涉,可
6、将台肩相碰的一面磨去,将型芯固定板的台阶孔加工成大圆台阶孔或长腰圆形台阶孔,然后再将型芯镶入多个互相靠近型芯的固定第14页/共48页第十四页,编辑于星期日:十五点 三十一分。(三)螺纹成型零件的结构设计 螺纹型芯和螺纹型环是分别用来成型塑件上内螺纹和外螺纹的零件。另外,螺纹型芯和螺纹型环还可以用来固定带螺纹孔和螺杆的嵌件。成型后,螺纹型芯和螺纹型环的脱卸方法有两种,一种是摸内自动脱卸,另外一种是模外手动脱卸。这里仅介绍模外手动脱卸的螺纹型芯和螺纹型环的结构及固定方法。第15页/共48页第十五页,编辑于星期日:十五点 三十一分。1.螺纹型芯的结构 螺纹型芯的结构 螺纹型芯按用途分为直接成型塑件上
7、螺纹孔和固定螺母嵌件两种。两种螺纹型芯在结构上没有原则上的区别。用来成型塑件上螺孔的螺纹型芯在设计时必须考虑塑料收缩率,表面粗糙度要小(Ra0.4um),一般应有0.50的脱模斜度,螺纹始端和末端按塑料螺纹结构要求设计,以防止从塑件上拧下时拉毛塑料螺纹。固定螺母的螺纹型芯不必放收缩率,按普通螺纹制造即可。螺纹型芯安装在模具上,成型时要可靠定位,不能因合模振动或料流冲击而移动;且开模时能与塑件一道取出,便于装卸;螺纹型芯与模板内安装孔的配合用H8/f8。第16页/共48页第十六页,编辑于星期日:十五点 三十一分。螺纹型芯的安装形式 螺纹型芯在压缩模下模或注射机定模时的结构和安装形式螺纹型芯的安装
8、形式第17页/共48页第十七页,编辑于星期日:十五点 三十一分。带弹性连接的螺纹型芯安装形式 在立式注射机上模部分或合模时冲击振动较大的卧式注射机动膜部分固定螺纹的方式。要求螺纹型芯插入式应有弹性连接装置,一面造成型芯脱落或移动,导致塑件报废或模具损伤。带弹性连接的螺纹型芯安装形式第18页/共48页第十八页,编辑于星期日:十五点 三十一分。2.螺纹型环的结构 螺纹型环的结构 螺纹型环再磨具闭合钱装入模具型腔内,成形后随塑件一起脱模,再膜外卸下。按用途分为直接成型塑件外螺纹的结构和固定螺栓累嵌件的结构两种螺纹型环的结构第19页/共48页第十九页,编辑于星期日:十五点 三十一分。成型零部件工作尺寸
9、的计算成型零部件工作尺寸的计算 影响塑料制品尺寸精度的因素:影响塑料制品尺寸精度的因素:1.1.成型零件的制造公差成型零件的制造公差 2.2.成型收缩率的影响成型收缩率的影响 3.3.成型零件的磨损量成型零件的磨损量 4.4.安装配合误差安装配合误差 第20页/共48页第二十页,编辑于星期日:十五点 三十一分。影响塑料制品尺寸精度的因素影响塑料制品尺寸精度的因素 1.1.成型零件的制造公差成型零件的制造公差 所以成型尺寸的精度应当高于制品相对各尺寸的精度,一般,模具制所以成型尺寸的精度应当高于制品相对各尺寸的精度,一般,模具制造误差取塑件尺寸公差的三分之一。造误差取塑件尺寸公差的三分之一。第2
10、1页/共48页第二十一页,编辑于星期日:十五点 三十一分。影响塑料制品尺寸精度的因素影响塑料制品尺寸精度的因素 2.2.成型收缩率的影响成型收缩率的影响 它包括设计模具选取的计算收缩率与实际收缩率的差异,以及成型塑它包括设计模具选取的计算收缩率与实际收缩率的差异,以及成型塑件时由于工艺条件波动、材料批号发生变化而造成塑件收缩率值的波件时由于工艺条件波动、材料批号发生变化而造成塑件收缩率值的波动,前者造成塑件尺寸系统误差,后者造成塑件尺寸的偶然误差动,前者造成塑件尺寸系统误差,后者造成塑件尺寸的偶然误差第22页/共48页第二十二页,编辑于星期日:十五点 三十一分。影响塑料制品尺寸精度的因素影响塑
11、料制品尺寸精度的因素 2.2.成型收缩率的影响成型收缩率的影响 计算成型零件工作尺寸时,塑料的成型收缩率可按相应的标准和有关塑料生产厂的产品说明书等资料查找。对于某些不太重要的制品,如日用器皿等,可不考虑收缩率。对尺寸精度有较高要求的制品,只有在成型工艺规程规定条件下制造出试样后,才能获得准确的收缩率值。塑料制品的壁厚、形状、外形尺寸、熔料流长度、浇口形式等均对收缩有影响,这点在计算成型零件工作尺寸时,应予以注意。第23页/共48页第二十三页,编辑于星期日:十五点 三十一分。影响塑料制品尺寸精度的因素影响塑料制品尺寸精度的因素 3.3.成型零件的磨损量成型零件的磨损量 由于成型过程中的磨损,凹
12、模尺寸变得越来越大,型芯尺寸变由于成型过程中的磨损,凹模尺寸变得越来越大,型芯尺寸变得越来越小。假设型芯周向为均匀磨损,故认为中心距尺寸基得越来越小。假设型芯周向为均匀磨损,故认为中心距尺寸基本保持不变。本保持不变。塑料在型腔中高速流动而冲刷型腔壁,脱模时,塑件与型腔、型芯塑料在型腔中高速流动而冲刷型腔壁,脱模时,塑件与型腔、型芯相摩擦相摩擦。第24页/共48页第二十四页,编辑于星期日:十五点 三十一分。影响塑料制品尺寸精度的因素影响塑料制品尺寸精度的因素 4.4.安装配合误差安装配合误差 成型过程中无动作要求的成型零件,一般采用过渡配合安装。成型过程中无动作要求的成型零件,一般采用过渡配合安
13、装。要求动作的零件,如型芯,要求间隙配合安装,则对制品尺寸要求动作的零件,如型芯,要求间隙配合安装,则对制品尺寸带来误差,动模与定模时,会产生合模位置误差。带来误差,动模与定模时,会产生合模位置误差。第25页/共48页第二十五页,编辑于星期日:十五点 三十一分。影响塑料制品尺寸精度的因素影响塑料制品尺寸精度的因素算算 5.5.水平飞边厚度的波动水平飞边厚度的波动 对于压缩模塑,如果采用溢料式或半溢料式模具,其飞边厚度常对于压缩模塑,如果采用溢料式或半溢料式模具,其飞边厚度常因成型工艺条件的变化有所变化,从而导致塑件高度尺寸的误差。因成型工艺条件的变化有所变化,从而导致塑件高度尺寸的误差。杜宇压
14、注模塑喝注射模塑,水平飞边厚度很薄,甚至没有飞边,杜宇压注模塑喝注射模塑,水平飞边厚度很薄,甚至没有飞边,故对塑件高度尺寸影响不大。故对塑件高度尺寸影响不大。第26页/共48页第二十六页,编辑于星期日:十五点 三十一分。成型零部件工作尺寸的计成型零部件工作尺寸的计 综上所述,制品可能产生的最大误差综上所述,制品可能产生的最大误差为上述各种误差的综合,即为上述各种误差的综合,即 =z+c+s+j=z+c+s+j zz成型零件制造误差成型零件制造误差 cc型腔使用过程中的总磨损量型腔使用过程中的总磨损量 ss塑料收缩率波动引起塑件尺寸变化值塑料收缩率波动引起塑件尺寸变化值 jj因配合间隙变化引起塑
15、件尺寸的变化值因配合间隙变化引起塑件尺寸的变化值 各种误差累积后的误差值各种误差累积后的误差值应小于或等于塑件的尺寸工差应小于或等于塑件的尺寸工差,即,即 第27页/共48页第二十七页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 成型零件尺寸的计算方法有:平均值法和极限值法 平均值法:按平均收缩率、平均磨损量和平均制造公差为基准的计算方法。计算模具成型零件最基本的公式:Lm=Ls(1+S)塑料的平均收缩率的计算公式:第28页/共48页第二十八页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 塑件与成型零件工作尺寸标注方法:轴类工
16、作尺寸采用基轴制,标负差 孔类工作尺寸采用基孔制,标正差 中心距工作尺寸公差带对称分布,标正负差第29页/共48页第二十九页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算第30页/共48页第三十页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 型腔径向工作尺寸计算型腔径向工作尺寸计算 已知:塑件工作尺寸 模具磨损量 c c=/6=/6 平均收缩率S Scp cp 模具制造公差 z z=/3=/3 按平均值计算方法可得:整理得:标注制造公差后得:cpssczMS )2-(L)2-(L 2 2 L43-Scp LL LssM)43-S
17、L(LLz0cpssM第31页/共48页第三十一页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算型芯径向工作尺寸计算型芯径向工作尺寸计算标注公差后得:标注公差后得:*式中前的系数可取在1/21/23/43/4之间0-cpssMz)43Sl(ll第32页/共48页第三十二页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 型腔深度工作尺寸计算(平均值法)型腔深度工作尺寸计算(平均值法)已知:塑件工作尺寸平均 收缩率S Scpcp 模具制造公差z z=/3=/3 按平均值计算方法可得:整理得:标注公差后得:0-HscpsszM)S2(L
18、)2(H2 H32SHH HcpssMz0cpssM)32S H(HH第33页/共48页第三十三页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 型芯高度工作尺寸计算型芯高度工作尺寸计算标注公差后得:前的系数也可取为1/21/2型芯和型腔工作尺寸计算的注意事项:型芯和型腔工作尺寸计算的注意事项:径向工作尺寸计算考虑了z z、c c、s s;而高度工作尺寸只考虑了z z、s s。收缩率很小的塑件或精度不太高的小型塑件可不考虑成型收缩对零件工作尺寸的影响。配合段工作尺寸要严格计算,不重要的工作尺寸可简化计算。精度高的工作尺寸保留第二位小数,第三位四舍五入。0-cps
19、sMz)32 S h(hh第34页/共48页第三十四页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 中心距工作尺寸计算(平均值法)中心距工作尺寸计算(平均值法)标注制造公差后得:标注制造公差后得:其中:中心距制造公差z z=(1/3=(1/31/6)1/6)S CCCcpssM2)S C(CCzcpssM第35页/共48页第三十五页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 凹模内的型芯或孔中心到侧壁距离 塑料制品的孔到边的距离的平均尺寸为Ls,成型收缩率Scp,型芯中心到凹模侧壁距离的平均尺寸为 模具型芯中心到凹模侧壁距离
20、的尺寸为LM,制造公差z(z/2)型芯的磨损不影响LM,型腔的磨损会影响LM,单边最大磨损量为c/2,平均值为c/4 型芯中心到凹模侧壁距离的平均尺寸 cpSSSLL 4cML第36页/共48页第三十六页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 凹模内的型芯或孔中心到侧壁距离cpSSSLL 4cMLcpSScMSLLL)4(24zccpssMSLLL第37页/共48页第三十七页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 型芯上的小型芯或孔的中心到型芯侧面距离 塑料制品的孔到边的距离的平均尺寸为Ls,成型收缩率Scp,型芯
21、中心到型芯侧面距离的平均尺寸为 模具型芯中心到型芯侧面距离的尺寸为LM,制造公差z(z/2)型芯的磨损不影响LM,型腔的磨损会影响LM,单边最大磨损量为c/2,平均值为c/4 型芯中心到型芯侧面距离的平均尺寸cpSSSLL 4cML第38页/共48页第三十八页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 型芯上的小型芯或孔的中心到型芯侧面距离cpSSSLL 4cML4cMcpssLSLL24zccpssMSLLL第39页/共48页第三十九页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算螺纹成型件的工作尺寸计算螺纹成型件的工作尺寸
22、计算公制普通螺纹型环工作尺寸计算 螺纹型环中径工作尺寸 D D2M 02M 0+z z=(D=(D2s2s+D+D2s2sS Scpcpbb)0 0+z z 螺纹型环大径工作尺寸 D DM 0M 0+z z=(D=(Ds s+D+Ds sS Scpcpb)b)0 0+z z螺纹型环小径工作尺寸 D D1M 01M 0+z z=(D=(D1s1s+D+D1s1sS Scpcpb)b)0 0+z z 公制普通螺纹型芯工作尺寸计算螺纹型芯中径工作尺寸 d d2M 2M 0 0-z z=(d=(d2s2s+d+d2s2sS Scpcp+b)+b)0 0-z z 螺纹型芯大径工作尺寸 d dM M 0
23、0-z z=(d=(ds s+d+ds sS Scpcp+b)+b)0 0-z z螺纹型芯小径工作尺寸 d d1M 1M 0 0-z z=(d=(d1s1s+d+d1s1sS Scpcp+b)+b)0 0-z z第40页/共48页第四十页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 螺纹成型件的工作尺寸计算 螺距工作尺寸计算 螺纹型芯螺距:式中:PM 螺纹型芯螺距 Ps 塑件内螺纹螺距基本工作尺寸 螺纹型芯制造公差 螺纹型环螺距的计算方法与螺纹型芯螺距的计算方法相同 2)S P (PPzcpssMz第41页/共48页第四十一页,编辑于星期日:十五点 三十一分。
24、成型零件工作尺寸的计算成型零件工作尺寸的计算 型腔尺寸型芯尺寸径向尺寸高度及深度尺寸中心距尺寸成型零件尺寸计算公式第42页/共48页第四十二页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 圆形侧壁和底板厚度的计算法第43页/共48页第四十三页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算 矩形侧壁和底板厚度的计算法:第44页/共48页第四十四页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算式中:s s1 1、s s2 2 凹模侧壁、底板厚度(mmmm)L L 垫块间距(mmmm)B B 支承板宽度
25、(mmmm);A A 凹模高度(mmmm)L L、b b 凹模内腔长边和短边(mmmm)a a 凹模受力部份(mmmm)泊松比,常取0.250.250.3 0.3;E E 弹性模量(mmmm)钢取2.062.0610105 5MPaMPa 充许变形量(mmmm)一般不超过塑料的溢边值;弯曲许用应力(MPaMPa)P P 型腔压力,一般取50 MPa50 MPac c、c c 常数分别由 L/a L/b L/a L/b 而定,第45页/共48页第四十五页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算凹模内壁直径2r2r整体凹模壁厚S=R-rS=R-r镶拼式凹模凹模
26、内壁直径2r2r整体凹模壁厚S=R-rS=R-r镶拼式凹模凹模壁厚S1S1模套壁厚S2S2凹模壁厚S1S1模套壁厚S2S2404020818909010010050144040 40 50502592210010012012055154550 50 606030102512012014014060164860 60 707035112814014016016065175270 70 808040123216016018018070195580 80 9090451335180180200200752158第46页/共48页第四十六页,编辑于星期日:十五点 三十一分。成型零件工作尺寸的计算成型零件工作尺寸的计算第47页/共48页第四十七页,编辑于星期日:十五点 三十一分。感谢您的观看。第48页/共48页第四十八页,编辑于星期日:十五点 三十一分。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
