 JDB外加工厂溶糖岗作业指导书加入流程
JDB外加工厂溶糖岗作业指导书加入流程

《JDB外加工厂溶糖岗作业指导书加入流程》由会员分享,可在线阅读,更多相关《JDB外加工厂溶糖岗作业指导书加入流程(6页珍藏版)》请在装配图网上搜索。
1、1.0目的1.1规范溶糖岗作业程序,确保溶糖岗正常运行,确保糖浆符合罐装王老吉溶糖工艺要求。1.2确保人员、设备安全及物料正确使用。2.0适用范围2.1外加工厂溶糖工序生产作业。3.0术语(无)4.0职责4.1 加多宝溶糖组长负责对日常生产作业进度进行安排,对生产过程进行监督,复核操作工的作业活动及相关记录;负责对溶糖操作工进行岗位指导、培训及考核;负责岗位异常情况的反馈、处理;4.2 加多宝溶糖操作工负责岗位的各项作业活动,相关设备的安全使用与保养,确保生产和质量、5S等符合要求;负责及时、准确、真实的记录相关作业数据;4.3加工方工程部负责对岗位设备维修保养,确保设备正常运行;4.4 加多
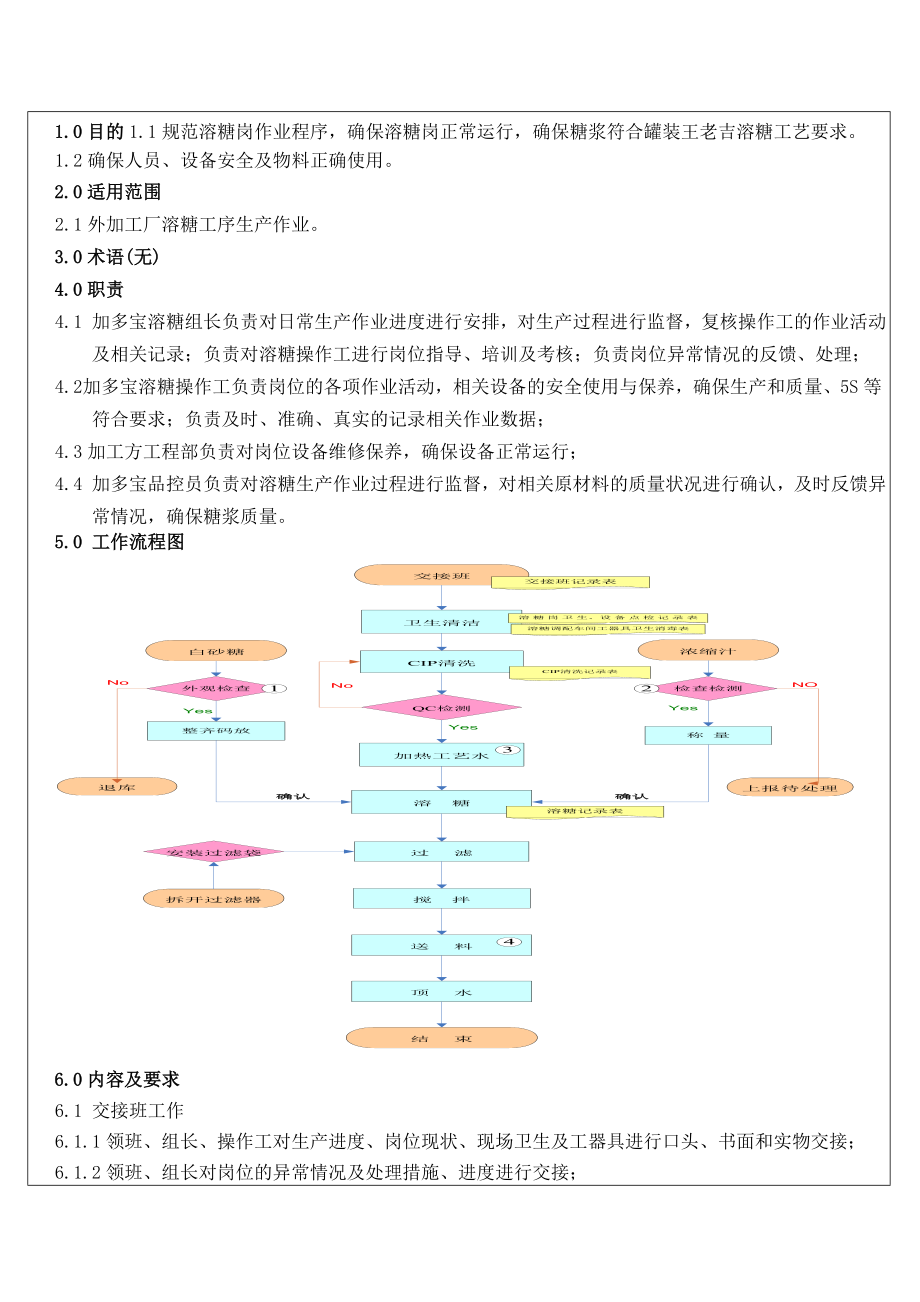
2、宝品控员负责对溶糖生产作业过程进行监督,对相关原材料的质量状况进行确认,及时反馈异常情况,确保糖浆质量。5.0 工作流程图6.0内容及要求 6.1 交接班工作6.1.1领班、组长、操作工对生产进度、岗位现状、现场卫生及工器具进行口头、书面和实物交接;6.1.2领班、组长对岗位的异常情况及处理措施、进度进行交接;6.1.3领班、组长对当班的生产任务以及上级交待的须跟进事项进行交接;6.1.4领班、组长对现场的化学用品使用及管控、安全事项等进行交接;6.1.5领班、组长写好交接记录本。 6.2 生产前准备工作6.2.1 开机前操作工按CIP及点检记录表,需检查岗位卫生状况及设备运行状态等:确认机器
3、设备是处于正常运行状态,无异响和松动等;确认各仪表显示正常,各阀门机械部件处于正常状态,尤其是溶糖缸,缸底排放阀门等处于正确状态;确认过滤器内过滤袋清洗、更换以及安装情况正常,做好岗位卫生,填好CIP及点检记录表,组长对以上过程进行监督复核;6.2.3 组长、操作工检查蒸汽、压缩空气、工艺水、热水等供应状态,确保满足生产要求,使用热水前需检查调配岗是否在用水,在调配不用水的前提下进行后续作业;6.2.4 根据生产状况,如需进行CIP清洗,依据溶糖岗CIP清洗作业指导书由操作工对岗位进行CIP清洗作业, 组长复核,QC检测确认;6.2.5 领班根据生产计划和进度,督促溶糖组长检查岗位浓缩汁、白砂
4、糖余料状况,并合理领用当班或当天生产需要的物料。6.2.6溶糖岗位在白糖、浓缩汁领料到位后,及时关闭物料通道,防止蚊蝇、飞虫进入,同时检查是否有蚂蚁等虫害。每缸溶糖结束及时清理溶糖区洒落的白糖和浓缩汁,清除积水,保持现场清洁干燥,防止微生物滋生;6.3 溶糖操作6.3.1白砂糖准备6.3.1.1白砂糖的领用:溶糖组长开物料领用单,领班审核。6.3.1.2外观检查包括:溶糖前要仔细检查记录白糖的生产批号、供应厂商。白糖外袋必须清洁干净、无破损、无鼠咬、无污染等;正常进入下一步工序,异常经QC和领班确认后,退仓处理;6.3.1.3操作工根据生产情况,提前通知叉车运送白砂糖于溶糖岗位,溶糖平台只能整
5、齐存放所需数量白砂糖,整缸生产时每缸溶糖为固定包数(昆明50KG*15包=750kg,)非整缸溶糖时按计算量领取,重新设定参数。准备好后,可提前拆开糖袋一端的线头。组长协助并复核,QC监控;6.3.1.4操作工在溶糖制程控制表上做好记录,组长复核;6.3.2浓缩汁准备6.3.2.1浓缩汁的领用:溶糖组长开物料领用单,领班审核。6.3.2.2领用浓缩汁后,操作工检查浓缩汁铁桶是否正常,有无浓缩汁渗出,是否破损、封口保险栓是否完好,标签内容是否完整清晰,如有异常应立即知会组长、领班、QC处理,无异常则可正常开启铁桶。开启后,需检查内包装袋是否完好,是否有胀气、发霉异常,另用手掌轻轻压下包装袋,检查
6、无菌袋的气密性是否良好。确认无异常后,用剪刀将无菌袋封口慢慢剪开。 6.3.2.3操作工打开包装袋,用搅拌棒轻轻搅拌2-5min,以搅拌均匀为宜。搅拌时应注意不要把包装袋弄破,避免溅出浓缩汁,待搅拌均匀后通知QC取样检测(用工艺水90倍细释,口感无异常.QC检测理化指标符合标准brix17%,PH值4.06.0),正常进入下一步工序。开袋后或搅拌过程中发现有异常气味等异常时,应立即通知生产领班、QC和QC主任处理。6.3.2.4 QC检测完后,如无异常可继续称量作业:操作工使用清洁的不锈钢桶,放置于电子称上,稳定后去皮,再使用浓缩汁泵准确称取所需浓缩汁量,待用。整缸调配时每缸称取所需数量(昆明
7、89.10KG)浓缩汁,非整缸时按照物料平衡公式计算所需浓缩汁量,QC进行复核。6.3.2.5操作工在溶糖制程控制表上做好记录,组长复核6.3.3加水操作6.3.3.1每缸溶糖加水前,组长和QC对工艺水进行感官品尝,OK后才可以溶糖; 6.3.3.2加水前再次确认溶糖缸底阀、取样口等阀门处于关闭状态;溶糖加热工艺水温度需85。6.3.3.3 沟通好调配人员在调配操作屏上选择热水进人界面,点击热水缸下拉菜单,选中自动;再选择热交换器的蒸汽比例阀图标,点击进入设置参数界面,选中自动,设置送出温度底限85,设置送出温度高限95,设置设定87。6.3.3.4 回到溶糖操作屏,下拉菜单选择自动,选择参数
8、进入参数设置界面,下拉菜单设置 初次加水量2300L,加水提前量20L。6.3.3.5 返回溶糖界面,会出现启动准备和OK,点击OK启动加水,出现加水,进水阀自动开启,记录开始加水时间,约3分钟完成加水,操作屏上出现加水量对吗?和OK 6.3.3.6加水至2300L,查看温度表数值是否达到85以上,记录加水完成时间 6.3.3.7 确认加水量后点击加水量对吗下的OK,当出现加浓缩汁,将提前准备好的浓缩汁全部泵入溶糖缸中,并用适量工艺水清洗不锈钢桶内壁,桶内余水泵入缸中。6.3.3.8加完浓缩汁后,溶糖操作屏会出现加浓缩汁对吗?及OK,选择参数进入参数设置界面,下拉菜单选择浓缩汁搅拌时间设600
9、秒及浓缩汁低抽时间2秒,返回溶糖界面。6.3.3.9 加浓缩汁正确无误点击加浓缩汁对吗?及OK,程序会转到溶糖。6.3.3.10倒糖作业:先查看溶糖操作屏上搅拌器图标是否变绿色,缸内搅拌器开启,然后由两名操作工抬取白砂糖至溶糖缸进料口,解开糖袋封口绳,往漏斗内倒糖。倒糖过程中注意观察白砂糖外观应正常、无严重受潮结块、无变质发霉、无异物存在,如有异常应立即停止倒糖并通知QC及生产领班;保持现场卫生,不可将包装线、标签纸等掉入溶糖缸;空袋应整齐叠放,倒最后一包白砂糖前需清点糖袋数量,数目正确后方可倒入最后一包白砂糖;倒糖时应尽量准确倒完袋内白砂糖,避免残留袋内和漏洒缸外。6.3.3.11倒完白砂糖
10、后用工艺水冲洗糖缸进料口,将粘附白糖冲洗进溶糖缸中;溶糖操作屏出现加糖量对吗和OK。点击OK,开始搅拌。6.3.3.12 糖浆搅拌十分钟后通知QC取样检测。溶糖操作屏程序显示抽样合格吗和OK(此时检测合格也不用再点击OK),溶糖操作到此即完成;选择参数进入参数设置界面,下拉菜单设置再次加水量500L,返回溶糖界面。6.4 送糖操作程序6.4.1 溶糖完成后操作工需电话通知调配或其他方式沟通好,即已处于待送糖状态;当调配岗沟通好可以送糖时可开始进行送料作业,组长复核管道、阀门、过滤等设备状态,无误后通知调配可以进行送糖操作。 6.4.2 操作工操作到加糖浆步骤,自动送糖去调配,溶糖操作屏界面出现
11、送料。在送糖过程中,观察送糖泵的运行情况,查看过滤器、阀门是否漏料,如有异常应马上停止送糖并通知调配,及时通知QC和生产领班,异常处理后才能继续送糖作业。 6.4.3 送糖完成后溶糖操作屏出现加顶水,溶糖操作完成后设置的再次加水量系统自动按设定量加入。 6.4.4 再次加水量完成后系统会出现排顶水,即顶料作业 6.4.5 排顶水完成后系统出现完成及OK,一次完整溶糖和糖浆送调配缸完成。6.4.6 按溶糖制程控制表及时做好作业记录。6.5 岗位操作必须严格遵循:明确操作内容检查管路连通管路确认管路征得复核人同意后按动按钮(或打开阀门进料,或手工加糖、加水、加浓缩汁),百分百做到“一人操作一人复核
12、”,并正确悬挂标识牌,每步操作都必须由两个人在场进行(生产操作过程严格执行“一人操作一人复核,没有复核停止操作”的原则),如人手不够则停止操作。6.6过滤袋更换清洗、工器具清洗作业6.6.1 正常生产时过滤袋更换换洗频率为1次/2缸,每个过滤袋使用不超过7天,异常时可加大更换清洗频率。6.6.2 取出过滤袋前,确认送糖完毕;关闭过滤器控制阀,打开过滤器底部的排放底阀,将管路和过滤器内部的工艺水排放干净;旋开过滤器上部的螺母,用工艺水冷却过滤器,取出使用的过滤袋,检查取处的过滤袋,如有破损、异物等异常,通知QC处理,确认无异常则将过滤袋套入CIP间清洗支架上使用高压工艺水枪冲洗,内外面均干净后悬
13、挂晾干。6.6.3 QC确认将使用的过滤袋,无异常后操作工将其放入将使用的过滤器中,旋紧固定螺母。6.6.4操作工送料过程中关注过滤器使用情况,若发现过滤器有漏料,应重新安装。6.6.5操作工应真实填写溶糖制程控制表。6.6.6 岗位使用的工器具等至少每2小时清洗一次,不锈管桶、搅拌棒、勺使用85以上工艺水浸泡半小时以上 ;浓缩汁泵抽取85以上工艺水,至少清洗10分钟。6.7设备异常处理程序6.7.1立即停止机器,防止情况进一步恶化,分析故障原因。6.7.2如短时间内无法排除或无法判断,立即通知当班组长、生产领班、QC及工程人员。6.7.3记录停机至机器重新运行的时间及故障的详细原因。6.7.
14、4设备经维修后需用手动试机并得到QC、生产领班的确认后再投入生产。6.7.5将发生故障的现象及维修后机器运转情况详细记录在交接班记录本。6.8质量异常处理6.8.1岗位人员一旦发现突发异常情况,可视情况立即停止送糖等作业,并通知生产领班及QC;6.8.2如果经QC检测判定为不合格后,则按QC及工艺要求实施纠偏;6.9安全异常处理程序6.9.1立即向上级报告并维持好现场,如涉及产品质量或机械方面则通知加工方工程部、QC。6.9.2如有受伤则协助包扎治疗或视情况送医院治疗。6.10化学品管制6.10.1岗位所用化学品有:洗洁精、润滑油、硝酸、液碱。6.10.2溶糖岗,正常生产过程中不得有酸、碱、润
15、滑油、洗洁精等化学品存在。6.10.3 CIP使用到的酸碱及其他化学品由组长到化学品仓库统一领取,并按领取实物数作好化学品领用纪录表,并由当班生产领班,加工方发料仓管员签名确认。未用完的酸碱由组长清点数量,并由当班领班,加工方化学品仓管员签名确认之后,统一退还化学品仓库,必须做到统一使用,统一回收。6.11卫生要求6.11.1 生产人员在进入溶糖间之前,在泡鞋池消毒工鞋,洗手、消毒后方可入内; 6.11.2非生产人员未经允许禁止进入生产车间,经允许进入生产车间的人员,要求着参观服、戴一次性发网、一次性鞋套,进行洗手、消毒后方可入内。6.11.3 生产期间,所有生产人员必须穿工衣进入车间,工衣、
16、帽应穿戴整齐,头发不得外露,生产领班按 生产部领班作业指导书 中的规定对员工着装和个人卫生进行监督检查,并记录于 个人卫生检查记录表 ;6.11.4 生产人员进入生产车间前更换好工作鞋,在更衣室更换上洁净的工衣、帽,洗手消毒后方可进入 , 生产车间的紧急消防通道,非消防、安全事件避险情况下严禁进出;6.11.5 生产人员下班、就餐或临时离开生产车间(如去卫生间等)时必须更衣;6.11.6 生产人员工作中保持双手清洁,若处理被污染的物品或从事其他与生产无关的行为后应按程序洗手消毒;6.11.7 生产人员应保持良好的个人卫生习惯,做到勤洗澡、勤换衣、勤理发、勤剪指甲,男员工不得蓄长发、蓄胡须,女员
17、工不得留长指甲和涂指甲油,不得使用粉质化妆品;6.11.8 生产人员上岗时不得佩戴手表、各种首饰(如项链、耳环、耳钉、头饰、戒指、手链、脚链等)进入车间; 6.11.9与生产无关的个人物品(如报纸、杂志、挎包、打火机等)禁止带入生产车间;6.11.10 严禁将各种食品、饮料、香烟带入生产区域、实验室、仓库及办公区域等 , 6.11.11工作时咳嗽或打喷嚏须用手掩住口鼻,之后彻底洗手消毒,不得有随地吐痰或抓头发、捏鼻子、掏耳朵、剔牙、抖衣服等不良行为; 6.12注意事项6.12.1溶糖区不得将笔、小刀、钥匙等带到作业平台,戴眼镜员工需将眼镜固定好或取下才可进入作业平台。开放性外伤及身体不适须调离
18、该岗位;6.12.2溶糖、调配间入口安装风幕、门帘、卷闸门防止蚊虫进入;6.12.3溶糖间、调配间门口请张贴“无关人员禁入”标识,生产时必须24小时有人在场,非本岗位人员巡检进出时需登记,非生产时上锁。6.12.4除JDB岗位相关人员外,其他无关人员不得上操作平台,如需维修设备或上级领导批准相关工作人员,JDB生产领班需安排人员全程跟进。7.0相关文件7.1 罐线CIP品质控制作业指导 JDB/WI-QC0207.2 310ml三片罐装王老吉质量控制标准 JDB/WI-QA0327.1 生产部领班作业指导书 8.0 质量记录表单8.1CIP及点检记录表JDB/RE-OEM-PR002-1A-18.2溶糖制程控制表JDB/RE-OEM-PR003-1A-18.3 个人卫生检查记录表 -此表尚未统一
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 高中物理-第3章-专题-弹力摩擦力综合问题及物体的受力分析ppt课件-新人教版必修1
- 高中英语外研版选修六ppt课件:Module+2+Section+Ⅰ+Introduction+&+Reading+—+Pre-reading
- 高中英语外研版必修三ppt课件:Module+4+Section+Ⅴ+Writing—+环保类作文
- 高中英语必修4-Unit-2-Working-the-landppt课件
- 《高等石油地质》复习资料--课件
- 高中英语人教选修6ppt课件:Unit-3-Section-Ⅱ
- 高中信息技术基础《初识冒泡排序》优质课教学ppt课件
- 高中议论文语段训练修改ppt课件
- 高中英语必修五人教版ppt课件:Unit-3-Period-Three
- 党课ppt课件信仰的力量精编版
- 蔬果变变变课件
- 中央空调系统构成和设备配置课件
- 促进身心健康课件-人教课标版
- 传出神经系统药理---课件
- 一年级数学10的分与合课件
