 PCBA制程介绍XXXX
PCBA制程介绍XXXX

《PCBA制程介绍XXXX》由会员分享,可在线阅读,更多相关《PCBA制程介绍XXXX(61页珍藏版)》请在装配图网上搜索。
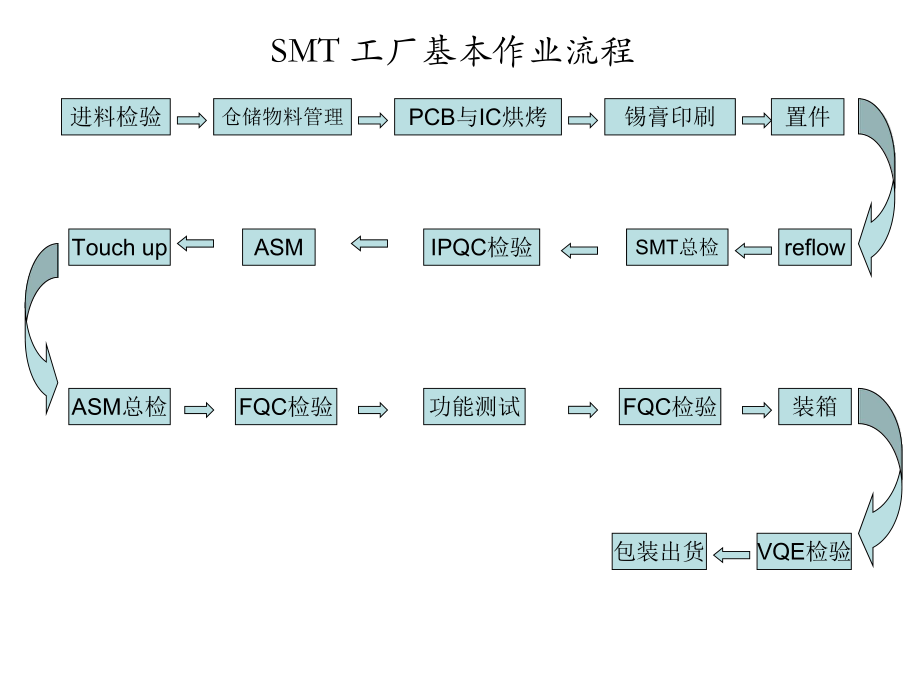
1、SMT 工厂基本作业流程进料检验仓储物料管理PCB与IC烘烤锡膏印刷置件reflowSMT总检IPQC检验ASMTouch upASM总检FQC检验功能测试FQC检验装箱VQE检验包装出货进料检验品质管制重点:1.每种材料依据对应的材料检验基准书检验 从以往的经验来看,经常出问题的物料在IQC没有发现问题,是因为IQC检验时所遵循的材料检验基准书没有对此项目要求检验.故材料检验项目的合理性很重要,而且应该要有一个与实际生产现场所发现的问题相结合的机制,甚至可以对个别供应商的个别物料做特别项目的检验,不断的调整和完善检验项目.很多公司往往是同一类型物料COPY使用同样的检验基准书,只是修改具体的
2、规格参数.这种IQC检验往往是为检验而检验,发现问题的机会不多.2.有效的检验工具和简便的检验方式 举个例子:比如检验PCB上的焊盘或文字印刷是否正确,个人认为最有效而快速简便的方法是使用透明胶片所做的底片(这是ME在检验钢板开孔是否有遗漏或错开时常用的方法,可参考过来用).3.材料检验异常处理的机制.特别是异常材料特采使用时必须要经过严谨的工程评估,特采物料的上线需做特别管控并确保可追溯性;(严谨的工程评估往往被忽略掉)仓储物料管理-1品质管制重点:1.无论是FIFO还是物料的收发准确性,如果作业流程中有某个(些)环节是由认为控管,问题往往就是发生在这个(些)环节,所以一句话:用电脑系统管理
3、的才能让人放心.2.温湿度管控对电子元件重要吗?挺重要,特别是湿度.至于温度,华东地区一年的室内温度范围在(-535度)对电子元件的存放影响不大,都是在元件的工作温度范围内(可随便找一份元件的data sheet来看)湿度太高:1)我们担心元件受潮后在过reflow时会发生爆米花现象(湿气进入元件内部,在高温时快速汽化但来不及排除就爆开,象爆米花一样,故此得名,特别是IC中的BGA,QFP元件和PCB这些内部和底部湿气更不易排除的物料)2)铁在水中生锈的速度比在空气中快得多,可见水汽对氧化的作用很大,元件长期暴露在高湿度环境下,焊接点会产生氧化物,造成焊接时出现焊锡性差问题.焊锡性差的危害,比
4、较低的是造成空焊,比较严重的是虚冷焊,因为很多时候虚冷焊靠普通的外观检查很难检出,电性测试往往存在时通时不通.有时候我们遇到需要评估超保质期的物料是否可以使用的时候,除了基本的电性规格确认外,很重要的,不可或缺的一项就是焊锡性实验评估.电子元件目前常用的简单方式是试打小批量工程样品,确认焊接品质;PCB焊锡性实验可采用连续3次,每次持续10S,浸入250-270度的wave solder锡槽内,每次浸入锡槽前PCB上要喷助焊剂,正常的PCB各焊盘都会完全吃锡,没有短路,绿漆不起泡(爆米花现象).仓储物料管理-2 湿度太低:我们担心ESD.不同湿度条件下相同作业动作与人体带电的关系:动作人体带电
5、电位相对湿度1020相对湿度6590在塑料地板上步行12000V250V坐在椅子上作业6000V100V从作业台上拿起塑料袋20000V1200V 华东地区在冬天湿度经常会低于30%.所以冬天的时候特别要注意湿度,必要的话可能要增加加湿的设备.那对于物料的存放的我们只要确保温湿度在受孔范围内就可以了吗?不尽然.看温湿度必须同时关注材料的包装状况,再好的温湿度度条件下,如果材料的包装不够严密,同样会发生上速可能存在的问题,只是会在时间上有所延缓.所以看一家公司的物料仓储管理就看三个地方:1.是否用电脑系统管理,如果不是,供应商给你吹嘘他们的流程有多么的完善,人员有多么的优秀,都是胡扯.2.冬天看
6、下湿度是否太低,5,6月份梅雨季节,看湿度是否太高;其它月份不会太离谱.3.拆封管制落实如何,不要只看IC,那些大家都知道很重要,要结合物料的FIFO看PCB和其它物料.PCB与IC烘烤QFP&TSOP&TQFP&PLCC烘烤条件1.125548小时(hrs)(TRAY,TRAY耐温可达130)2.60596小时(hrs)(Reel,Reel承受温度一般不会超过80,125一定融化)其它IC类烘烤条件1.125524小时(hrs)(TRAY)2.60548小时(hrs)(Reel)PCB(裸铜板)烘烤条件三个月内,不可烘烤(怕氧化加剧),需要烘烤的话可依据125 5,4小时烘烤。常见物料及烘烤
7、条件 对于烘烤条件的规定各家可能会有些细微的出入,但对结果影响不大,因为湿气决大部分是在烘烤开始的一段时间被排除,越到后面排出的越少.附加一个档案对IC和干燥剂的烘烤介绍的比较详细.锡膏印刷锡膏印刷三要素:钢板、印刷材料、刮刀1.钢板是以不锈钢、铜或黄铜等厚度在100m250m的金属片来作业。金属片的厚度决定了锡膏印刷的厚度。开口方式:早期为蚀刻,目前常用为雷射,品质最好且价格最高的为电镀(国内目前能做的厂商不多)。选择钢板的几个要素:1.張力:用张力计在钢板清洗完或使用前量测,取点原则至少左,中,右三点,张力必须大于35N,如小于35N 就停止使用,可请钢板厂商重张,但如果钢板已变形就只能报
8、废。2.开口尺寸及形状:精心规划的开口形状及尺寸控制,将有助于印刷后的焊接质量。例如:空焊,短路,锡珠,偏移,站立等问题的避免等,以上不良发生90%与钢板开孔不合理有关.3.钢版表面:适中的粗糙度将有助于锡膏在钢版上有效的滚动.印刷材料之錫膏选择锡膏的几个要素:1.颗粒大小及形状(particle sizeshape):颗粒越小及越圆则越适用于细间距的零件,但氧化的程度较高(总表面积增大,与外界氧的接触面积增大)。2.黏度(viscosity):黏度的大小则决定了脱模时附着在PCB pad上的形状及残留量。太黏则会被较小的及粗糙的钢版孔壁带走而残留,太稀则印在PCB pad上的锡膏易坍塌。3.
9、金属含量(metal content):决定了锡膏部分的黏稠度及Reflow后的焊接锡量。4.助焊剂特性:通常分为水洗、溶剂清洗及免洗三种形式。5.金属成分:决定了回焊(Reflow)之温度(学过物理化学的人就知道,合金共晶点的道理,没学过的不求甚解吧,三言两语讲不清楚)。因此各种不同金属成分的搭配将产生不同之熔融点及焊接后之合金强度、污染、导电性、可靠度等特性。锡膏使用的注意事项:1.锡膏正常保存于0-10度的环境中,温度越高越容易氧化;2.锡膏正常密封保存,也是为了减少氧化;锡膏一旦拆封就越快时间用完,一个是因为氧化问题,还有一个是因为锡膏内含有挥发性的助焊剂,挥发过份后助焊效果差,可能出
10、现空焊,少锡等吃锡不良问题.3.锡膏从冰箱取出后需要静置存放使其温度与环境温度一致,此过程叫做回温,如果直接拆开,因温度低,会有水汽凝结.回温时间至少100分种,一般保险起见定义2-4小时.4.锡膏在回温完成,使用前要进行搅拌,目的使金属成分和助焊剂混合均匀,锡膏黏度合理,利于印刷.搅拌一般使用离心搅拌机,时间1-4分钟不等,取决于锡膏特质.印刷材料之膠材1.主要功能:以固化前后所必须要求的黏合强 度,固定置放后之零件。不会因波焊、机器甩动、Reflow时锡铅内聚等外力,使零件游离设定位置。2.胶材种类:固化之方式分为温度固化及辐射固化二种。现今均以温度固化为主,以防止存放条件的变异,造成胶材
11、提早固化而无法使用。(就是过一次IR,不过温度一般在120-150度,时间在60-150S)3.涂布方式:分为机器点胶及印刷两种。(1).机器点胶之功能主要在于可控制点胶之高度及用量。但受限于设备的点胶速度而影响产能。(一般是只有少数量的位置需要点的产品)(2).印刷方式将对大面积多点数之受胶点有速度上之优势。但印胶之高度将因钢/网版之厚度所限制,且会因非平面之受胶制程而无法运用。(就是把锡膏换成了胶材,LIPS背面组件就是用此制程弄上去的).选择及使用刮刀的几个要素1.刮刀硬度:以塑料材料制成之刮刀,一般称为软性刮刀。在应用上必须配合印刷材料的黏度来选择硬度。例如黏度较高之印刷材料则必须以较
12、高硬度之刮刀来使用.目前常用的是不锈钢刮刀.2.刮刀材质:分为工程塑料类之软性刮刀及金属材料之钢刮刀。软性刮刀是以硬度来决定材料的搭配,而钢刮刀是以厚度及高度来决定其应力。3.作业角度及形状:印刷时必须搭配固定的角度,用以形成印刷材料的滚动及挤压作用。因此有以固定角度的形状,或以调整刮刀应用之方式决定作业时之角度。目前常用的是固定60度角的.印刷方式印刷方式全自動印刷:連線式作業,設備可自動取送印刷PCB,並有視覺對位系統及印刷後之2D/3D之檢查功能。且在各項印刷參數上能有較多的選擇。更高級者尚具自動架設鋼板等功能。印刷原理示意图印刷参数印刷参数1.刮刀压力(Down pressure):主
13、要作用在使网/钢版与PCB紧密的结合,以取得较好的印刷结果。并确保网/钢板表面之锡膏或胶材能刮的平整干净。因此对压力控制必须配合刮刀之特性、设备功能、角度等取得一合适之压力。以免压力太大或太小造成之印刷不良现象。印刷参数印刷参数1.刮刀压力(Down pressure):主要作用在使网/钢版与PCB紧密的结合,以取得较好的印刷结果。并确保网/钢板表面之锡膏或胶材能刮的平整干净。因此对压力控制必须配合刮刀之特性、设备功能、角度等取得一合适之压力。以免压力太大或太小造成之印刷不良现象。2.印刷速度(Traverse speed):理想状况下是越慢越好,但会因此而影响到cycle time。因此在能
14、够保持锡膏正常滚动的状态下可将速度提高,并配合着压力的调整。因速度快压力小,反之速度慢压力大。3.印刷角度(Attack angle):角度大小将决定流入网/钢板开口之压力及锡膏量。4.间隙(Snap-off):对网板而言,需要一固定的间隙使其回弹之力量将印刷材料留置于基板上。但以钢板而言,则越平贴越好,以免厚度及印刷量上失去控制。印刷作业的几个检验重点1.精度:必须对准PAD之中央并不得偏移,因偏移将造成对位不准及锡珠零件偏移等问题。2.分辨率:印刷后之形状必须为一近似豆腐块的结构以免和临近的PAD Short。3.印刷厚度:必须一致,才能控制每个焊点的质量水平4.检验工具:A.可用放大镜检
15、视印刷后之分辨率及精度B.可用微量天秤量测同一PCB上之印刷材料总量C.可使用Laser测厚仪量测,锡膏印刷后之厚度D.可使用AOI 来检测E.可使用印刷机上之2D/3D之功能检测印刷作业的几个检验重点E.可使用印刷机上之2D/3D之功能检测印刷作业的几个检验重点2.分辨率:印刷后之形状必须为一近似豆腐愧的结构以免和临近PAD Short。印刷作業的幾個檢驗重點零件取置作业 现代电子产品在轻薄短小的市场需求下,随着日渐微小化的零件开发,需配合着高精度高速率的零件取置设备方能达成此一目标因此取置机(pick&place machine)在整个SMT作业流程中占有极为关键的角色。置件过程中最重要的
16、是防止错料.USI是有一套PVS系统来对上料做管控.Label in Material WHSideline WH APSMT Line APParts Information QueryBody Mark on Chip Body mark=CH7019A-T Version=A FAB=U Date Code 0312Data defined by PE,input into PDMPin number larger than 20 need to check body markReflow回焊作业的主要目的就是完成零件置放后的焊接动作。也就是透过一定的温度控制使得锡膏、零件与PCB pa
17、d上之锡铅相互融合焊接在一起。因此以下我们将朝着几个方向来讨论:1.合金的液相线固相线交接之共晶点2.温度曲线的应用分析3.量测焊点之温度曲线方法4.以热风式加热的回焊炉供热说明1.63/37锡铅合金的液相线固相线交接之共晶点(这个最简单,拿来说明原理)因63%的锡与37%的铅合金之共晶点为183C,因此所有应用63/37锡铅比例之焊接作业都必须提供183C以上的Reflow 温度才能完成。焊锡状态图及适用温度如上图所示,锡铅合金自Sn 19.5起至97.5,有均一不变的固相线即BCE线(183.3)。ABC及CDE皆为半熔融状区域,而ACD曲线则表示液相线。及固相线两线会合点,C点是为共晶点
18、。其锡铅量为6337。换言之,当焊锡之锡铅含量为锡63铅37时,可自液体状直接变为固体状或自固体状直接转变液状,而不经半熔融状。其它成份之焊锡,则均在183.3至ACD液相线中间形成半熔融状。液相线熔点并非适当的焊锡温度,通常之适用温度约高于该焊锡之液相线温度55 85。共晶点焊锡:既然大家都希望于最低温度下完成焊锡工作,那就得利用熔点最低之焊锡,锡63铅37之共晶点焊锡可符合此项要求其理由有如下三点:(1)因其不经过半熔融状态而迅速的固化或液化,因此可以最快速度完成焊锡工作。(2)能在较低温度下起始焊接作用,乃锡铅合金中焊接性能最佳之一种。(3)熔液之潜钻力强,可札根般地渗透金属上之极微细隙
19、。1.1以63/37锡铅比例的合金成分所需的Reflow profile。也就是大部分的焊接作业只要能控制在此profile所定义的范围内,均能获得良好的焊接结果。2.溫度曲線的應用分析溫度曲線的應用分析下图所示之Reflow profile分为几个区段来说明温度的需求与作用。共分为四个区段预热区松香活化区回焊区回温区2.1太高的预热温度将会造成热冲击的效应,形成零件CRACK的问题;而太低的预热温度将使后面三个阶段的温度升温不及而无法充分发挥焊接作用。2.2 松香活化区的温度亦需配合各产品的松香成分给予合适的活化温度。否则会造成太高的温度将flux 完全挥发;太低的温度会使flux无法发挥活
20、化作用。2.3于Reflow 若给予太高的温度,将严重考验材料基板的耐温条件,而太低的温度将不足以使锡铅完全Reflow。2.4回温的速率太快会造成焊点受到冷冲击而龟裂,若太慢的回温将造成焊点表面较为灰暗的现象。3.量测焊点之温度曲线方法量测焊点之温度曲线方法必须将温度感测线完全接触在所要量测的焊点上。一般都是以高温锡丝将温度感测线焊接在焊点上,使其在63/37锡铅Reflow 作业时不会脱落,而影响量测之准确度。溫度量測作業方法分解圖示4.以热风式加热的回焊炉供热说明4.1回焊炉的外型与结构,大部分都是以下图所示之流动方式热风加热为主。当然还是有其它的加热方式,例如热板加热、雷射流焊、蒸气流
21、焊、红外线流焊等,但因效能与成本上的考虑,并不被广泛的使用。4.2有氮气回收功能之回焊炉中,热风的流动路径4.3加热器的结构示意图4.4各种辐射线长度表4.5热风流动的驱动扇叶或鼓风轮的气流流动方式4.6热风气流流动方式4.7有氮气回收及分流系统之回焊炉与热交换系统SMT总检(含AOI)主要工作内容:1.产品外观检验 依据CMO打件规格书/USI外观检验规范,使用5X放大镜.2.贴S/N LABEL 检验OK品,扫S/N LABEL,以良品入SFIS,流入下制程.检验NG品,扫S/N LABEL,以不良品入SFIS.SMT维修 IPQC检验,OK品解锁,流入下制程,如未解锁则下制程扫label
22、时会提示NG品未维修OK.ASM有用到贯穿孔的传统元件,就需要有WAVE SOLDER制程.润湿的动态平衡一、定义焊锡为L:LIQUID 助焊剂为F:FLUX基层金属为S:SOLID BASE METAL二、说明Psf=Pls+Plf Cos 为液体固体上扩散的力量焊锡角右图固体表面呈球状Psf Pls+Plf Cos 开始扩散 角度逐渐变小Plf Cos角度大力量开始平衡停止扩散1.90,如果整個系統力量達到平衡時90,表示Psf的值較小,其液體的擴散能力就很差以角度來看 a.90時,稱為de-wetting b.=180時,稱為non-wetting c.90 75,但這種Wetting是
23、不能接受的.3.M,為Good Wetting,在品質要求較高的產品,M值的要求可低於75.由上述說明角度越小表示潤濕越好左圖:a.是完全未潤濕,=180 b.是完全潤濕,=0 c.是部分潤濕,0 180 二、焊點二、焊點金屬間的形成:由接合的表面形成銅/錫化合物,也稱為金屬間化合物(Intermetallic compound)分為Cu3Sn,Cu6Sn5熱熱溫度是幫助助焊劑及銲錫作用及潤濕的主要動力之一焊點表面清潔度和腐蝕焊點表面清潔度和腐蝕焊点表面与空气接触后,很快的就形成一氧化层用以隔绝空气,而不再氧化。但助焊剂中若存有大量的离子残余在表面,则会造成循环性的氧化而腐蚀,致使焊点功能异常
24、。而氯离子的来源除了FLUX外,就是外来的污染所造成。例如,基版制作中的电镀液,溶剂,人的汗水,环境污染,包装材料,输送系统等。助焊劑助焊劑助焊劑的主要特性助焊劑的主要特性:1.吃錫性2.活性3.腐蝕性助焊劑助焊劑助焊劑的四大功能助焊劑的四大功能:1.清除焊接金屬表面的氧化膜2.在焊接物表面形成一液體的保護膜隔絕高溫時四周的空氣,防止金屬表面的再氧化。3.降低焊錫的表面張力,增加擴散的能力4.焊接的瞬間,可以讓熔融的銲錫取代順利完成焊接波焊的第一步波焊的第一步:松香塗佈松香塗佈波焊的第二步波焊的第二步:預熱預熱 預熱的幾個主要目的預熱的幾個主要目的1.1.使助焊劑中的溶劑揮發使助焊劑中的溶劑揮
25、發2.2.減少熱衝擊減少熱衝擊3.3.加速化學反應加速化學反應 預熱的幾種不同系統預熱的幾種不同系統1.1.熱風式熱風式2.2.紅外線加熱板紅外線加熱板3.3.紅外線石英管紅外線石英管波焊的第三步波焊的第三步:錫波錫波 基本上基本上,在錫波中可分為三個重要的區段在錫波中可分為三個重要的區段1.進入區:吃錫產生的地方2.脫離區:電路板離開錫波,銲錫與電 路板在此脫離3.中間區:介於進入區與脫離區之間,又可稱為傳熱區 功能测试BIOSEDID正常在SMT前烧录完成此作业站开始,作业完成后需要入SFIS,如未入或NG 无法进行下站作业,系统自动提示并停机.电压测试声音和画面测试AD/B电压测试与画面测试分开,X/B合在一站完成.测试规格依客户规格设定装箱总检FQC装箱VQE入SFIS资料,从此站开始每片产品有固定而唯一的Carton NO.打包出货以总检的送验批为检验批以缴库的批量为检验批THE END TKS!
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
