 2022年机加控制计划
2022年机加控制计划

《2022年机加控制计划》由会员分享,可在线阅读,更多相关《2022年机加控制计划(28页珍藏版)》请在装配图网上搜索。
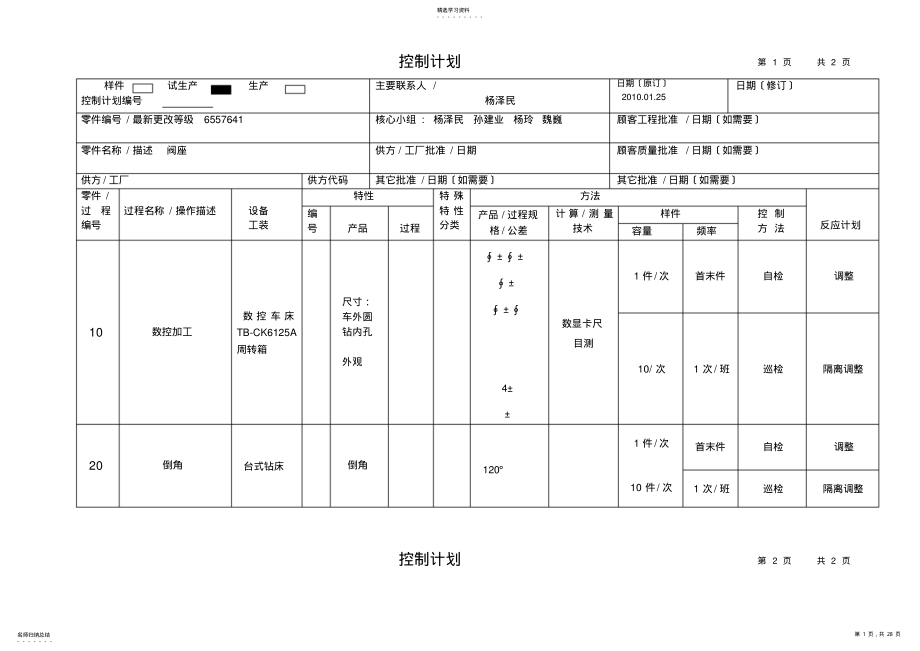
1、控制计划第 1 页共 2 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6557641 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀座供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱尺寸:车外圆钻内孔外
2、观4数显卡尺目测1 件/次首末件自检调整10/ 次1 次/ 班巡检隔离调整20 倒角台式钻床倒角1201 件/次10 件/ 次首末件自检调整1 次/ 班巡检隔离调整控制计划第 2 页共 2 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 1 页,共 28 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6557641 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀座供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准
3、 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 /过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率30 清洗 / 先吹去杂质放入清洗剂中清洗超声波清洗机气枪烘箱1013分钟无杂质、无油垢目测100% 连续自检重洗40 检验尺寸02 .0卡尺千分尺10 件/ 次100% 1 次/ 批自检返检外观无杂质、无油垢无毛刺无碰伤目测连续专检精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 2 页,共 28 页控制计划第 1 页共 5 页样件试生产生产控制计划
4、编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱合金刀尺寸:车外圆钻内孔外观Z 05. 0Z Z02.0数显卡尺塞规1
5、 件/ 次首末件自检调整10 件 / 次1 次/ 班巡检隔离调整控制计划第 2 页共 5 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 3 页,共 28 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特
6、性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率20 二序/ 零件放入夹具夹紧,自动车加工自 动 车 床周转箱合金刀钻头尺寸:钻内孔148数显卡尺塞规目测1 件/ 次首末件自检调整10 件 /次100% 1 次 /班连续巡检隔离调整外观端面平整精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 4 页,共 28 页控制计划第 3 页共 5 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲
7、魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率30 铣槽/ 零件放入夹具夹紧,进刀铣槽仪 表 车 床盛具铣刀目测1 件/ 次首末件自检调整10 件/ 次1 次/ 班巡检隔离调整外观无毛刺40 / 零件放入夹具夹紧,进刀钻孔台钻盛具夹具卡尺目测1 件/ 次10 件/ 次首末件自检巡检调整1 次/ 班100%
8、 连续自检隔离调整外观无毛刺精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 5 页,共 28 页控制计划第 4 页共 5 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品
9、/ 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率50 / 零件放入夹具夹紧,进刀钻孔台钻盛具夹具目测1 件/ 次首末件自检调整10 件 / 次1次 / 班巡检隔离调整外观无毛刺60 倒角/ 台钻盛具4和7钻头夹具外观无毛刺目测100连续自检返工70 清洗/ 先吹去杂质放入清洗剂中清洗超声波清洗机气枪烘箱812分钟5060无杂质、无油垢目测100连续自检重洗精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 6 页,共 28 页控制计划第 5 页共 5 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25
10、日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 /过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率80 检验尺寸02.003.0_015.001.0_003.0_002.0卡尺0-100/ 塞规10 件/ 次1001 次/ 批专检返检外观清洁、 无垢、无杂质、端面平整目测每批精选学
11、习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 7 页,共 28 页控制计划第 1 页共 4 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6558585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 /过程规格 /公差计 算 / 测
12、量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱合金刀内孔刀尺寸:车外圆钻内孔外观Z Z2数显卡尺塞规目测1 件/ 次首末件自检调整10 件/ 次1 次/ 班巡检隔离调整精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 8 页,共 28 页控制计划第 2 页共 4 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6558585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准/
13、 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 /公差计算 / 测量技术样件控 制方 法容量频率10 尺寸:数显卡尺塞规目测1 件/ 次首末件自检调整10 件/次1 次/ 班巡检隔离调整外观端面平整100连续自检隔离调整精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 9 页,共 28 页控制计划第 3 页共 4 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编
14、号 / 最新更改等级6558585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率20 平凸台/ 零件放入夹具夹紧,进刀车平面仪 表 车 床盛具车刀平面卡尺目测1 件/ 次首末件自检调整10 件 /次1 次 /班巡检隔离调整外观平整30 / 零件放入夹具夹紧,进刀钻孔台钻盛具夹
15、具25.03. 04目测1 件/ 次首末件自检调整100连续自检隔离调整外观无毛刺精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 10 页,共 28 页控制计划第 4 页共 4 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级65578585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准 / 日期如需要零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准 / 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作
16、描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 /公差计算 / 测量技术样件控 制方 法容量频率40 倒角 / 倒横孔的翻边毛刺台钻盛具夹具4.5 钻头外观无毛刺目测100连续自检返工50 清洗 / 先吹去杂质放入清洗剂中清洗超声波清洗机气枪烘箱812分钟5060无杂质、油垢目测100连续自检重洗60 检验尺寸卡尺 0-100/ 塞规10 件/ 次1001 次/ 批专检返检外观清洁、无垢、无杂质、端面平整目测连续精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 11 页,共 28 页控制计划第 1 页共 2 页样件试生产生
17、产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6559144 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述铜帽供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 /过程规格 /公差计算 /测量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱合金刀成型钻尺寸:车外圆钻内孔1317塞规目测1 件 / 次首末件自检
18、调整10 件/ 次100% 1 次/ 班巡检隔离调整外观平整无硬棱毛刺精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 12 页,共 28 页控制计划第 2 页共 2 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订 2010.01.25 日期修订零件编号 / 最新更改等级6559144 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述铜帽供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特
19、 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 /公差计算 / 测量技术样件控 制方 法容量频率20 倒角 / 倒孔 145角台钻盛具4.7 钻头外观无毛刺目测100连续自检返工30 清洗 / 先吹去杂质放入汽油中清洗清洗槽无杂质、油垢目测100连续自检重洗40 检验尺寸10 件/ 次1001次 / 批专检返检外观清洁、无垢、无杂质、端面平整目测连续精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 13 页,共 28 页机加试生产控制计划V5控制阀长春市建业粉末冶金制品厂精选学习资料 - - - - - - - - - 名师归纳总结 - -
20、 - - - - -第 14 页,共 28 页机加生产控制计划V5控制阀长春市建业粉末冶金制品厂精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 15 页,共 28 页控制计划第 1 页共 2 页样件试生产生产控制计划编号主要联系人 / :杨泽民日期原订 2010.02.25 日期修订零件编号 / 最新更改等级6557641 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀座供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称
21、 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱尺寸:车外圆钻内孔外观4数显卡尺目测各 1 件1 件/ 次首末件自检调整1次 /h 10 件 / 次1次 / 班巡检记录隔离调整20 倒角台式钻床倒角120各 1 件10 件 / 次首末件自检调整1次 / 班巡检隔离调整控制计划第 2 页共 2 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 16 页,共 28 页样件试生产生产控制计划编号主要联系人 /
22、杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6557641 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀座供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 /过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率30 清洗 / 先吹去杂质放入清洗剂中清洗超声波清洗机气枪烘箱1013分钟无杂质、油垢目测100连续自检重洗40 检验尺寸02 .0卡尺10 件 / 次1 次 /
23、 批转检( 全尺寸检验/ 产品审核, 每半年一次 ) 返检外观目测100% 每批控制计划第 1 页共 5 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 17 页,共 28 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特
24、 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱合金刀尺寸:车外圆钻内孔外观Z 05. 0Z Z02.0数显卡尺塞规目测各 1 件1 件 / 次首末件自检调整1 次 /h 10 件/ 次1 次/ 班X-R 控制图5 件 /4小时 Z巡检隔离调整控制计划第 2 页共 5 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 18 页,共 28 页零件编号 / 最新更改等级6
25、557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率20 二序/ 零件放入夹具夹紧,自动车加工自 动 车 床周转箱合金刀钻头尺寸:钻内孔148塞规目测各 1 件1 件 /次首末件自检调整1 次/h 10 件 / 次100% 1 次/ 班巡检隔离调整外观端面平整控制计划第
26、 3 页共 5 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 19 页,共 28 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控
27、制方 法容量频率30 铣槽/ 零件放入夹具夹紧,进刀铣槽仪 表 车 床盛具铣刀卡尺目测各 1 件1 件/次首末件自检调整1 次/h 10 件/ 次1 次/ 班巡检记录隔离调整外观无毛刺40 / 零件放入夹具夹紧,进刀钻孔台钻盛具夹具卡尺目测1 件/次首末件自检调整1 次/h 10 件/ 次1 次/ 班巡检隔离调整外观无毛刺控制计划第 4 页共 5 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 20 页,共 28 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民
28、孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率50 / 零件放入夹具夹紧,进刀钻孔台钻盛具夹具卡尺目测1 件/次首末件自检调整1 次 /h 10 件/ 次 1 次/ 班巡检隔离调整外观无毛刺60 倒角/ 台钻盛具4和7钻头夹具外观无毛刺目测100% 连续自检返工70 清洗/ 先吹去杂质放入清洗剂
29、中清洗超声波清洗机气枪烘箱812分钟5060无杂质、油垢目测100% 连续自检重洗控制计划第 5 页共 5 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 21 页,共 28 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6557628 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述阀体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊
30、特 性分类方法反应计划编号产品过程产品 /过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率80 检验尺寸02.003.0_015.001.0_003.0_002.0卡尺0-100/ 千分尺0-25/ 塞规10 件 / 次1001 次 /批专检( 全尺寸检验 / 产品审核 ,每半年一次 ) 返检外观清洁、 无垢、无杂质、 端面平整目测每批控制计划第 1 页共 4 页精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 22 页,共 28 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级65
31、58585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 /过程规格 /公差计算 / 测量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱合金刀内孔刀尺寸:车外圆钻内孔外观Z Z2数显卡尺塞规目测1 件/ 次首末件自检调整1 次/h 10 件/ 次 1 次/ 班X-R 控制图5 件/4 小时Z巡检调整 / 隔离
32、控制计划第 2 页共 4 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6558585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 23 页,共 28 页零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 /公差计算 / 测量技术样件
33、控 制方 法容量频率10 数控加工尺寸:数显卡尺塞规目测1 件/ 次首末件自检调整1 次/h 10 件 / 次1 次/ 班巡检隔离调整外观端面平整控制计划第 3 页共 4 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6558585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 24 页,共 28 页供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日
34、期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 / 公差计 算 / 测 量技术样件控 制方 法容量频率20 平凸台/ 零件放入夹具夹紧,进刀车平面仪 表 车 床盛具车刀平面卡尺目测1 件/ 次首末件自检调整1 次/h 10 件 / 次1 次 /班巡检隔离调整外观平整30 / 零件放入夹具夹紧,进刀钻孔台钻盛具夹具25.03. 04卡尺目测1 件/ 次首末件自检调整1 次/h 100% 连续自检隔离调整外观无毛刺控制计划第 4 页共 4 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最
35、新更改等级65578585 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 25 页,共 28 页零件名称 / 描述壳体供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 /公差计 算 / 测 量技术样件控 制方 法容量频率40 倒角 / 倒横孔的翻边毛刺台钻盛具夹具外观无毛刺目测100连续自检返工50 清洗 /
36、 先吹去杂质放入清洗剂中清洗超声波清洗机气枪烘箱812分钟5060无杂质、油垢目测100连续自检重洗60 检验尺寸卡尺塞规10 件/ 次100% 1次 / 批专检( 全尺寸检验 / 产品审核, 每半年一次 ) 自检返检外观清洁、无垢、无杂质、端面平整目测连续控制计划第 1 页共 2 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订.25 日期修订零件编号 / 最新更改等级6559144 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 26 页,共 28 页零件名称 / 描述铜帽供方
37、 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 /过程规格 /公差计算 / 测量技术样件控 制方 法容量频率10 数控加工数 控 车 床TB-CK6125A周转箱合金刀成型钻尺寸:车外圆钻内孔1317游标卡尺塞规目测1 件 / 次首末件自检调整1 次 /h 10 件/ 次 100% 1 次/ 班连续巡检记录隔离调整外观平整无硬棱毛刺控制计划第 2 页共 2 页样件试生产生产控制计划编号主要联系人 / 杨泽民日期原订225 日期修
38、订精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 27 页,共 28 页零件编号 / 最新更改等级6559144 核心小组 :杨泽民孙建业杨玲魏巍顾客工程批准/ 日期如需要零件名称 / 描述铜帽供方 / 工厂批准 / 日期顾客质量批准/ 日期如需要供方 / 工厂供方代码其它批准 / 日期如需要其它批准 / 日期如需要零件 /过程编号过程名称 / 操作描述设备工装特性特 殊特 性分类方法反应计划编号产品过程产品 / 过程规格 /公差计 算 / 测 量技术样件控 制方 法容量频率20 倒角 / 倒孔 145角台钻盛具外观无毛刺目测100连续自检返工30 清洗 / 先吹去杂质放入汽油中清洗清洗槽无杂质、油垢目测100连续自检重洗40 检验尺寸卡尺0-100/ 10 件/ 次100% 1 次/批专检( 全尺寸检验产品审核, 每半年一次 ) 返检外观清洁、无垢、无杂质、端面平整目测连续精选学习资料 - - - - - - - - - 名师归纳总结 - - - - - - -第 28 页,共 28 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
