《磨煤机行星减速机大修及诊断报告》由会员分享,可在线阅读,更多相关《磨煤机行星减速机大修及诊断报告(9页珍藏版)》请在装配图网上搜索。
1、1A磨煤机减速机大修报告一、 检修日志6月22日-6月26日:由于推力盘与行星架之间联接销钉剪坏,耗时5天方将推力盘拆出。6月27日:各部件解体、清洗、检查,各行星轮轴承回装并就位至行星架;6月28日:锥、伞齿轮、齿轮联轴器组件渗透探伤,安装各部轴承,推力盘精磨;6月29日:锥、伞齿轮轴向窜量检查,锥伞齿啮合间隙及啮合面积检查调整;6月30日:行星轮轮轴冷装,行星轮、太阳轮渗透探伤,推力瓦接触面积检查调整,锥齿轮、齿轮联轴器材质及表面硬度测定,安装内齿圈;7月1日:行星架滑动轴承间隙检查,太阳轮、行星组件、推力轴承回装;7月2日:推力盘回装,在试验台上进行润滑油清洗后试运合格。二、 发现的问题
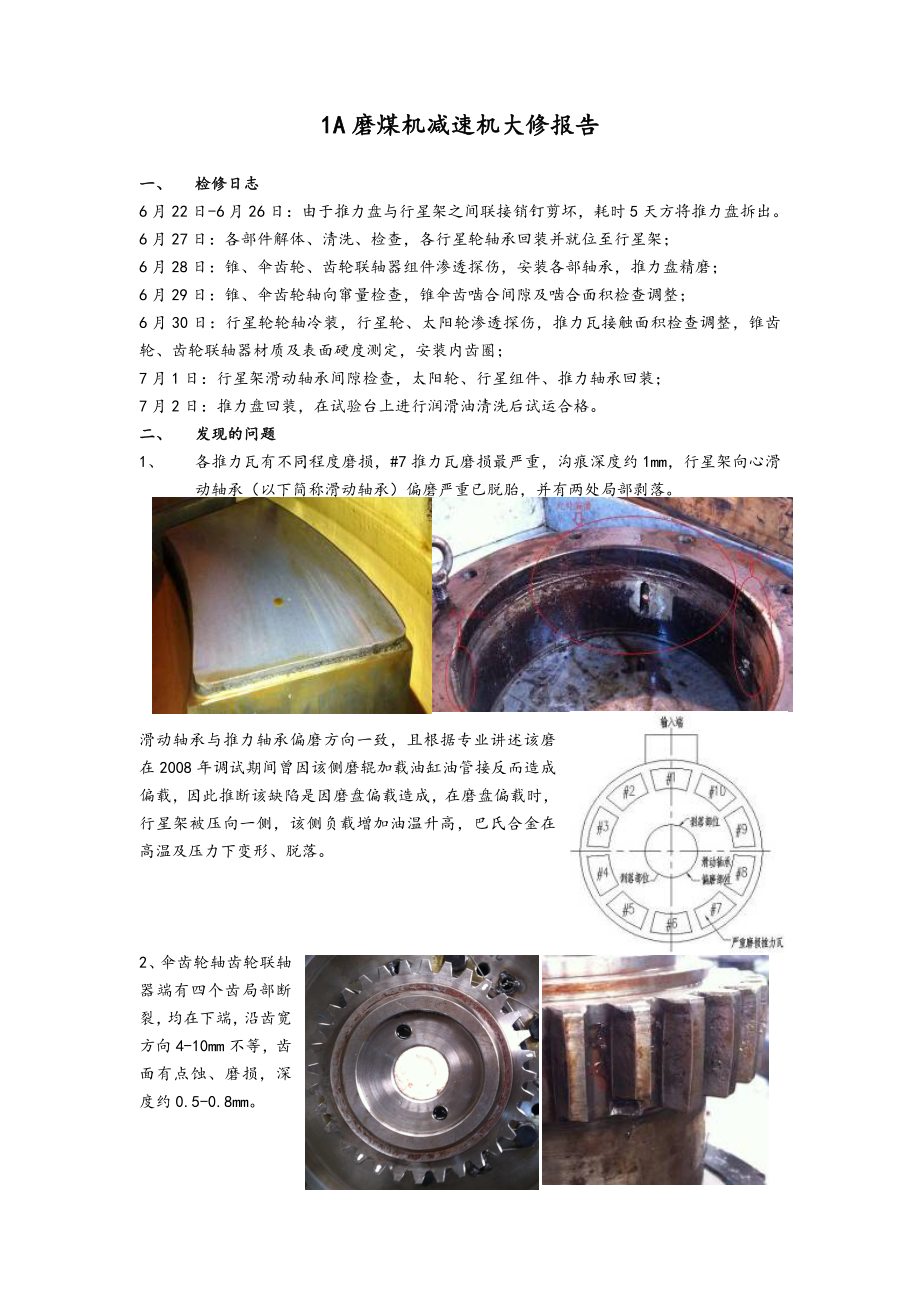
2、1、 各推力瓦有不同程度磨损,#7推力瓦磨损最严重,沟痕深度约1mm,行星架向心滑动轴承(以下简称滑动轴承)偏磨严重已脱胎,并有两处局部剥落。 滑动轴承与推力轴承偏磨方向一致,且根据专业讲述该磨在2008年调试期间曾因该侧磨辊加载油缸油管接反而造成偏载,因此推断该缺陷是因磨盘偏载造成,在磨盘偏载时,行星架被压向一侧,该侧负载增加油温升高,巴氏合金在高温及压力下变形、脱落。2、伞齿轮轴齿轮联轴器端有四个齿局部断裂,均在下端,沿齿宽方向4-10mm不等,齿面有点蚀、磨损,深度约0.5-0.8mm。3、齿轮联轴器内齿套与伞齿轮轴啮合端有点蚀、磨损,深度约0.5-0.8mm,与太阳轮啮合端及太阳轮联轴
3、器端齿面有均匀磨损,深度约0.2-0.5mm。4、用于第一级螺伞齿啮合面及伞齿轮上轴承的润滑油管焊口断裂脱落,从安装位置看,脱落原因应为在安装时油管与齿轮间有干涉,运行中油管不断扭动从而折断。5、输入轴螺旋齿轮有两个齿啮合面剥落面积约整个啮合面的25%,其它齿面正常。从逻辑上来说,如果每个齿面均有剥落,说明是润滑或材质问题,如果是局部齿缺陷,较大可能是偶发问题,如某次异常冲击造成齿面缺陷,在后来的运行中逐渐剥落所致,从离线振动监测数据来看,在一个月的监测周期内,频率成分并未发生规律性的改变(幅值变化与负荷有关),因此可以推断该缺陷已存在较长时间。经过对各减速器该测点数据对比分析,发现了异常,1
4、A磨减速机输入轴啮合频率由于边带幅值过高被淹没,经放大可发现其边带幅值相比齿轮状态正常的1B磨煤机高的多,且在时域存在明显的周期性冲击,由此可见类比分析及时域波形在齿轮箱诊断中的重要性,同时,应主要关注边带幅值及谐波数量的变化情况,作为齿轮状态的判定依据。(上1A,下1B)局部放大后频谱 6、推力盘与行星架之间联接销钉压溃,造成拆卸困难,与启动冲击(我司为非抬辊启动)有关,这点在其它磨的检修中也有发现。7、润滑油加热管表面粘附大量黑色胶糊状物质,比较坚硬,为润滑油过热炭化所致。8、输入轴骨架油封已严重老化变硬。注:其它未提及部件正常。三、 检修及调整(详细流程及工艺见另件新修编磨煤机减速机检修
5、规程)1、 测量并记录伞齿轮推力轴承修前窜量,数据:0.190mm(3次平均值,双表法,下同),合格;2、 测量并记录螺旋齿轮推力轴承修前窜量,数据:0.160mm,合格;3、 测量并记录第一级螺伞齿轮啮合侧隙,数据:0.680mm,标准侧隙:0.036-0.040mm,厂家口头给定值0.060-0.080mm。4、 解体后零件用柴油彻底清洗检查,记录各轴承型号、齿轮齿数,为今后备件购置及状态监测做准备。1A磨煤机各滚动轴承规格部位重齿提供规格实际规格数量备注状态输入轴驱动端SKF 30226J2/DFTIMKEN 30226M1配对轴承正常输入轴非驱端SKF NU2228ECMNSK 222
6、81正常伞齿轮驱动端SKF NU232ECMNSK NU232M1正常伞齿轮非驱端SKF 32036X/DFNSK HR32036XJ1配对轴承正常行星轮SKF 24136CC/W33NSK 24136E4C3S11/24136CAS113规格分别为外、内圈正常1A磨煤机各齿轮齿数输入轴伞齿轮行星轮太阳轮内齿圈齿轮联轴器18627920178325、 各齿轮渗透探伤,除齿轮联轴器部位发现异常并修复外,其它部位正常。6、 测量螺旋齿及伞齿轮轴材质及硬度,螺旋齿材质34CrNi1Mo,硬度HRC53,伞齿轮轴材质35CrMo,硬度HRC23.5,供金检人员分析参考。7、 各轴承安装前测量原始游隙,
7、安装后测量工作游隙,轴承及齿轮均采用油浴热装,加热温度低于100,行星轮轴由于有过盈且需要定紧定螺栓位,采用液氮冷装。各滚动轴承游隙部位输入推力输入径向伞齿推力伞齿径向行星轮A行星轮B行星轮C原始游隙0.1900.1100.3000.1100.2600.2400.220工作游隙0.1200.0700.1800.0650.1500.1450.1458、 由于螺伞齿及伞齿轮轴无备件,因此,将缺陷部位进行修整后继续使用。9、 行星架、伞齿轮、螺旋齿组件装配完毕进行整机组装。10、 固定伞齿轮,用百分比测量螺伞啮合侧隙,取三次平均值;同时采用涂红丹粉后盘车的方法进行螺伞齿啮合面积、位置检查调整,具体数
8、据如下:螺伞齿轮啮合调整数据调整序号第一次第二次第三次第四次第五次螺旋端垫片减小量0.000.150.100.100.00伞齿端垫片减小量0.000.300.000.000.30啮合侧隙0.100.270.250.140.50啮合位置偏小端、齿根偏小端、近中部偏小端、面积不一偏齿根、面积不一偏小端,面积不一啮合面积线状,不足线状,不足线状,不足线状,不足柳叶状,不足调整最终啮合状况并不理想,主要原因为轮齿在冲击载荷作用下变形不一,无法兼顾各齿啮合面积及侧隙达到最优值。11、 修复断裂的润滑油管,对其它润滑油路通压缩空气清扫检查。12、 齿轮联轴器端有缺陷,打磨修整后在其下方制作一网状护罩,以免
9、掉落的金属进入轴承和齿轮啮合面造成更大破坏。13、 内齿圈的安装精度通过深度尺控制其安装水平度来保证。14、 太阳轮、行星轮、内齿圈的啮合为浮动啮合,靠控制轴承游隙、滑动轴承侧隙、推力轴承水平度来保证,容差较大。15、 内部各螺栓采用钢丝串联+涂厌氧螺纹胶双重防松。16、 推力盘平面度检查,修前0.03mm/盘宽,且有肉眼可见磨痕,经精磨后,平面度0mm/盘宽(移动百分表指针未动),肉眼观察表面平整光亮,更换新推力瓦,着色检查接触面积合格(不均匀着色因无载荷)。17、 测量记录滑动轴承配合尺寸,轴颈319.75mm,轴承内径320.03mm,折算侧隙0.14mm,标准侧隙0.15-0.30mm
10、,接近下限值。18、 以上部件装配后安装推力盘,推力盘与行星架间联接销钉原材质为#45钢调质HRC25,更换的新销钉材质为#45钢,为提高表面强度,在调质后高频淬火,表面硬度HRC35,配钻销孔冷装。四、 试运行1、 将磨煤机吊运至试验台后通过皮带轮与变频电机联接,接入润滑油装置、温度监控仪表。2、 1小时在线滤油合格后,以245rpm转速启动,观察各部无异常后逐渐上升至500rpm、750rpm、990rpm,连续运行4小时,记录各点温升及振动数据如下:项目运行时间输入轴总成整机振动H振动V振动A温度振动油温瓦温数据4h1.6mm/s0.6mm/s0.5mm/s470.8mm/s3238五、
11、 需要注意的问题:1、 输入螺旋齿轮存在缺陷,在下次检修时应予以更换,从离线监测数据看,该缺陷在一个月时间内未见明显发展,使用寿命在1年内可以保证。2、 伞齿轮轴、太阳轮、齿轮联轴器内齿套存在缺陷,在下次检修时应予以更换,该部缺陷为改型减速机设计缺陷,系整机最薄弱部位,应联系制造厂研讨后确定改进措施,其它9台磨定检时用内窥镜重点检查该部位。3、 上述两项缺陷亦与我司磨煤机运行方式有关,由于采用不抬辊启磨方式,启动时冲击大,应考虑抬辊启动及改造电机软启动的可行性。4、 大修启动前应注意加载油缸的动作方向是否一致、正确,避免偏载。5、 在订备件时,应要求推力瓦与瓦座配做,以确保安装时接触面正常。6、 考虑润滑油加热方式改进,避免因油液过热造成性能下降。7、 与国内外同类型减速机相比,该减速机润滑油系统存在设计缺陷,油路采用自上而下的串联方式,上游部件出问题时会造成下游部件的损坏使缺陷扩大化,应使用并联方式。8、 状态监测方面,由于行星机构的特殊性(太阳轮、行星轮为浮动部件无法布置振动测点),振动监测存在较大局限,因此,应采取多种手段综合监测,如定检时打开人孔通过内窥镜直观检查内部部件情况、油液分析等。
 磨煤机行星减速机大修及诊断报告
磨煤机行星减速机大修及诊断报告