 电镀件设计注意点.ppt
电镀件设计注意点.ppt

《电镀件设计注意点.ppt》由会员分享,可在线阅读,更多相关《电镀件设计注意点.ppt(23页珍藏版)》请在装配图网上搜索。
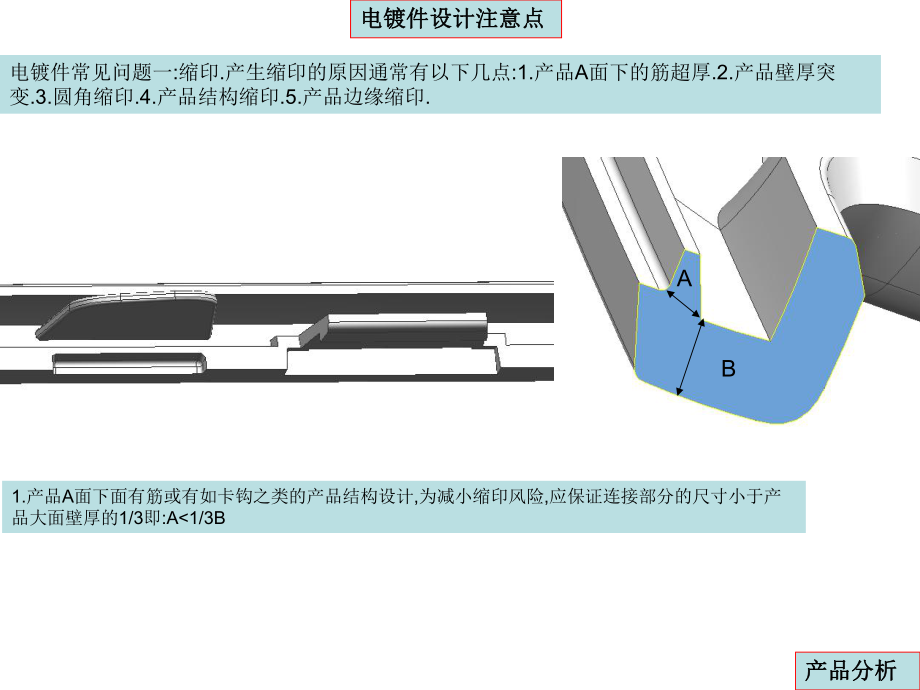
1、电镀件设计注意点,产品分析,电镀件常见问题一:缩印.产生缩印的原因通常有以下几点:1.产品A面下的筋超厚.2.产品壁厚突变.3.圆角缩印.4.产品结构缩印.5.产品边缘缩印.,1.产品A面下面有筋或有如卡钩之类的产品结构设计,为减小缩印风险,应保证连接部分的尺寸小于产品大面壁厚的1/3即:A1/3B,B,A,产品分析,2.产品壁厚突变通常是由于产品结构设计引起的.如下图,A.卡钩与产品侧面有较大的台阶.对策:调整卡钩位置,以减小台阶尺寸.设计较大的过渡区.建议台阶厚度与过渡长度比例不小于1:10。,B.产品结构让位.对策:1.修改产品结构以避免这样的突变.尽量减小落差加大过渡区.,C产品定位凸
2、台.对策:将定位凸台改为定位筋,保证红色的功能面面积就可以了,或者按黄线框设计减壁的台阶.,产品分析,3.圆角缩印如下图,通常是因为产品A面夹角是锐角,而外圆角又比较小造成的. 对策:1.可以的话尽量加大外圆角,圆角边缘线最好可以超过侧面壁,如下图粉线和蓝线所示. 2.调整产品侧面壁厚尽量缩小产品对角与产品侧面厚度差距.,4.产品结构导致的缩印,这种缩印是因为产品壁厚突变,收缩不均匀引起产品表面不平整而造成的. 对策:建议客户修改产品结构.告知其风险性.通过加大产品表面厚度可以减小这样的缺陷,但不一定可以消除.,产品分析,产品分析,5.等壁厚的产品通常会在产品的边缘上产生缩印.可以预先设计斜度
3、减小产品边缘壁厚来减轻缩印.,电镀件常见问题二:尖角.尖角会导致电镀时产生放电集中,以致产品边缘不光滑平整.,A,Min:0.25,电镀件边缘夹角(A)建议不小于75度(上海通用标准,上海大众标准不小于60度).如果产品边缘有尖角建议客户至少修整出一个不小于0.25MM高的小面.产品夹角不小于75度. 产品尖角处沿产品外边缘8MM左右(具体尺寸可以与电镀商确认)设计电镀保护.,产品分析,电镀护耳设计案例说明,护耳也要有顶出. 护耳的设计类似于流道的设计.护耳距产品的距离和护耳的截面尺寸由于电镀工艺的差异每个客户标准都不尽相同: 江阴道达:护耳距产品5MM.护耳相当于5MM以内的流道. 上海华德
4、:护耳距产品(小产品5-7MM大产品10-15MM).护耳相当于5MM以内的流道. 长春高新:护耳距产品10-15MM.护耳相当于5MM以内的流道. 四维尔:护耳距产品15-20MM.护耳相当于5MM以内的流道.,护耳与产品的连接片尺寸不用按进料片的标准设计,有5MM宽就可以了(如下页图片).,电镀护耳设计案例说明,与产品大面相连接的地方注意不能造成产品缩印.小于1/3的产品壁厚.连接片可以设计防缩槽,也可以直接设计成上小下大的形式如右上图.,此尺寸设计在8-15之间以便于连接片的修剪.,护耳通过斜顶或滑块来完成成型脱模,注意采取措施避免护耳粘滑块或斜顶,设计案例,电镀件常见问题三:变形.,电
5、镀条的零件产品因为侧向弯曲电镀时较难调整,又与装配方向不同很难安装,所以对产品的装配影响最大.建议设计预变形积累经验.其次在模具设计时要留一到两次降面处理的余量. 如下图设计连接桥将两个产品连接在一起可以减小产品的侧向变形.,模具设计,此类变形的原因:1.产品壁厚不均匀.2.产品结构不同,产品壁厚不均匀 厚的一侧收缩会大一些.,产品结构不同 筋多的一侧收缩小一些.,A,电镀条的零件产品沿安装方向上的翘曲.这样的翘曲会导致产品两头容易脱胶.建议设计预变形,预变形量稍微大一些对产品也不会有大的影响,因为产品中间一般不会先脱胶.产品B面有筋的上翘会比没有筋的多一些.因为在注塑时筋冷却的早阻碍了产品B
6、面的收缩. 难点:产品两头会有局部会有突变.A值现在还没有经验.对策:将电镀挂脚尽量靠近产品的端部.,同一个产品在相同的工艺分析时,有筋的和没有筋的变形相差了20MM,电镀条变形案例:SGM258电镀条,模具设计,方框类的产品要设计或在设计时预留加连接桥的位置以防产品收缩导致产品变形较大. 注:粉线方框内的区域如果是单独的热嘴进料可能会不收缩或收缩量较小导致产品此处尺寸超差.可以的话先做小一些.,电镀件常见问题四:分型面台阶断差.,类似这样的产品因为模具分型面在产品面的中间.产品上会有0.1-0.3MM的断差台阶.如左图蓝线所示.这样的设计产品合格率较低.最好可以改为成型在一侧的形式.不能改的
7、话建议客户加高装配对手件此区域的高度以挡住此区域的外观缺陷.,电镀件模具设计设计注意点: 1,所有产品A面附近的抽芯尽量设计成滑块抽芯.因为斜顶在开模方向上是活动的可能会导致产品边缘不平整. 2,优先采用大滑块或大斜顶抽芯,避免多个小滑块或斜顶产生多条拼模线 2,尽量设计顶块顶出.顶杆最好不要用.以免产生顶杆印. 3,热嘴距成型末端不超过200MM.如果成型末端是缩印高风险区,请将热嘴距成型末端的距离控制在100-150之间以减小缩印风险. 4,为保证分型面上的顶出机构与型腔没有碰撞,建议在复位杆下面设计强力弹簧(红色),保证顶出系统先复位. 5,水路分段设计,产品上有熔接线的区域的水路最好可
8、以有单独的水路. 6,要淬火的模具材料,模具上不能有清角设计,要全部设计成圆角.,模具设计,模具设计,热嘴位置设计比较分析,从产品一端先进料,两种方案各有优劣: 从产品中间进料注塑时间和压力相对要小,但浇口缺陷会在产品中间.从产品一端进料就可以将浇口设计在比较隐蔽的角落上,但产品的注塑周期和压力会相对大一些. 进料口按以下要求设计可以减小产品进料口缺陷对产品外观的影响: 1.尽量设计在产品的地侧. 2.将浇口尽量设计在内侧面上,这样可以尽量将浇口缺陷调整到产品侧面上(如下图青绿色虚线是浇口缺陷区域). 3.装配面上的浇口设计台阶,以保证浇口断面不会高出装配面.,浇口缺陷在产品侧面上比较隐蔽.,
9、表面容易有浇口印.气印.,表面容易有喷料痕.气印.,从产品中间先进料,模具设计,电镀件模具细节设计设计:流道.进料口,A,B,D,A.流道设计成没有粘模力的形式.抽芯上部留8MM台阶以保证浇品的修剪. B.进料口处设计成侧浇口的形式.便于熔接线位置的微调. C.进料片离产品外边缘至少1MM.进料口厚度1.8MM.如果产品侧面壁厚小于2.8MM.在装配不干涉的情况下可以改变进料口区域的产品壁厚. D.为保证型芯强度.动模侧的模具结构在保证5-8MM配合面后设计大斜度. E.如果斜顶上不能设计成没有粘模力形式的流道,应该沿抽芯方向设计单边10度的脱模斜度.同时需要采取其他措施防止流道粘斜顶。 F.
10、热嘴边缘偏离型芯与流道抽芯的拼缝5MM.以免流道产生飞边.这样设计因在型芯上的流道很短.只要设计单边10度以上的斜度做好抛光可以不设计顶杆顶流道. G.冷流井可以设计在粉线位置.沿开模方向设计单边10度以上斜度.两侧设计圆角以减小流道对模具的粘模力.,5-8,C,E,F,G,模具设计,电镀件模具细节设计设计:流道.进料口,相同结构案例,从斜顶中间进料,从斜顶侧面进料,从斜顶两边进料的设计,电镀件模具细节设计设计:流道.进料口,滑块上不同的进料位置流道及浇口设计案例.,从滑块中间进料,从滑块侧面进料,电镀件模具细节设计设计:流道.进料口,模具设计,落差比较大的产品要注意流道的高度不要超过产品A面的高度.如左图所示.这样在电镀时流道会对产品A面的电镀有影响. 建议:1.调整进料口区域的分型面使流道低于产品面.(首选方案) 2.加大流道与产品间的距离.这样抽芯距要加大,不小于15MM.,Min15mm,电镀件模具细节设计设计:电镀挂脚,电镀挂脚设计原则: 1.挂脚位置及尺寸由客户提供.至少得到客户的允许. 2.挂脚尽量设计在产品的侧面上,以免产品上产生缩印.在产品大面下的挂脚要注意不能有缩印,提醒客户这样的电镀挂会比较薄,模具上可能还要设计防缩槽.,电镀件模具细节设计设计:电镀挂脚,电镀挂脚成型在直顶块上的部分,两侧设计40度的斜度,以免粘直顶,
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
