 Aero焊线机调机教程
Aero焊线机调机教程

《Aero焊线机调机教程》由会员分享,可在线阅读,更多相关《Aero焊线机调机教程(39页珍藏版)》请在装配图网上搜索。
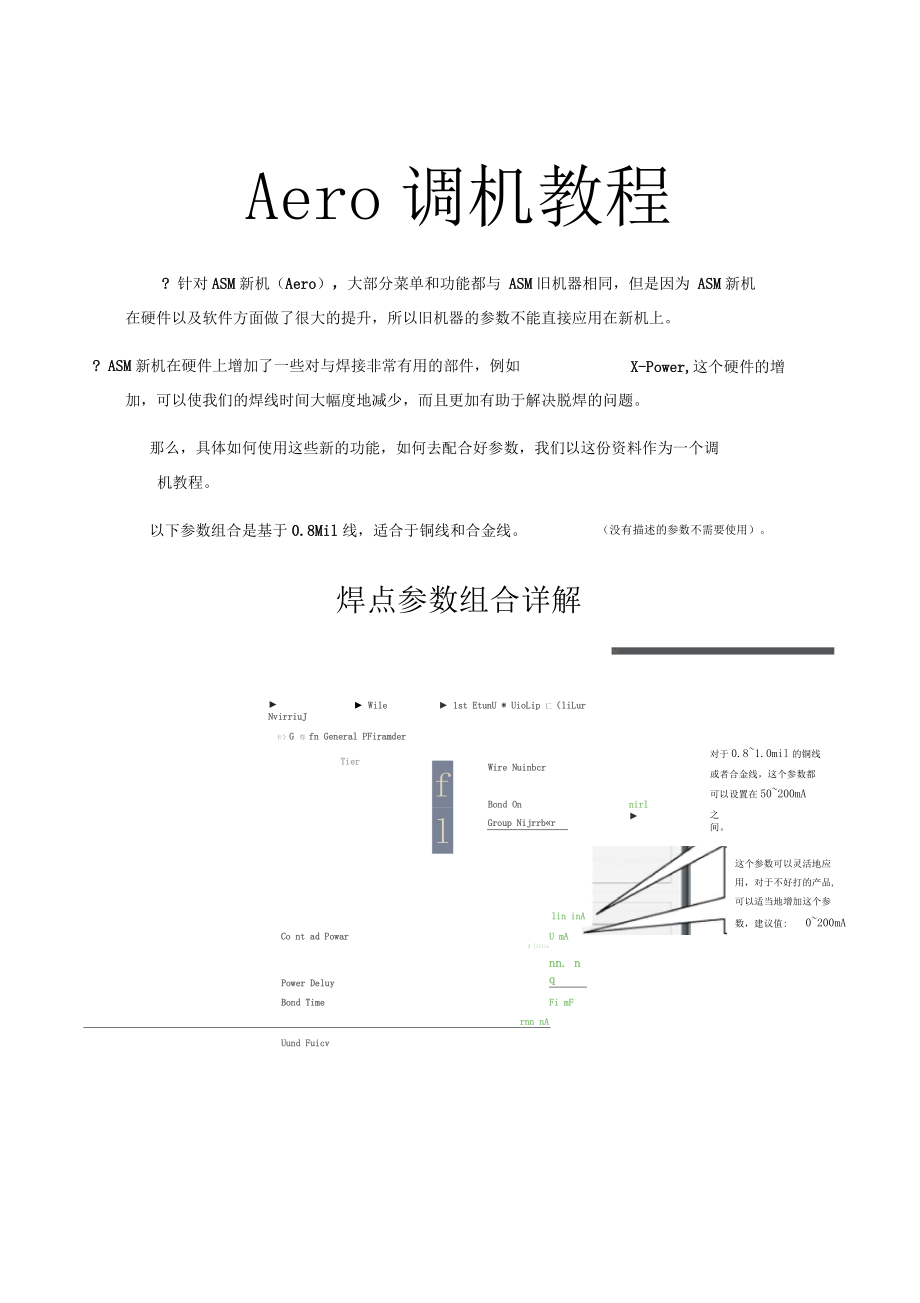
1、Aero调机教程 ? 针对ASM新机(Aero),大部分菜单和功能都与 ASM旧机器相同,但是因为 ASM新机 在硬件以及软件方面做了很大的提升,所以旧机器的参数不能直接应用在新机上。 X-Power,这个硬件的增 ? ASM新机在硬件上增加了一些对与焊接非常有用的部件,例如 加,可以使我们的焊线时间大幅度地减少,而且更加有助于解决脱焊的问题。 那么,具体如何使用这些新的功能,如何去配合好参数,我们以这份资料作为一个调 机教程。 (没有描述的参数不需要使用)。 以下参数组合是基于0.8Mil线,适合于铜线和合金线。 焊点参数组合详解 hl NvirriuJ Wile 1st EtunU * U
2、ioLip 匚(liLur 卡G 尊 fn General PFiramder Tier fl Wire Nuinbcr Bond On nirl 对于0.81.0mil的铜线 或者合金线,这个参数都 可以设置在50200mA Group Nijrrbr 之间。 Co nt ad Powar U mA 这个参数可以灵活地应 lin inA 数,建议值: 用,对于不好打的产品, 可以适当地增加这个参 0200mA 3 iiiis nn. n q U rriLi Power Deluy Fi mF Bond Time rnn nA Uund Fuicv 02:39 PM 精选文档 39 I Nur
3、tridl * Wife I .一: Getwnl EFO Pziranw怡r 9ttlM 1 bl DvimJ GroupLdilw Advance EFO Paninwter Setting UniTI p Open 开启此功能,焊接速度会 rAJl Tim# Cqkohlion Mori# 亦 IWflI tf-D Control Mode hAE EFO Spark Mode rro Dsifly Tims KH Surely H出g川 OH汨L n 网0 JEUS J iijirsi. Ljond Sequnc Carilrol Mad Copper Henri Time Adjus
4、l Threshold FFD Tinio 01ls4 Unit Ojftper n nn nm rri!- LF O Time Ullsl Corilrol LI O 11 irnc LFO Ltiq BhJI Uetedion 1 olerarcs UI % i blQ ita I F low Mstsr 大大提升。 这个时间是软件默认设定 Ofi ire Flly(S) 的时间,不建议修改。 U Clo Close 02JSFM Programmable EFO Spark Position Conlrol * Wire Ul DoimJ CroupLditor Open I NuTrn
5、iil .GfliiftnlRf Seirch Pannwtara Sattlng 卡耳 号 ftidcwntx GUH;h * Ftonil HuortFigijro, if! 5 Wirft Numbor 对于0.8mil的线,搜索 高度一般设定为100即 |Q fl OX IR Prrf:! r ::- -Q PiDi*er refefvn(;e Gcurch Heighl 話町h I kighr OHwwl Reference ConlRcl SsFrcti Mods S帝orth Sptfrd Search Thresiholrl ra 统都不一样,所以这个搜 1 111 mA lU
6、UU urn 0 iim 这个参数在旧机上没有, UO 但是一般都是系统默认的 BO *61 Close 改。 Cloa# 索速度的响应就不一样, 所以不能直接从旧机抄参 数到新机上使用。建议: 1020之间。 设定,一般默认是 50%60%,不建议修 . II首 II A-* 因为新机的硬件和控制系 RCO Control b Aifvanced Ref Search Parameters Setting 如果遇到比较难打的产 于 3ms,X Power time 建议不要大于Con tact Time. Nurrriul nanll Contact PMnwters SettlnQ k5
7、g狂 * * - 1 9 Lhrid 卜 Ur 品,可以打开这个阶段的 X Power功能,如果打开 了该功能,那么, Contact Time需要大于等 IJ ntA 7 ms Close riifi ) fl n 2070 Wife * Nurrriul 善,Gftn ml Con tact P anmeie ri 4ttlng Ul (June UrouijLditui Advancect Contact Pimmttert Setting CIOM Open OCN 飾lub Shup? MwJc Csplary Slrlci Sa(e on 10 5 ufti/iKiq Force
8、Smcolh Speed iin % USG Freq Mode Mudc_A Corrad Force namp Tim 20 炀 CorCad 卜orcs Kiim|j 1 irTie2 U UU mm Cont昭 Power Ramp Time U Mj Cftrlflrt Pow*r nnmn Tim#? (1 (im ms Dlarrriithtiti Fifie Adjul (HI Off Group Nunn tier GontRCjl F Conlrol Moda 这个是接触力的爬升时 间,新机和旧机的这个参 数不同,旧机有一个直接 的爬升时间设定,新机的 是按照接触时间来计算
9、百 分比,一般建议可以设定 5%30%。这个参数可 以自由发挥。 新机的X Power可以有效 功能。 这个参数自由发挥,个人 经验是800Hz,对于敏感 的产品,可以尝试放小。 这个参数代表换能杆左右 摇摆的频率。 潘 re g是 玄 苗 z咻g_ 需(S) * Norriiul Wrc 1 st DvimJ GroupLdilor f . Gennl Bond PdntrHitn Sattkng 6, 1 OuYC BqikI CurUtiKJl H I Opn HorirtHmjorifigLjroJ Wr* Numbor Uond On Group Number 对于新机,因为有X P
10、ower,而旧机没有,所以 实际上,新机所需要的焊 接时间可以比旧机减少很 多,另外,在这份培训书 里讲解的方法里是增加了 一段 Pre base X Power , 0 mg fl mu bDud Powier I 111 niA Bond Force in n 1 Bond Power Faior fl rriA Uund i orcc F uclor UiU g 对于0.8mil的线,这个参 X Power Control Mode 对于0.8mil的线,这个参 数建议设定:1018g 02:辑 PM 地改善焊接的问题,建议 在基础阶段使用X Power 其中的时间也设定了 5ms, 所
11、以两者加起来也已经有 10ms的焊接时间了。所 以,建议焊接时间设定 5ms就足够了。 数建议设定:160240mA Pond Odoy Ronri Tim# Close * Norriiul n- 赛 卷 II Wtre 1st DoihJ Croup Ldi) or Open Ganoral Bond Pantnett苗 SttOne 色,0 tU OuMC BoikI Currtrul + Ftond HuortFigijroj I UK H la Wirft Nurnbor hi P抚-HL 凸弓 Pond Povvxar Fn回or Uuiid FcrCfl r uClur X Po
12、wr Control X Power Ampliluda X Pxjwtf Time V, If.- rig”: Solid 01 Niel Groufi hJumtier n tfia On n nn ancgd Bond PaFoieters SeglnQ X Power Dtifly X lAjwsr F-roquancy 1 ! 对于0.8mil的线,这个参 数建议设定:1.53um X Power time建议不要大 于焊接时间,正因为新机 UEIU Hz 62M PM 多。 有X Power的作用,所以 焊接时间可以比旧机少很 CIOS* 盜费 J 3 g:u 血養事1霑 超 1
13、st DvikI GroupLdilor Base rI * Norriiul Wrc Open (11 Scrutt Uurid Cufitivl 参数。 这个纯是X Power的功 100 iriA 率,建议 160240mA IM n 1 Li rnm 这个纯是X Power的功 u 这个是为X Power提供 时间。 设定“ 0”周期, 0.01um ”的振幅,代 表摩擦不起作用,这个参 数组合的目的仅仅是使用 引用pre Base阶段的X Power是这次的培训重点 这两个设定是为了使用 X Power而选的设定。 Strub P鼻ranwf 帽 at6no r-i I i I li
14、rr.: Hi riy. Grou卩 Numtier 卜 Q 知片Pi -O.: ;vk Sctdi Control Mode Sci ub 卜 Scrub Shapt Line 卜 Scnih nir#clkri X Chj), * I Bond HuoriFigijro | Pfi ip-el*! bU % inn % It urn Aulo Y Comp Mod# LarbdiriqrBiedary Clnrrip Opsn Factor Oil I DU % II % Twist Tip 0 um h*JTO Search bn/Dis iijublu 系统默认该选项为 Wirt An
15、gle Sp frd Up com pun 古 alton DisaLle FCP Loop Spari , Ip Control I DOP All “Off ”,我们需要手动 修改该项为“ Loop All ” 03J7PM * 苗 Nurrniil * Wire Loop Croup Ldi) or Open 色 遍 匚CP LufHjmg GrI * |Fttirid HfluortFiguro Wrft Numbetr _-ri i Group Number Selactior LCP Com即 I FCP Pir.irr =i T- Lr|HT | l oop ( uridihQ
16、Sldtis Corilrol I ruieclbiy Sluye Oorilrul I f11|c ly TrfljftclorY Rev Mol ion Girl Trill VViTO Ri 曲“on Off AiiiQUTiT: I rqetloiy cArt Mtn Fiiclor ILl 111 A ECP Advanced Land阳p Parameters Waning Cloa# n ECP Lintllnp Pannwtflft git恻闻 * Nurrriul Wile Loop 卜 Group LditOi ECP Landlno ParanntaFS St柚ng 0|
17、n 冋 |HDriri Houorifiyurc Wire Number ECP Cflnc*pt Gruup Numter Sfrkdion 0匚CP Lit汕ng Cid Iu n I 0 丿 ml *11 II ECPk Loop Luiiding Slugcii CorKrol Loop Lar dung NormAl Wjrfl GAArdi SpBrl 2 1 flC mm?三 Loup Kink Power Factor J % 11 丨 1 U ir. Mov# to 1 監 Bond Top urn % M(iv to 2nil Bund Spuud loaij % Horiomul Pull Spetd bU % 1 op Top Wire F 01 n 11 LfWP: GA_PrO(fi U.i: Hl W: 2卩匸 1 I- WITIMr XIlHWi NSOL: WkftUil.tli C lose 03:23 Plfl Thank You 如有遗漏或者错误的地方,欢迎纠正
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
