《注塑部工作流程》由会员分享,可在线阅读,更多相关《注塑部工作流程(10页珍藏版)》请在装配图网上搜索。
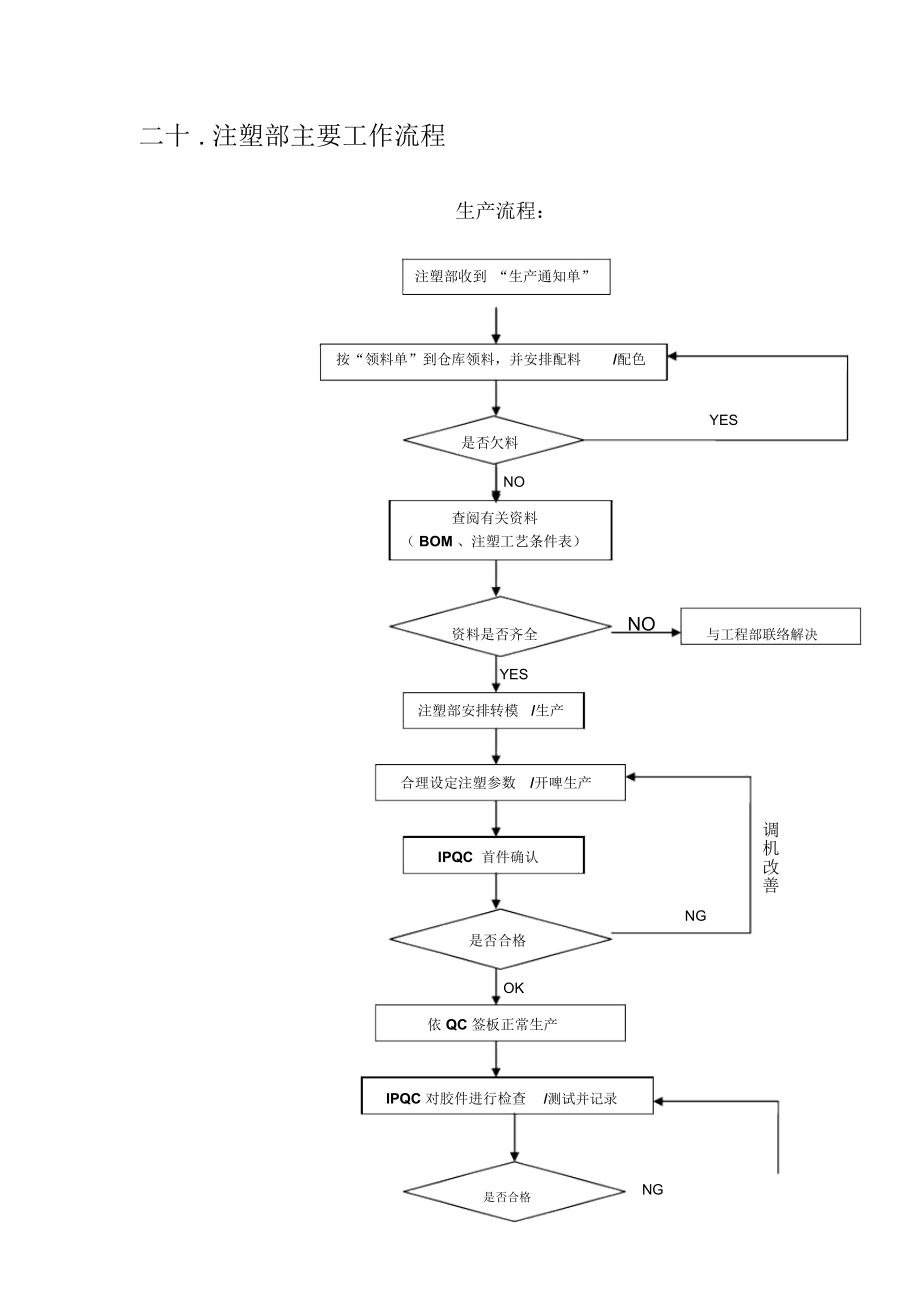
1、二十 . 注塑部主要工作流程生产流程:注塑部收到 “生产通知单”按“领料单”到仓库领料,并安排配料/配色YES是否欠料NO查阅有关资料( BOM 、注塑工艺条件表)资料是否齐全NO与工程部联络解决YES注塑部安排转模/生产合理设定注塑参数/开啤生产IPQC 首件确认NG是否合格OK依 QC 签板正常生产调机改善IPQC 对胶件进行检查/测试并记录是否合格NG调机 /修模改善OK自检 OK 后加工水口并包装分区域放置并通知QA 抽检NG依 QA 检查报是否合格告要求处理OK胶件入仓B注塑部试模工作流程工模部做模 /改模 /修模完成工模部通知工程部开“试模通知单” 交 PMCPMC 通知注塑部安排
2、试模10 分钟PMC 通知注塑部安排试模注塑部调机试出第一模样板后模具问题工艺问题通知模具部和工程部派人到现场进行初试状态分析调整工NO艺参数落模维修工程部或模具部确认是否继续试模YES注塑部啤出所需要的样板注塑部记录工艺条件/写试模报告注塑部将样板和试模报告交给工程部工程部检测样板、完成试模报告C注塑机开啤流程接收“转模生产通知单”提前做好物料准备工作烘料 /清机洗炮落模 /转模 /换工艺卡 /换作业指导参照“成型工艺条件表”设定工艺参数NG开机生产 /对照机位样板自检OKNG调机改善 /重新送检送 QC 检查确认 /签板OKNG报废安排啤工开机生产(自检)OK加工水口 /毛边 /包装入箱贴
3、标签 /QA 检查D.注塑部不合格品处理流程IPQC/QA贴不合格标识IPQC/QA填写“质量问题记录表”限量认可品管部主管检查检查确认QA PASS 出货若不接受则由车间注塑部管理主管协调处理注塑部限量认可人员确认确认接确认 REJ 或签 REJ 板受退货QA PASS 出货注塑部将不合格品与合格品分开摆放注塑部负责加工/返工 /修理REJIPQC 检查报废处理PASS注塑部填写“入仓单”入仓E. 注塑模具维修流程注塑部将不合格品与合格品分开摆放注塑部领班 /主管分析判断是否修模继续生产啤货YES留取有问题的胶件样板(3 啤)安排上模工落模报判定模具是否需要改动结构NOYES注塑部填写“模具
4、维修申请单”工程部填写“改模通知单”在胶件样板上标出出问题点“板、单、模”一起送工模部工模部安排修模人员修/改模具NG注塑部试模、工程部或品管部确认修/改模效果OK重新安排正常生产F配料 / 配色工作流程G.加料工作流程收到“配料 /配色通知单”关电 /卸料领取原料 / 色粉清理烘料桶核对配料 /配色资料清洁烘料桶清理混料机核对确认原料换料倒入原料,加入扩散剂开机搅拌清理料袋上的灰尘加入色粉开机搅拌加料 /关上桶盖加入水口料(必要时)搅拌设定烘料温度卸料装袋 /封口 /贴标开电烤料剩料封口H清机洗炮工作流程后退射台卸下烘料桶中的原料清理机器台面射出料管中的原料将胶头分块压扁(待回用)重新加入洗
5、机料熔胶 /射胶 /清洗料管过度料压扁放入胶头箱中NG确认清洗效果OK加入新料熔胶/调机I 上模工作流程收到“转模通知单”检查模具及准备工作核对模具名称及编号检查顶针 /弹弓准备相关工具核实注塑机的适应性安装模具 /接拨水管 /调模清洗模具防锈剂NG检查模具是否生锈或弄花落模维修OK设定开锁模参数重新设定注塑工艺参数NG开啤 /打样 /送检OK投入正常生产J碎料工作流程清理碎料机检查碎料机检查 /清理水口料确认水口料佩戴防护用品(耳塞/眼罩 /口罩)添加水口料粉碎NG检查碎料质量拣出大粒重新粉碎OK装袋 /封口 /贴标送到指定区域摆放K落模工作流程L.注塑机维修工作流程检查胶件质量注塑机出现故障留取3 啤胶件样板NG标出问题点检查 /确认故障OK清洁模具/准备落模工具停机关机拆卸水管 (下面先拆 )挂维修牌 (告示牌 )啤热模具 /喷防锈剂开“注塑机维修单”装吊环 /套吊钩 /拆码仔通知相关部门派人维修NGNG退出射台/吊起模具确认维修效果OK开 ”修模单 ”OK送模具库存放送模房重新开机生产其它方面的工作流程有: 胶件入库工作流程、 注塑部员工请假 / 离职流程、塑胶原料领 / 退流程、胶件粘模处理流程。
 注塑部工作流程
注塑部工作流程