 氟碳铝单板工艺设计标准化
氟碳铝单板工艺设计标准化

《氟碳铝单板工艺设计标准化》由会员分享,可在线阅读,更多相关《氟碳铝单板工艺设计标准化(14页珍藏版)》请在装配图网上搜索。
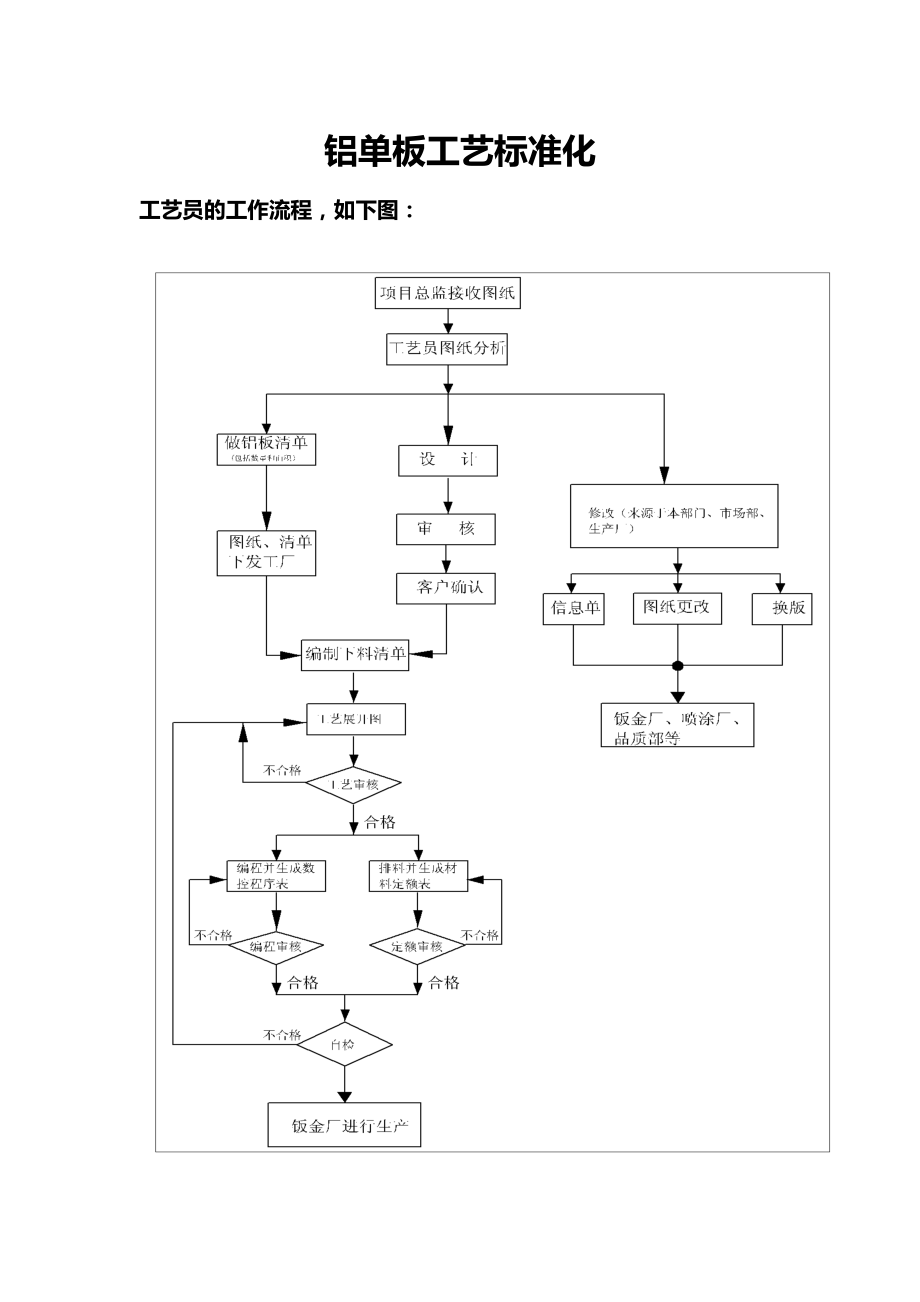
1、铝单板工艺标准化工艺员的工作流程,如下图:从表中可以看出,作为工艺人员,工作内容主要可以分为两大块:1, 下料单的制作:主要包含两个要素下料单和工时表。1 、下料单的内容包含该工程面积结算方式,颜色,板厚,面积 ,数量,板型。2 、工时表内容包含折弯刀数,铣槽长度,焊角个数,通长焊的长度,压弧的弧长,以及角码和加强筋、铆钉、种焊螺栓等一些常规的附件。对于常规附件的安装详见(二、加强筋,三、角铝)3 、其他细节内容参照下料单模板。2, 工艺转化:包含四大步骤:1、 根据客户来图转化为工艺展开图(如图纸有疑问与技术部进行技术沟通)2 、对工艺展开图进行审核。3 、调图编程(用于多工位数控冲床下料)
2、。4 、编制数控表。3, 将下料单以及数控表交予领导签字,最后下发到钣金厂进行生产!一、下料单编制在制作下料单时,应遵循以下几个标准:1、在一个下料单内不能出现板厚,颜色不一致。2、计算面积时,应严格按合同执行,看合同是否扣折边,是否规定超宽板以及是否扣除缺口面积。3、在区分板型时,若合同有规定,应严格按合同执行,若合同无具体说明,则按我司企业标准(矩形板,L形板,U形板全为平板)。若有以下情况:焊接,铣槽,以及若L形板,U形板开缺口(缺口有折边)时都按异形板处理。4、一个单面积不宜超过1000平方。若通长焊较多,则应控制在600平方左右! 5、焊接长度超过50mm时,按通长焊计算,否则算焊角
3、。6、如果在将下料单下发到车间后有设计变更,或下料单信息更改则必须下发信息单到相关部门!7、在工艺更改需换料或原材料不合格需换料的情况下需要重新制作数控表的时候不能随意变更下料单号!二、加强筋1、加强筋规格铝板加强筋通常用的规格标准为U20*30-2.0型材,如图一所示。 图 一 注:两侧壁厚度为1.8mm,底部厚度为1.5mm。加强筋上开8*20的长孔 从上表可看出此加强筋的抵抗距W=366.9587,在内陆地区楼层高度不超过120m足以保证板面平整度;如要保证构件整体的抗风压强度,建议将加强筋和铝板折边之间用角铝连接。(沿海地区及楼层高度超过120m地区可参照实际情况而定)2、加强筋与铝板
4、的连接加强筋上种焊钉所采用的规格为M6*15,材质为铝,固定件为M6铝螺母+平垫+弹垫。每套种焊钉于板背之间的焊接允许拉、剪、弯扭应力应为2.77Mpa(约980N的力);焊接的起始位置为50mm左右,间距为250mm左右。3、加强筋的设置加强筋在铝板上的设置间距为600左右,平行短方向安装(图纸有特殊规定的除外),加强筋两端距铝板的折边距离应小于5mm。如果铝板的长度和宽度均800则不需设置加强筋。三、角铝1、 角铝规格公司常用的角铝规格为2.0*20*20-40和2.0*20*25-40。角铝上腰孔的大小一般为5*15mm,材质为铝。具体形状图二所示:图 二2、角铝的连接离一般角铝与铝板的
5、连接通常采用铆钉连接,常用的铆钉规格为5*12的铆钉。单个角铝采用两颗铆钉连接,两颗铆钉孔之间的距采用24mm。3、角铝的设置角铝的设置原则必须保证铝板两对边起始位置错开,一般情况下,角铝之间的安装距离为300mm(图纸有要求的另算);具体情况见图三。 图三备注:a-b的绝对值必须要大于角铝的长度L+20 四、铝单板工艺基本板型的钣金展开工艺的方法:1、 平板三视图展开图L表示铝板长度,W表示铝板宽度,H表示铝板折边高度根据铝板折弯系数关系,可得出关系式:W=W -(t - 0.5)X 2 , L=L -(t - 0.5)X 2 , H=H -t + 0.5 (t为铝板厚度)可得出下表:铝板厚
6、度(mm)1.01.52.02.53.04.05.0下料尺寸1(mm)L+2H-2L+2H-4L+2H-6L+2H-8L+2H-10L+2H-14L+2H-18下料尺寸2(mm)W+2H-2W+2H-4W+2H-6W+2H-8W+2H-10W+2H-14W+2H-182、 L型板三视图展开图 L表示铝板长度,W表示铝板宽度,H表示铝板折边高度根据铝板折弯系数关系,可得出关系式: W1=W1 -(t - 0.5)X 2 W2=W2 -(t - 0.5)X 2L=L -(t - 0.5)X 2H=H - t + 0.5 (t为铝板厚度)可得出下表:铝板厚度(mm)1.01.52.02.53.04.
7、05.0下料尺寸1(mm)L+2H-2L+2H-4L+2H-6L+2H-8L+2H-10L +2H-14L+2H-18下料尺寸2(mm)W1+W2+2H-3W1+W2+2H-6W1+W2+2H-9W1+W2+2H-12W1+W2+2H-15W1+W2+2H-21W1+W2+2H-273、 槽型板三视图展开图 L表示铝板长度,W表示铝板宽度,H表示铝板折边高度根据铝板折弯系数关系,可得出关系式: W1=W1 -(t - 0.5)X 2 W2=W2 -(t - 0.5)X 2W3=W3 -(t - 0.5)X 2L=L -(t - 0.5)X 2H=H - t + 0.5 (t为铝板厚度)可得出下
8、表:铝板厚度(mm)1.01.52.02.53.04.05.0下料尺寸1(mm)L+2H-2L+2H-4L+2H-6L+2H-8L+2H-10L+2H-14L+2H-18下料尺寸2(mm)W1+W2+W3+2H-4W1+W2+W3+2H-8W1+W2+W3+2H-12W1+W2+W3+2H-16W1+W2+W3+2H-20W1+W2+W3+2H-28W1+W2+W3+2H-364、 圆弧板三视图展开图L表示铝板长度,W表示铝板弧长,H表示铝板折边高度根据铝板折弯系数关系,可得出关系式: W=W(R-t/2)/R-(t-0.5) X 2 L=L -(t - 0.5)X 2H=H -t + 0.5
9、 (t为铝板厚度)可得出下表:铝板厚度(mm)1.01.52.02.53.04.05.0下料尺寸1(mm)L+2H-2L+2H-4L+2H-6L+2H-8L+2H-10L+2H-14L+2H-18下料尺寸2(mm)W-+2H-2W-+2H-4W-+2H-6W-+2H-8W-+2H-10W-+2H-14W-+2H-18五、在工艺展开的同时,牢记以下加工设备的局限钣金厂加工设备主要包括下料剪板机、数控冲床、开槽机(铣槽机)、辊弧机、折弯机、焊接(氩弧焊)、打磨等设备。了解这些加工设备所具有的局限性,能够在设计图纸和工艺制作中避免一些技术上的偏差,提高工作效率。以下具体列出设备的局限性:1、下料剪板
10、机裁剪铝单板参数:裁剪厚度6mm、裁剪长度6000mm(喉深140mm);裁剪长度6000mm需用开槽机铣断。2、 数控冲床现有村田,捷迈,金方圆五台冲床,最大冲力30吨;但所冲铝板规格在X1850mm、Y6000mm范围内,而捷迈,金方圆冲床则只能容纳规格X1500mm、Y6000mm的铝板;遇到冲孔时应保证孔到孔的边距至少为6mm;3、 数控加工中心 数控加工中心能加工的最大规格为4000 mm *2000 mm4、 开槽机(铣槽机) 铣槽深度一般铣去铝板厚度的60%左右;铣槽角度有100、135、150三种;铣槽100用于常用折弯90,而铣槽135、150用于折弯小角度选用。如图三所示,
11、当ab且20a120、8b165时,折弯处无需铣槽,其他情况必须在x处铣槽加工(注意:a和b的尺寸均为板背的折弯线尺寸);图 三 铣槽时铣槽线距板边缘必须大于14mm。铣槽铝板开槽两端的缺口要向里移1mm;5、辊弧机 辊弧最长跨度L=3200mm,能辊最小半径R=150mm;当半径R 150mm,采用压弧。辊弧半径R500mm时,2.0mm铝单板折边L118mm;2.5mm铝单板折边L220mm;3.0mm铝单板折边L223mm;辊弧半径500mmR300mm时,2.0mm铝单板折边L116mm;2.5mm铝单板折边L218mm;3.0mm铝单板折边L220mm;辊弧半径300mmR150mm
12、时,2.0mm铝单板折边L115mm;2.5mm铝单板折边L216mm;3.0mm铝单板折边L217mm;从而得知铝板厚度越大,辊弧所允许的铝板折边高度也会相应增高;而半径越大,辊弧所允许的铝板折边高度也会相应增高。辊弧半径R大于5000mm以上时铝板折边可相对提高一些。滚弧半径R2000mm时折边上不打挂耳孔;对于批量板,1500Rb时)当同一个角度的两条折边方向不一致时,需采用全包边的方式。2、焊接方式 拼焊铝板注意将焊接位置尽量留在角部,避免在平面上焊接。 在转角搭接时候,尽量在阴角焊接。 圆弧板拼焊时,应在冲弧板减板厚,滚弧板减1mm的焊缝。而当半径小于150mm时,则压弧板减板厚,冲
13、弧折边减1mm的焊缝。 M形板超宽时,焊接方式如下:3、铣槽缺口铣槽铝板开槽两端的缺口要向里移1mm。 4、工艺卡编制 当铝板工艺存在非90折弯而图纸未标注角度以及焊接拼板时,应将工艺卡打印下发至车间(同一种板型打印一张即可)。八、后续工作: 1、 工艺审核:在做完下料单以及工艺,需将下料单打印出来,交予各工艺小组组长审核! 2、 工艺修改:审核完后若工艺有误,则需工艺员加以更改,并且最后自审一遍。 3、 调图编程:待工艺确认无误后,将其他图层隐藏,只保留工艺展开的外框,另存转化为dxf格式,通过R14/TT(CAD插件)软件将每个图单独存入一个CAD文件,调入文件夹(文件夹名称为该单单号),
14、通知编程组长,使其对该工程展开编程工作。 4、 制作数控表:待编程组编程完后,我们便对该单进行数控表制作;a、先将下料单的内容拷贝到数控表模板的技术部表。b、对输入区内容进行填充,其中长和宽应该工艺展开图的展开尺寸(建议规则板型尽量自己计算,这样可以检测工艺尺寸是否有错误)。 c、对过渡区的填充,若该单编为村田机床,则将编程输出的表前5列拷入过渡区的空白区域,若编为其他数控机床所用,则需自己输入对应的信息。若过渡区出现颜色变化,则制作有误,需慎重检查,确认无误后方可进行下一步操作。 d、对数控的填充:因为我们数控表模板,公式只包含50的序号。若该单超过50的序号,则需对该表往下拉伸至所需位置。
15、若序号超过235,则总下料面积工艺也需做相应的修改。因为数控表需打印,因此在打印之前需目测是否所有的信息都显示完全,若没有完全显示,则需做相应的更改。5、 文件输出:将下料单,数控表,交予相应人员签字完毕后下发到下一工序(将下料单交给档案管理员复印下发至车间,将数控表交给材料定额员排料)。6、 电子版文件归档:因为我们所制作的表格以及工艺电子版必须完全共享,因此需将所有文件放入指定的文件夹,对于下一步的工序的人才可以找到。 a 、下料单,信息更改单应放置在-CSJ031-ydjsb-工艺转换-该工程名称文件夹- b 、工艺展开图,编程输出文件,数控表放在-CSJ031-钣金工艺室-工艺文件-该工程名称文件夹 c 、调图文件应放置在-CSJ031-SK图-该工程名称文件夹
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
