《14寸楔形导光板常见生产异常及解决方法(精)》由会员分享,可在线阅读,更多相关《14寸楔形导光板常见生产异常及解决方法(精)(3页珍藏版)》请在装配图网上搜索。
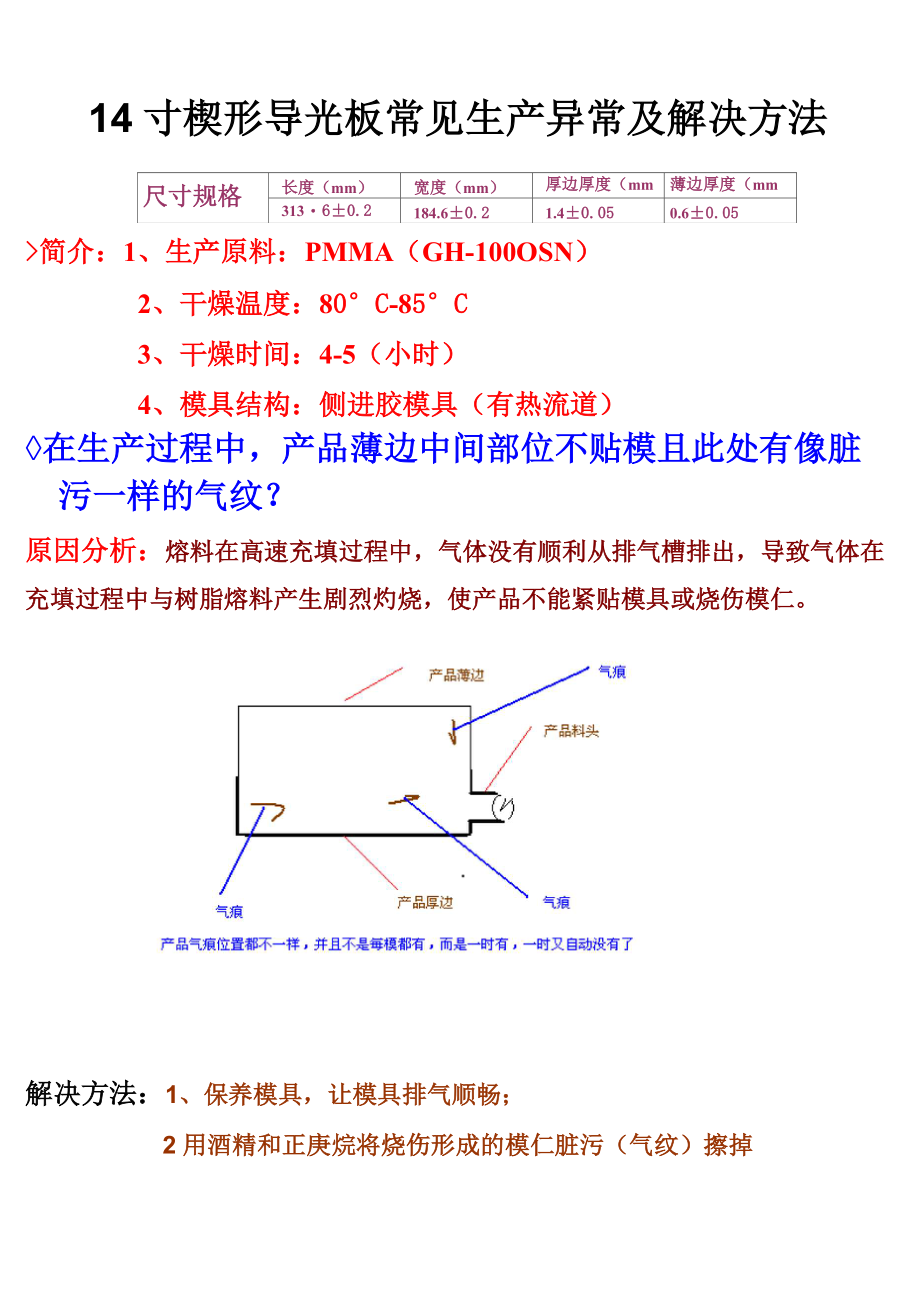
1、尺寸规格长度(mm)宽度(mm)厚边厚度(mm)薄边厚度(mm)31360.2184.60.21.40.050.60.0514寸楔形导光板常见生产异常及解决方法简介:1、生产原料:PMMA(GH-100OSN)2、干燥温度:80C-85C3、干燥时间:4-5(小时)4、模具结构:侧进胶模具(有热流道)在生产过程中,产品薄边中间部位不贴模且此处有像脏污一样的气纹?原因分析:熔料在高速充填过程中,气体没有顺利从排气槽排出,导致气体在充填过程中与树脂熔料产生剧烈灼烧,使产品不能紧贴模具或烧伤模仁。解决方法:1、保养模具,让模具排气顺畅;2用酒精和正庚烷将烧伤形成的模仁脏污(气纹)擦掉3、降低射出速度
2、,使树脂熔料在充填过程中的气体能够顺利排出;4、适当调节压缩力,让气体在充填过程中能顺利排出等。为什么14.0寸产品无论是镜面还是网面,脏污大多数出现在产品的厚边部位?原因分析:因为此产品属于楔形状(一边薄一边厚),在开模时厚边部位没有完全冷却定型,在开模时易造成网面拉伤或镜面拉伤。如图:解决方法:1、2、延长冷却时间,让产品完全冷却定型;降低熔料温度,从而降低熔料的粘性3、降低模温,让产品易冷却定型;4、降低射出速度,从而降低最高射出压力,使产品易脱模;5、增强模具排气,让气体顺利从模具排气槽排出,避免气体与熔料混乱在一起,产生剧烈的灼烧;6、加大保压压力,从而加强熔料结晶速度易冷却;7、降
3、低保压压力,让产品不易贴模过紧而导致取出时拉伤产品8、降低注射压力,(如:减小注射速度、提高热流道浇口温度)产品为什么14.0寸导光板产品胶口部位偶尔会有不贴模的现象,以致于造成产品在灯光检验的时候不贴模部位出现暗区,我们称之为“暗影”。从面影响产品的外观?尺寸规格:长:313.E0.2宽:184.ECi.2厚边厚度:1.40.05薄边厚度:0.E土0.05尺寸单位:mm此产品为楔形导光板,也就是一边厚一边薄,像一把菜R样的形状皺翳無影鑫警光下看到此处很薦麟聽欝鹦不槪出现癥設产品外叫出现原因分析:胶口不贴模部位处的保压压力太大,导致熔料在此处积得过多,在开模时出现拉模现象(脱离公模),从而在灯光检验下变成暗影。解决方法:1、降低控制胶口处的保压压力,让产品泄压好;2、降低模具温度,有利于产品快速冷却定型,易脱模;3、降低控制胶口处的射出速度和压力,让产品易贴模;4、降低压缩锁模力,加大保压压力,从而把产品压结实一点,这样冷却速度快,易脱离母模;5、保养模具,增强模具排气能力,让气体能够顺利排出,从而减少气体因排气不好混入熔料之中,产生更剧烈的灼烧,使熔料分解;等。
 14寸楔形导光板常见生产异常及解决方法(精)
14寸楔形导光板常见生产异常及解决方法(精)