 数控加工原理与加工过程
数控加工原理与加工过程

《数控加工原理与加工过程》由会员分享,可在线阅读,更多相关《数控加工原理与加工过程(8页珍藏版)》请在装配图网上搜索。
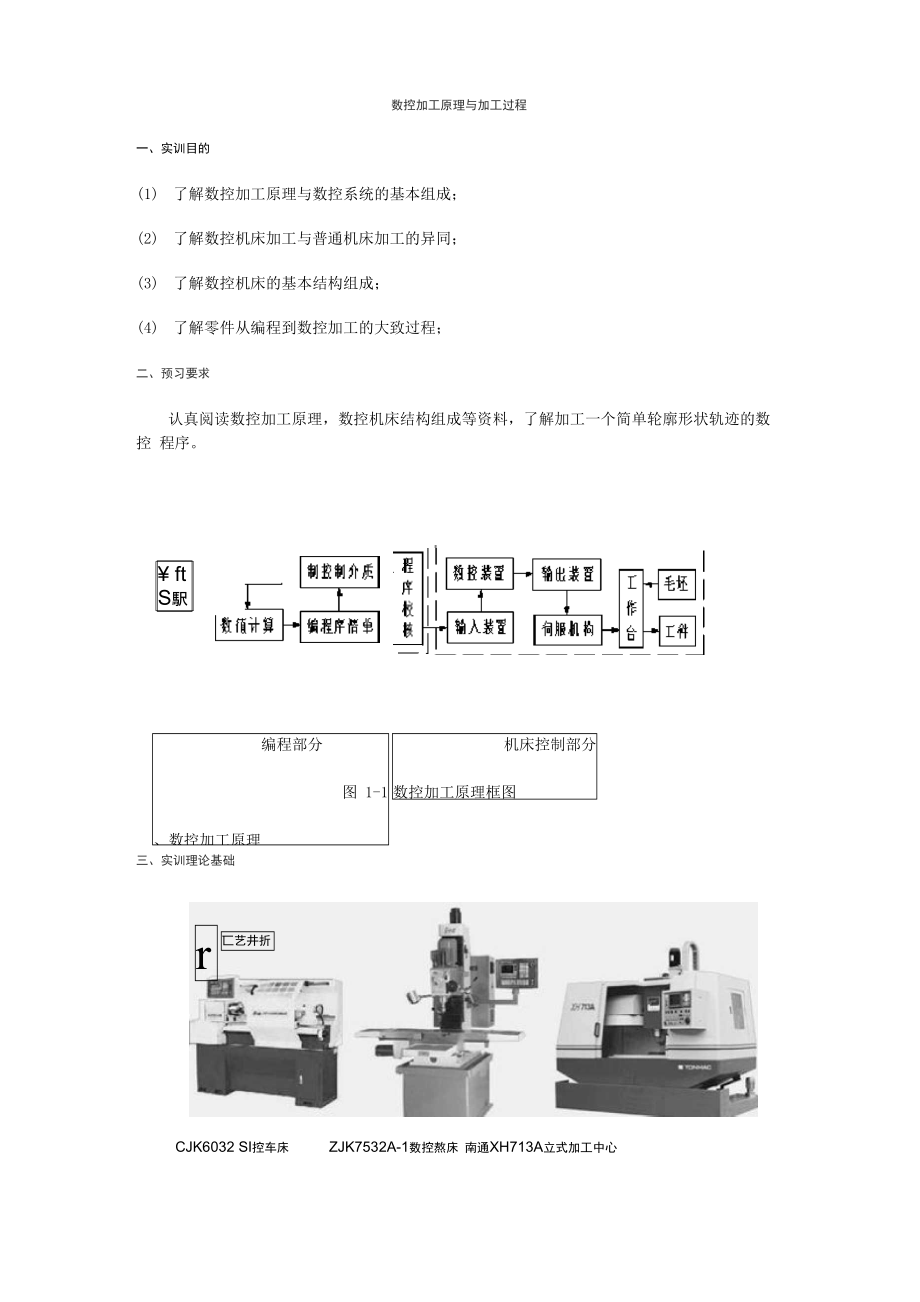
1、数控加工原理与加工过程一、实训目的(1) 了解数控加工原理与数控系统的基本组成;(2) 了解数控机床加工与普通机床加工的异同;(3) 了解数控机床的基本结构组成;(4) 了解零件从编程到数控加工的大致过程;二、预习要求认真阅读数控加工原理,数控机床结构组成等资料,了解加工一个简单轮廓形状轨迹的数控 程序。三、实训理论基础 ftS駅r匸艺井折编程部分图 1-1、数控加工原理机床控制部分数控加工原理框图CJK6032 SI控车床ZJK7532A-1数控熬床 南通XH713A立式加工中心图1-2数控加工机床采用数控机床加工零件时,只需要将零件图形和工艺参数、加工步骤等以数字信息的形式, 编成程序代码
2、输入到机床控制系统中,再由其进行运算处理后转成驱动伺服机构的指令信号,从 而控制机床各部件协调动作,自动地加工出零件来。当更换加工对象时,只需要重新编写程序代 码,输入给机床,即可由数控装置代替人的大脑和双手的大部分功能,控制加工的全过程,制造 出任意复杂的零件。2 、数控系统的基本组成(以GSK-980TD数控车、HNC-21M数控铣、JM650立式加工中心为例)数控机床一般由输入 / 输出设备、 CNC 数控装置、主轴单元、进给伺服驱动装置、可编程 控制器及电气控制装置、机床本体及位置检测装置(开环机床无)等组成。除机床本体外的部分 统称数控系统。总线b-14樓口CD日日日日冬昂?柞零件眾
3、库图1-3数控系统组成K氏賀申电檢itM单丹拓活器丰动檢露鞘人/ 显示虫元接口*運區屈确单斤DNCA/ 储出番口 直置总卿数控装置:HNC-21M数控铣机床采用华中数控“世纪星” HNC-21T/M数控装置,内置嵌入式工业PC 机、配置 7.7” 彩色液晶显示屏和通用工程面板,具故障诊断与报警、多种形式的图形加工轨 迹显示。集成进给轴接口、主轴接口、(手持单元接口)、内嵌式 PLC 接口于一体。具直线插 补、圆弧插补、螺纹切削、刀具补偿、宏程序等功能。由于采用 PC 机的管理机制,可外挂硬盘, 因此程序存贮容量可以非常大,容易实现大数据量程序的“海量”加工。JM650立式加工中心机床采用FAN
4、UC-Oi数控系统,能够控制的主要有X、Y、Z三坐 标轴的联动(包括移动量及移动速度的控制,能进行直线、圆弧的插补加工控制),具有 16 把 刀具的斗笠式刀库、采用气动换刀方式。程序存贮容量限制在 200K 以内,若需要进行大数据量 程序的加工,应采用 DNC 连线控制的模式。伺服 / 变频调速主轴单元:现代数控机床的主轴大多采用矢量控制的变频器配三相异步电动机的变频无级调速或直接 将主轴作为电机转子的“电主轴”形式。经济型数控机床的主轴变速还保留用传统的齿轮减速箱 的手动换挡变速形式,这类机床通常不接受 S 指令功能。也有些机床采用机械 - 液压的自动换 挡结构,此时若用 S 指令,其功能仅
5、在于控制吸合的电液阀的序号。进给轴伺服驱动单元:GSK-980TD 数控车(两轴联动控制)与 HNC-21M 数控铣(三轴联动控制)的进给轴采用雷 塞 M535 细分型步进驱动器和四相混合式步进电机,采用先进的双极性等角度恒力矩技术。可以 通过驱动器侧边的一排拨码开关选择细分精度,以及设置动、静态工作电流。由于没有位置传感 检测,各进给轴都是开环控制的,而工业生产型数控车(如济南一机的 CK616 )和数控铣(如 大连数控的XD40 )则采用交流伺服电机驱动的半闭环控制。JM650型加工中心机床的进给轴亦 采用半闭环控制,通过交流伺服电机上带的脉冲编码器进行角位移检测和反馈。输入 / 输出装置
6、:开关量输入 / 输出装置通过输入接线端子板和继电器板,作输入 / 输出接口的转接单元 用,以方便连接及提高可靠性。开关量控制是用于主轴启停、正反转、冷却液启停、刀架(刀库) 换刀等的信号开关控制。按下操作面板上的“循环启动”按钮后,就向 CNC 装置发出中断请求。一旦 CNC 装置所处 状态符合启动条件,则 CNC 装置就响应中断,控制程序转入相应的控制机床运动的中断服务程 序。进行插补运算,逐段计算出各轴的进给速度,插补轨迹等。并将结果输出到进给伺服控制接 口及其它输出接口,控制工作台(或刀具)的位移和其它辅助动作。这样机床就自动地按照零件 加工程序的要求进行切削运动。(a)两坐标数控车斥
7、(b)三坐标数控铢斥图1_4机床坐标系统3 、机床坐标系统及联动加工图1-5联动加工形式两坐标联动协工三坐标联动加工数控机床加工时的横向、纵向等进给量都是以坐标数据来进行控制的。象数控车床、数控线 切割机床等是属于两坐标控制的,数控铣床则是三坐标控制的,还有四坐标轴、五坐标轴甚至更 多的坐标轴控制的加工中心机床等。坐标联动加工是指数控机床的几个坐标轴能够同时进行移 动,从而获得平面直线、平面圆弧、空间直线、空间螺旋线等复杂加工轨迹的能力。当然也有一 些早期的数控机床尽管具有三个坐标轴,但能够同时进行联动控制的可能只是其中两个坐标轴, 那就属于两坐标联动的三坐标机床。象这类机床就不能获得空间直线
8、、空间螺旋线等复杂加工轨 迹。要想加工复杂的曲面,只能采用在某平面内进行联动控制,第三轴作单独周期性进给的“两 维半”加工方式。数控机床各坐标轴及其正方向的确定原则是: ( 1 )先确定 Z 轴。以平行于机床主轴的刀具运动坐标为 Z 轴, Z 轴正方向是使刀具远离工 件的方向。如立铣类,主轴箱的上、下或主轴本身的上、下即可定为 Z 轴,且是向上为正,若 主轴不能上下动作,则工作台的上、下便为 Z 轴,此时工作台向下运动的方向定为正向;对于 卧铣类,一般是工作台离开主轴前移为 +Z 方向;对于卧式车床,刀架拖板远离主轴朝尾座移动 为 +Z 方向。( 2 )再确定 X 轴。 X 轴为水平方向且垂直
9、于 Z 轴并平行于工件的装夹面。对于立铣或立式加工中心,工作台往左(刀具相对向右)移动为 X 正向。 对于卧铣或卧式加工中心,工作台往右(刀具相对向左)移动为 X 正向。对于数控车床,视刀架前后放置方式不同,其 X 正向亦不相同,但都是由轴心沿径向朝外的。( 3 )最后确定 Y 轴。在确定了 X 、 Z 轴的正方向后,即可按右手定则定出 Y 轴正方向。 对于立铣或立式加工中心,工作台往前(刀具相对向后)为 Y 正向。a )刀架后置式(b)刀架前置式图 1-6 车床坐标系统对于卧铣或卧式加工中心,主轴箱带动刀具向上移动为 Y 正向。机床坐标系的原点是由厂家确定的,用户一般不可更改,它是由回参考点
10、操作建立起来的。 很多机床都将参考点和机床原点设为同一点,所以回参考点也叫“回零”。参考点的位置通常都 设在各轴的正向行程极限附近,也有厂家将个别轴设在负向极限附近。图 1-7 机床坐标原点与参考点GSK-980TD 数控车(两轴联动控制)与 HNC-21M 数控铣(三轴联动控制)及型加工中心机 床的机床原点和参考点重合,都是设在各轴的正向行程极限附近,其位置是通过档铁和行程开关 来确定。由于自动换刀位置调整的需要,加工中心机床(如JM650 )还设有第二参考点作为换 刀要求位置。四、实训仪器及设备(1) GSK-980TD 数控车床 1 台(2) XK712 数控铣床 1 台(3) HNC-
11、21M 数控铣床 1 台(4) JM650 立式加工中心 1 台(5) 120x100x20 加工毛坯料 2 块(6) 40x200圆形棒料2根(7) 压板螺钉等基本装夹工具、刀具 1 套五、实训内容及步骤(1) 数控车削加工过程的认识(2) 数控铣削加工过程的认识(3) 加工中心加工过程的认识(4) 加工中心换刀过程的认识步骤:(1) 针对一个简单的阶梯轴零件,先进行编程、程序输入,然后利用数控车床将其加工出来。了 解数控车床的控制轴数、手动操作和自动运行的过程。(2) 针对一个简单的矩形轮廓零件,先进行编程、程序输入,然后利用数控铣床将其加工出来。 了解数控铣床的控制轴数,联动轴数,走直线
12、、圆弧的指令,主轴启停等的控制代码。(3) 针对一个简单的矩形带孔零件,先进行编程、程序输入,然后利用加工中心机床将其加工出 来。了解加工中心的控制轴数、联动轴数、自动换刀方法、切削液的指令控制代码等。性能特征 机床类型型号控制 轴数联动 轴数主轴 变速换刀 方式数控系统插补 能力加工 适应性常用指令 代码数控车床直线顺圆逆圆数控铣床正转反转停转加工中心冷却开冷却关换刀普通机床进给速 度六、注意事项:(1) 数控机床加工时操作面板端和机床主轴端的操作尽量由一人进行操作,以避免发生多人操作 时相互间配合失误而引起事故。多人操作时一定要注意相互间的配合。(2) 机床自动加工时要注意安全,最好把防护门关上。(3) 注意操作规程和先后操作顺序。七、实训报告要求:(1) 对观察到的机床型号作记录,说明它们所代表的意义。(2) 对了解到的数控机床的传动及工作台拖板的运动控制和普通机床进行比较。(3) 写出所了解到的直线、圆弧控制,主轴启停和切削液启停,自动换刀的基本指令代码。(4) 根据所了解知识,认真填写上表。(5) 简要说明用数控机床加工一个零件的大致过程。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
