《手工锡焊典型工艺》由会员分享,可在线阅读,更多相关《手工锡焊典型工艺(5页珍藏版)》请在装配图网上搜索。
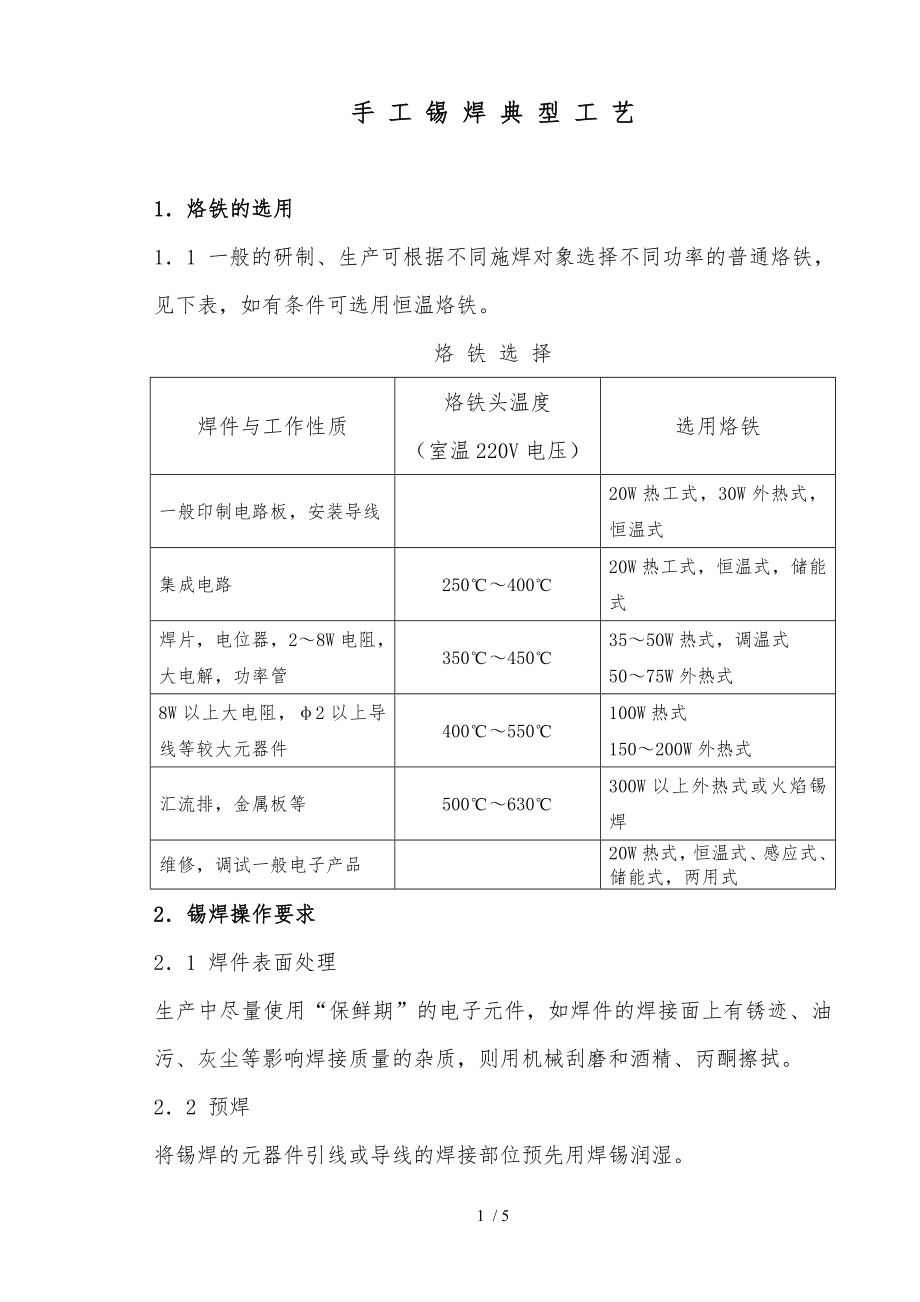
1、手 工 锡 焊 典 型 工 艺1烙铁的选用11 一般的研制、生产可根据不同施焊对象选择不同功率的普通烙铁,见下表,如有条件可选用恒温烙铁。烙 铁 选 择焊件与工作性质烙铁头温度(室温220V电压)选用烙铁一般印制电路板,安装导线20W热工式,30W外热式,恒温式集成电路25040020W热工式,恒温式,储能式焊片,电位器,28W电阻,大电解,功率管3504503550W热式,调温式5075W外热式8W以上大电阻,2以上导线等较大元器件400550100W热式150200W外热式汇流排,金属板等500630300W以上外热式或火焰锡焊维修,调试一般电子产品20W热式,恒温式、感应式、储能式,两用
2、式2锡焊操作要求21 焊件表面处理生产中尽量使用“保鲜期”的电子元件,如焊件的焊接面上有锈迹、油污、灰尘等影响焊接质量的杂质,则用机械刮磨和酒精、丙酮擦拭。22 预焊将锡焊的元器件引线或导线的焊接部位预先用焊锡润湿。23 不要用过量的焊剂,如使用带松香芯的焊丝,则无需涂焊剂。24 保持烙铁头的清洁为避免氧化物堆积在烙铁头表面形成隔热层,使烙铁头失去加热作用,影响焊接质量,应随时清理烙铁头。25加热要靠焊锡桥所谓焊锡桥,就是靠烙铁上保留少量焊锡作为加热时烙铁头与焊件之间传热的桥梁。通过焊锡桥的作用,可以缩短元器件的受热时间。不可用烙铁对焊点加力,否则易造成元件失效。26 焊锡量要适宜过量的焊锡不
3、但浪费了较贵的焊锡,而且增加了焊接时间,相应降低了工作速度。更为严重的是在高密度的电路中,过量的焊锡容易造成不易觉察的短路。焊锡过少不能形成牢固的结合,降低焊点强度,特别是在板上焊导线时,焊锡不足往往造成导线脱落。27 焊件要固定在焊锡凝固之前不要使焊件移动,特别是用镊子夹住焊件时一定要等焊锡凝固再移去镊子,以免造成“冷焊”。所谓冷焊外观现象是表面无光泽呈豆渣状;焊点部结构疏松,容易有气隙和裂缝,造成焊点强度降低,导电性能差。28 烙铁撤离烙铁撤离要与时,角度为轴向45撤离。撤烙铁时轻轻旋转一下,可保持焊点适当的焊料。3对焊点的要求与外观检查31 对焊点的要求可靠的电连接;足够的机械强度;光洁
4、整齐的外观。32 典型焊点外观与检查321焊点的外观要求元件引线半弓形凹下薄而均匀可见导线轮廓平滑过渡b铜箔aa=(11.2)b基板接线端子导线1)外形以焊接导线为中心,匀称,成裙形拉开。2)焊料的连接面呈半弓形凹面,焊料与焊件交界处平滑,接触角尽可能小。3)表面有光泽且平滑。4)无裂纹、针孔、夹渣。322 外观检查采用目测(或借助放大镜、显微镜观测)焊点是否符合上述标准,同时还应检查以下各点1)是否有漏焊。2)焊料是否有拉尖。3)焊料是否引起焊点短路(即所谓“桥接”)。4)导线与元器件绝缘层是否损伤。5)焊料是否有飞溅。6)用指触,镊子拨动,拉线等方法检查有无导线断线,焊盘剥离等缺陷。323
5、 常见焊点缺陷与分析焊点缺陷外见特点危害原因分析焊料面呈凸形浪费焊料,且可能包藏缺陷焊丝撤离过迟焊料未形成平滑面机械强度不足焊丝撤离过早焊点中夹有松香渣强度不足,导通不良,有可能时通时断1加焊剂过多,或已失效。2焊接时间不足,加热不足3表面氧化膜未去除焊点发白,无金属光泽,表面较粗糙1焊盘容易剥落,强度降低。2造成元器件失效损坏烙铁功率过大加热时间过长表面呈豆腐渣状颗粒,有时可有裂纹强度低,导电性不好焊料未凝固时焊件抖动焊料与焊件交界面接触角过大,不平滑强度低,不通或时通时断1焊件清理不干净2助焊剂不足或质量差3焊件未充分加热焊锡未流满焊盘强度不足1焊料流动性不好2助焊剂不足或质量差3加热不足导线或元器件引线可移动导通不良或不导通1焊锡未凝固前引线移动造成空隙2引线未处理好(润湿不良或不润湿)焊点缺陷外见特点危害原因分析出现尖端外观不佳,容易造成桥接现象1加热不足2焊料不合格相邻导线搭接电气短路1焊锡过多2烙铁施焊撤离方向不当目测或放大镜可见有孔焊点容易腐蚀焊盘孔与引线间隙过大引线根部有时有焊料隆起,部藏有空洞暂时导通但长时间容易引起导通不良引线与孔间隙过大或引线润湿性不良焊点剥落(不是铜箔剥落)断路焊盘镀层不良拟制:5 / 5
 手工锡焊典型工艺
手工锡焊典型工艺