《轴在粗车外圆后,精车外圆的加工余量》由会员分享,可在线阅读,更多相关《轴在粗车外圆后,精车外圆的加工余量(3页珍藏版)》请在装配图网上搜索。
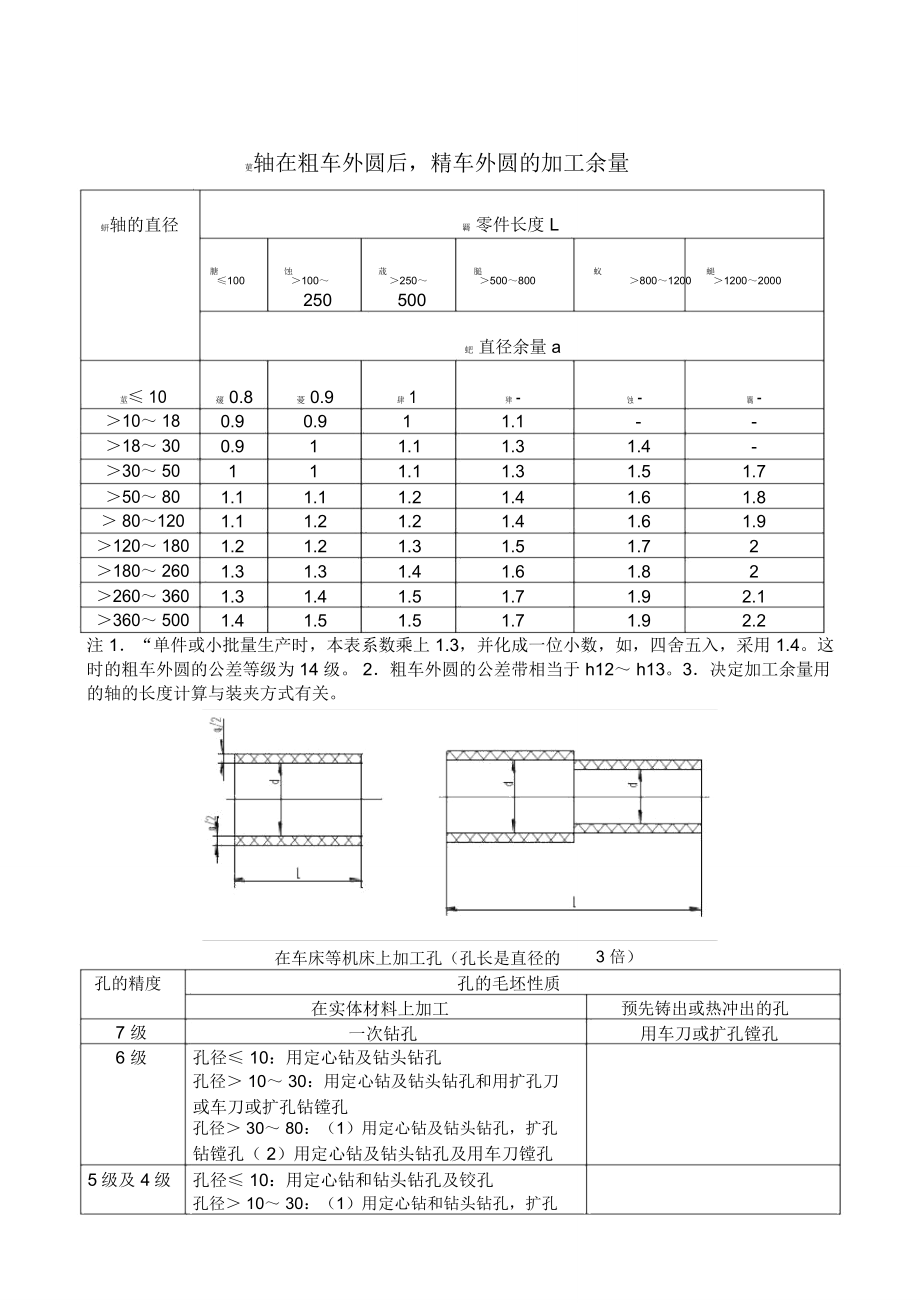
1、莄轴在粗车外圆后,精车外圆的加工余量蚈轴的直径羇 零件长度 L膅蚀荿膇蚁螁100100250500800800120012002000250500蚆 直径余量 a莁 10蕿 0.8薆 0.9肆 1肂 -蚀 -羈 -10 180.90.911.1-18 300.911.11.31.4-30 50111.11.31.51.750 801.11.11.21.41.61.8 801201.11.21.21.41.61.9120 1801.21.21.31.51.72180 2601.31.31.41.61.82260 3601.31.41.51.71.92.1360 5001.41.51.51.71.
2、92.2注 1“单件或小批量生产时,本表系数乘上 1.3,并化成一位小数,如,四舍五入,采用 1.4。这时的粗车外圆的公差等级为 14 级。 2粗车外圆的公差带相当于 h12 h13。3决定加工余量用的轴的长度计算与装夹方式有关。孔的精度在车床等机床上加工孔(孔长是直径的孔的毛坯性质3 倍)7 级6 级5级及 4级在实体材料上加工一次钻孔孔径 10:用定心钻及钻头钻孔孔径 10 30:用定心钻及钻头钻孔和用扩孔刀或车刀或扩孔钻镗孔孔径 30 80:(1)用定心钻及钻头钻孔,扩孔钻镗孔( 2)用定心钻及钻头钻孔及用车刀镗孔孔径 10:用定心钻和钻头钻孔及铰孔孔径 10 30:(1)用定心钻和钻头
3、钻孔,扩孔预先铸出或热冲出的孔用车刀或扩孔镗孔及铰孔( 2)用定心钻和钻头钻孔,用车刀或扩孔刀镗孔及铰孔;(3)孔径 30 80:(1)用定心钻及钻头钻孔,扩孔钻镗孔( 2)用定心钻及钻头钻孔及用车刀镗孔3级及 2级1 级精车端端面的加工余量轴的直径零件长度 L18 185050120120260260500 500余量 a300.50.60.70.811.230500.50.60.70.811.2 501200.70.70.811.21.21202600.80.8111.21.4260500111.21.21.41.55001.21.21.41.41.51.7长度公差-0.2-0.2-0.4
4、-0.5-0.6-0.8磨车端端面的加工余量轴的直径零件长度 L18 185050120120260260500 500余量 a300.20.30.30.40.50.630500.30.30.40.40.50.6 501200.30.30.40.50.60.61202600.40.40.50.50.60.72605000.50.50.50.60.70.75000.60.60.60.70.80.8长度公差-0.12-0.12-0.23-0.3-0.6-0.5以下无正文仅供个人用于学习、研究;不得用于商业用途。 , .For personal use only in study and research; not for commercial use.Nur f r den pers?nlichen f r Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l tude et la recherche uniquement des fins personnelles; pas des fins commerciales.
 轴在粗车外圆后,精车外圆的加工余量
轴在粗车外圆后,精车外圆的加工余量