 三菱PLC编程实例
三菱PLC编程实例

《三菱PLC编程实例》由会员分享,可在线阅读,更多相关《三菱PLC编程实例(22页珍藏版)》请在装配图网上搜索。
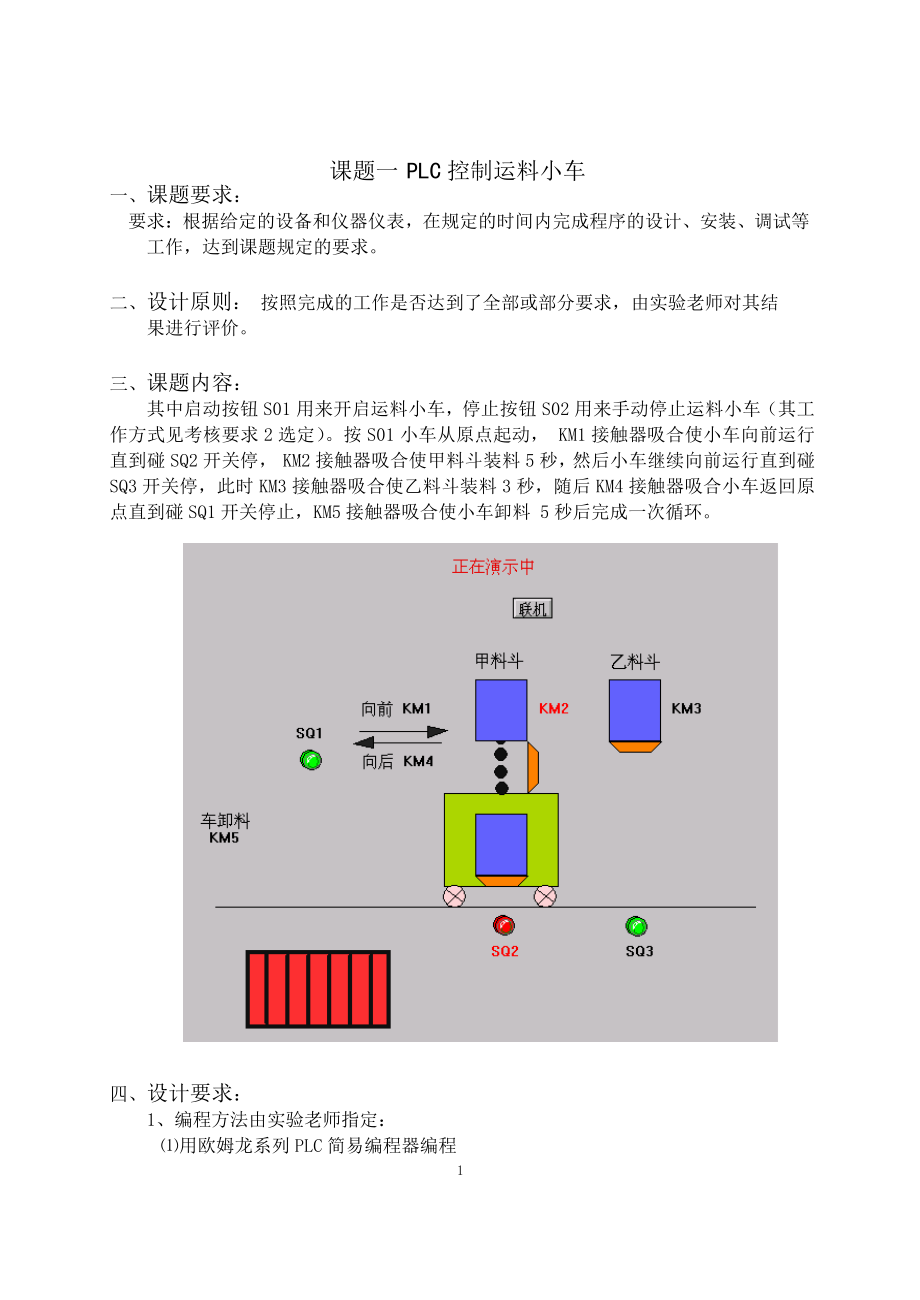
1、一、课题要求:课题一 PLC 控制运料小车要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等 工作,达到课题规定的要求。二、设计原则: 按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、课题内容:其中启动按钮 S01 用来开启运料小车,停止按钮 S02 用来手动停止运料小车(其工 作方式见考核要求 2 选定)。按 S01 小车从原点起动, KM1 接触器吸合使小车向前运行 直到碰 SQ2 开关停, KM2 接触器吸合使甲料斗装料 5 秒,然后小车继续向前运行直到碰 SQ3 开关停,此时 KM3 接触器吸合使乙料斗装料 3 秒,随后 KM4 接触器吸
2、合小车返回原 点直到碰 SQ1 开关停止,KM5 接触器吸合使小车卸料 5 秒后完成一次循环。四、设计要求:1、编程方法由实验老师指定:用欧姆龙系列 PLC 简易编程器编程1用计算机软件编程2、工作方式:A小车连续循环与单次循环可按 S07 自锁按钮进行选择,当 S07 为“0”时小车 连续循环,当 S07 为“1”时小车单次循环;B小车连续循环,按停止按钮 S02 小车完成当前运行环节后,立即返回原点,直 到碰 SQ1 开关立即停止;当再按启动按钮 S01 小车重新运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 则小车完成一次循环后才能 停止;3、按工艺要求画出控制流程图;4、
3、写出梯形图程序或语句程序;5、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置:输入设备输入端口编号接考核箱对应端口启动按钮 S010000SO1停止按钮 S020001SO2开关 SQ10002电脑和 PLC 自动连接开关 SQ20003电脑和 PLC 自动连接开关 SQ30004电脑和 PLC 自动连接选择按钮 S070005S07输出设备输出端口编号接考核箱对应端口向前接触器 KM11000H01甲卸料接触器 KM21001H02乙卸料接触器 KM31002H03向后接触器 KM41003H04车卸料接触器 K
4、M51004H052六、问题:小车工作方式设定:A小车连续循环与单次循环可按 S07 自锁按钮进行选择,当 S07 为“0”时小车连 续循环,当 S07 为“1”时小车单次循环;B小车连续循环,按停止按钮 S02 小车完成当前运行环节后,立即返回原点,直到 碰 SQ1 开关立即停止;当再按启动按钮 S01 小车重新运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 小车完成一次循环后才能停止。1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序3、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入及调试。(1)小车连续循环与单次循环用 S07 选择,当 S07(0005)
5、= 0 时小车连续循环, 当其等于 1 时,小车单次循环。(2)小车连续循环,按停止按钮 S02(0001),小车一次循环后回到原点,遇 SQ1 停止,再按启动按钮 S01(0000)小车重新运行(3)连续三次循环由 CNT03 计数,中途按 S02 小车完成一次循环后停止4、书面说明:(1)PLC 有哪些特点? 可靠性高,抗干扰能力强 配套齐全,功能完善,适用性强 易学易用,深受工程技术人员欢迎 系统的设计、建造工作量小,维护方便,容易改造 体积小,重量轻,能耗低(2)为什么 PLC 的触点可以使用无数次。PLC 里的一个“继电器”其实只是 PLC 内部寄存器的一个位,当你在程序中用到该继电
6、器 时,只是重复的对存储器中的相应位作“读”操作。并不像我们平时所说的继电器那样有 线圈和触点。虽然初学时可以那样理解,但要知道它们的区别。3控制流程图梯形图4一、课题要求:课题二PLC 控制混料罐要求:根据给定的设备和仪器仪表,完成程序的设计、安装、调试等工作,达到课 题规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、课题内容:、有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料 出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关 SI1、SI4、SI6, 分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处
7、有一只装有磁钢的浮 球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。见下图:在操作面板(见考核箱)设有一个混料配方选择开关 S07,用于选择配方或配方。设有一个起动按钮 S01,当按动 S01 后,混料罐就按给定的工艺流程开始运行。设 有一个停止按钮 S02 作为流程的停运开关(其工作方式见考核要求 2 选定);循环选择 开关 S08 作为流程的连续循环与单次循环的选择开关。5、混料罐的工艺流程按起动按钮 S01SI4 中液位有信号初始状态所有泵均关闭进料泵 1 打开S07=1 选配方 1:进料泵 1 关,进料泵 2 开S07=0 选配方 2:进料泵 1、2 均开延时 3 秒到
8、泵 1、2 关,混料泵打开SI1 低液位有信号SI6 高液位有信号进料出料泵开、至中液位混料泵关 混料泵关、出料泵开四、设计要求:为止,此时出料泵失电完成一次循环。1、编程方法由实验老师指定:用欧姆龙系列 PLC 简易编程器编程用计算机软件编程2、工作方式:A混料罐连续循环与单次循环可按 S08 自锁按钮进行选择,当 S08 为“0”时混 料罐连续循环,当 S08 为“1”时混料罐单次循环;B混料罐连续循环,按停止按钮 S02 混料罐立即停止;当再按启动按钮 S01,混 料罐继续运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 混料罐完成一次循环后才能 停止;3、按工艺要求画出控制
9、流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置输入设备输入端口编号接考核箱对应端口高液位检测开关 SI60000电脑和 PLC 自动连接中液位检测开关 SI40001电脑和 PLC 自动连接低液位检测开关 SI10002电脑和 PLC 自动连接起动按钮 S010003S01停止按钮 S020004S02配方选择开关 S070005S07循环选择开关 S080006S08输出设备输出端口编号接考核箱对应端口进料泵 11000H01进料泵 21001H02混料泵1002H03出
10、料泵1003H046六、问题:工作方式设定:A混料罐连续循环与单次循环可按 S08 自锁按钮进行选择,当 S08 为“0”时混 料罐连续循环,当 S08 为“1”时混料罐单次循环;B混料罐连续循环,按停止按钮 S02 混料罐立即停止;当再按启动按钮 S01,混 料罐继续运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 混料罐完成一次循环后才能 停止;1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序:3、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入及调试。(1) 混料罐连续循环与单次循环可按 S08 自锁按钮进行选择,当 S08 为“0”时混料 罐连续循环,当
11、S08 为“1”时混料罐单次循环;(2)混料罐连续循环,按停止按钮 S02 混料罐立即停止;当再按启动按钮 S01,混料罐 继续运行;(3)连续作 3 次循环后自动停止,中途按停止按钮 S02 混料罐完成一次循环后才能停 止;4、书面说明:简述 PLC 梯形图“能流”的概念。 梯形图中的“能流”不是实际意义的电流,而是“概念”电流,是用户程序解算中满足 输出执行条件的形象表示方式。“能流”只能从左向右流动。简述可编程序控制器梯形图基本结构的组成。 基本结构由左、右母线,各类触点符号、各类线圈符号、文字符号和表示能流的连线、节 点组成。7一、课题要求:课题三 PLC 控制机械滑台要求:根据给定的
12、设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题 规定的要求。二、设计原则: 按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:机械滑台上带有主轴动力头,在操作面板上装有起动按钮 S01、停止按钮 S02(其工作方式见设计要求 2 选定)。工艺流程如下:8、当工作台在原始位置时,按下循环启动按钮 S01,电磁阀 YV1 得电,工作台快进,同时由接触器 KM1 驱动的动力头电机 M 起动。、当工作台快进到达 A 点时,行程开关 SI4 压合,YV1、YV2 得电,工作台由快进 切换成工进,进行切削加工。、当工作台工进到达 B 点时,SI6 动作,工进结束,
13、YV1、YV2 失电,同时工作台 停留 3 秒钟,当时间到,YV3 得电,工作台作横向退刀,同时主轴电机 M 停转。、当工作台到达 C 点时,行程开关 SI5 压合,此时 YV3 失电,横退结束,YV4 得 电,工作台作纵向退刀。、工作台退到 D 点碰到开关 SI2,YV4 失电,纵向退刀结束,YV5 得电,工作台横 向进给直到原点,压合开关 SI1 为止,此时 YV5 失电完成一次循环。四、设计要求:1、编程方法由实验老师指定:用欧姆龙系列 PLC 简易编程器编程用计算机软件编程2、工作方式:A机械滑台连续循环与单次循环可按 S07 自锁按钮进行选择,当 S07 为“0”时 机械滑台连续循环
14、,当 S07 为“1”时机械滑台单次循环;B机械滑台连续循环,按停止按钮 S02 机械滑台立即停止运行,当再按启动按钮 S01,机械滑台继续运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 机械滑台立即停止运行, 并按原路径返回,直到压合开关 SI1 才能停止;当再按启动按钮 S01,机械滑台重新计数运行。93、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序 ;5、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置:输入设备输入端口编号接考核箱对应端口启动按钮 S010000S01停止按钮 S020
15、001S02行程开关 SI10002电脑和 PLC 自动连接行程开关 SI40003电脑和 PLC 自动连接行程开关 SI60004电脑和 PLC 自动连接行程开关 SI50005电脑和 PLC 自动连接行程开关 SI20006电脑和 PLC 自动连接选择按钮 S070007S07输出设备输出端口编号接考核箱对应端口主轴电机接触器 KM11000H01电磁阀 YV11001H02电磁阀 YV21002H03电磁阀 YV31003H04电磁阀 YV41004H05电磁阀 YV51005H06六、问题:工作方式由实验老师设定:A机械滑台连续循环与单次循环可按 S07 自锁按钮进行选择,当 S07
16、为“0”时 机械滑台连续循环,当 S07 为“1”时机械滑台单次循环;B机械滑台连续循环,按停止按钮 S02 机械滑台立即停止运行,当再按启动按 钮 S01,机械滑台继续运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 机械滑台立即停止运行,并按原路径返回,直到压合开关 SI1 才能停止;当再按启动按钮 S01,机械滑台重 新计数运行。1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序 :3、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入及调试。(1)机械滑台连续循环与单次循环可通过 S07(0007)自锁按钮进行选 择, S07=0 时连续循环;S07=1 时单
17、次循环。10(2)机械滑台连续循环,按停止按钮 S02(0001)机械滑台立即停止运行,再按启动按钮 SO1,滑台继续运作。(3)连续三次循环后自动停止,中途按 S02,滑台立即停止运作,并按 原路返回,知道压合开关 SI1(0002)才能停止,再按启动按钮 S01,滑 台重新计数运行。4、书面说明:什么情况下允许双线圈输出?PLC 双线圈输出的规则,一般情况下不允许出现双线圈输出,在三种特定的条件 下允许双线圈输出。合理使用双线圈输出可以解决程序设计中的一些问题,还可以 减少执行程序的时间PLC 机与继电控制系统之间有哪些差异? “继电器控制系统”已不适应需要,究其原因是: 动作缓慢;寿命短
18、、可靠性差;体积大、耗电多;设计制造周期长、程序修改费时;不能实现与计算机对话。1112课题四 PLC 控制机械手一、课题要求:要求:根据给定的设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题 规定的要求。二、设计原则: 按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:1、机械手“取与放”搬运系统,定义原点为左上方所达到的极限位置,其左限 位开关闭合,上限位开关闭合,机械手处于放松状态。2、搬运过程是机械手把工件从 A 处搬到 B 处。3、上升和下降,左移和右移均由电磁阀驱动气缸来实现。4、当工件处于 B 处上方准备下放时,为确保安全,用光电开关检测
19、B 处有无工 件。只有在 B 处无工件时才能发出下放信号。5、机械手工作过程:启动机械手下降到 A 处位置夹紧工件夹住工件上升到 顶端机械手横向移动到右端,进行光电检测下降到 B 处位置机械手放松,把 工件放到 B 处机械手上升到顶端机械手横向移动返回到左端原点处。13四、设计要求:1、编程方法由实验老师指定:用欧姆龙系列 PLC 简易编程器编程用计算机软件编程2、工作方式:A机械手连续循环与单次循环可按 S08 自锁按钮进行选择,当 S08 为“0”时机 械手连续循环,当 S08 为“1”时机械手单次循环;B机械手连续循环,按停止按钮 S02 机械手立即停止;当再按启动按钮 S01,机 械手
20、继续运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 机械手完成一次循环后才能 停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序 ;5、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置输入设备输入端口编号接考核箱对应端口启动按钮 S010010S01停止按钮 S020011S02下降到位 ST00002电脑和 PLC 自动连接夹紧到位 ST10003电脑和 PLC 自动连接上升到位 ST20004电脑和 PLC 自动连接右移到位 ST30005电脑和 PLC 自动连接放松到位 ST4000
21、6电脑和 PLC 自动连接左移到位 ST50007电脑和 PLC 自动连接光电检测开关 S070000S07循环选择开关 S080001S08输出设备输出端口编号接考核箱对应端口下降电磁阀 KT01000H01上升电磁阀 KT11001H02右移电磁阀 KT21002H03左移电磁阀 KT31003H04夹紧电磁阀 KT41004H0514六、问题:工作方式由实验老师设定:A机械手连续循环与单次循环可按 S08 自锁按钮进行选择,当 S08 为“0”时机 械手连续循环,当 S08 为“1”时机械手单次循环;B机械手连续循环,按停止按钮 S02 机械手立即停止;当再按启动按钮 S01,机 械手继
22、续运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 机械手完成一次循环后才能 停止;1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序 :3、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入及调试。(1) 机械手连续循环与单次循环可按 S08 自锁按钮进行选择,当 S08 为“0”时机械 手连续循环,当 S08 为“1”时机械手单次循环;(2)机械手连续循环,按停止按钮 S02 机械手立即停止;当再按启动按钮 S01,机械手 继续运行;(3)连续作 3 次循环后自动停止,中途按停止按钮 S02 机械手完成一次循环后才能停 止。4、书面说明:简述可编程序控制器梯形图基
23、本结构的组成。PLC 机内部有哪些等效元件?PLC 机内部有许多具有不同功能的器件,实际上这些器件是由电子电路和存储器组 成的。为了把它们与通常的硬器件分开,称之为软器件或等效元件,有 X、Y、T、C、 M、S、D、V/Z 等等效元件。1516一、课题要求:课题五 PLC 控制红绿灯信号要求:根据给定的设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题 规定的要求。二、设计原则: 按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:设置一个控制开关 S01,当它接通时,信号灯控制系统开始工作,且先南北红灯亮, 东西绿灯亮。设置一个控制开关 S02,其工作方式
24、见设计要求 2 选定。工艺流程如下:1、南北红灯亮并保持 15 秒,同时东西绿灯亮,但保持 10 秒,到 10 秒时东西绿灯 闪亮 3 次(每周期 1 秒)后熄灭;继而东西黄灯亮,并保持 2 秒,到 2 秒后,东西黄灯 熄灭,东西红灯亮,同时南北红灯熄灭和南北绿灯亮。2、东西红灯亮并保持 10 秒。同时南北绿灯亮,但保持 5 秒,到 5 秒时南北绿灯闪 亮 3 次(每周期 1 秒)后熄灭;继而南北黄灯亮,并保持 2 秒,到 2 秒后,南北黄灯熄 灭,南北红灯亮,同时东西红灯熄灭和东西绿灯亮。3、上述过程作一次循环;当强制按钮 S03 接通时,南北黄灯和东西黄灯同时亮, 并不断闪亮(每周期 2
25、秒);同时将控制台指示灯点亮并关闭信号灯控制系统。控制台 指示灯及强制闪烁的黄灯在下一次启动时熄灭。17四、设计要求:1、编程方法由实验老师指定:用欧姆龙系列 PLC 简易编程器编程用计算机软件编程2、工作方式:A红绿灯连续循环与单次循环可按 S07 自锁按钮进行选择,当 S07 为 0 时红绿灯 连续循环,当 S07 为 1 时红绿灯单次循环;B红绿灯连续循环,按停止按钮 S02 红绿灯立即停止;当再按启动按钮 S01 红绿 灯重新运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 红绿灯完成一次循环后才能 停止。3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序 ;5、用
26、欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置输入设备输入端口编号接考核箱对应端口启动按钮 S010000SO1停止按钮 S020001SO2选择循环方式按钮 S070002S07强制按钮 S030003S03输出设备输出端口编号接考核箱对应端口南北红灯1000H01东西绿灯1001H02东西黄灯1002H03东西红灯1003H04南北绿灯1004H05南北黄灯1005H06控制台指示灯1006H0718六、问题:红绿灯工作方式由实验老师设定:A红绿灯连续循环与单次循环可按 S07 自锁按钮进行选择,当 S07 为
27、0 时红绿灯 连续循环,当 S07 为 1 时红绿灯单次循环;B红绿灯连续循环,按停止按钮 S02 红绿灯立即停止;当再按启动按钮 S01 红绿 灯重新运行;C连续作 3 次循环后自动停止,中途按停止按钮 S02 红绿灯完成一次循环后才能 停止。1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序 :3、用欧姆龙系列 PLC 简易编程器或计算机软件进行程序输入及调试。(1) 红绿灯连续循环与单次循环可按 S07 自锁按钮进行选择,当 S07 为 0 时红绿灯连 续循环,当 S07 为 1 时红绿灯单次循环;(2)红绿灯连续循环,按停止按钮 S02 红绿灯立即停止;当再按启动按钮 S01
28、红绿灯 重新运行;(3)连续作 3 次循环后自动停止,中途按停止按钮 S02 红绿灯完成一次循环后才能停 止。4、书面说明:根据原理图画出相应的 PCI/O 接线图。简述节点和梯级的含义。 节点是触点的逻辑关系表示;梯级则是表示一段逻辑关系的刷新或输出。1920课题六 PLC 控制全自动洗衣机一、课题要求:要求:根据给定的设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题 规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:1.设计带有洗涤方式选择、水位选择的全自动洗衣机控制程序(一洗二漂),要求如下: 全自动洗衣机通过三个开关 Q
29、S、SB1、SB2 对洗衣机的洗涤过程进行控制;QS 是系统运行控制开关,控制整个洗衣过程。SB1 是洗涤方式选择按钮,控制强洗/弱洗两种洗 涤方式的切换,即按一下,进入强洗状态,再按一下,又进入弱洗状态,如此反复循环。 SB2 是运行/暂停两种状态的选择按钮,即按一下,进入运行状态,再按一下,又进入暂 停状态,如此反复循环。洗涤水位由机械方式实现控制,通过转换开关设置各种洗涤水 位,由检测开关输出触点“通”、“断”信号,表示“水位到(ON)”以及“水排空(OFF)” 两种状态。洗衣程序必须经过一洗二漂,洗衣结束,报警提示 10 秒。整个工作过程, 参见工作流程框图。2.动作要求如下: 洗衣机的进水、排水分别由进入电磁阀和排水电磁阀执行。 洗涤正转、反转由洗涤电机驱动波盘正、反转来实现。 脱水时,由脱水电磁离合器合上、排水电磁阀吸合,洗涤电机正转进行甩干。 洗涤完成由蜂鸣器报警。3.洗衣机所需要的输入/输出信号有:名称符号名称符号启动按钮SA暂停状态指示LED1停止按钮SB1运行状态指示LED2水位到/未排空检测开关ST1进水电磁阀YV1强洗/弱洗选择按钮SB2排水电磁阀YV2运行/暂停选择按钮SB3电动机正转接触器KM1电动机反转接触器KM2强洗选定指示LED3蜂鸣器HA弱洗选定指示LED4脱水电磁阀YC2122
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 幼儿园绘本故事当我睡不着的时候课件
- 人教版小学五年级品德与社会上册《五十六个民族五十六朵花》ppt课件
- 人教版小学一年级音乐下册红眼睛绿眼睛ppt课件
- 人教版小学数学四年级上册《数学广角》ppt课件
- 幼儿园优质课件小猫的生日
- 幼儿园科学活动区创设与材料投放课件
- 人教版小学四年级音乐小螺号ppt课件
- 幼儿园科学教育的方法和途径课件
- 开盘前广告策略案课件
- 人教版小学一年级品德与生活《校园铃声》ppt课件
- 人教版小学五年级音乐吹起羌笛跳锅庄ppt课件
- 人教版小学四年级英语下册unit3_weather第三课ppt课件
- 人教版小学一年级上册数学第二单元上下前后ppt课件
- 人教版小学五年级美术第17课电脑动画ppt课件
- 幼儿园优质课件-幼儿园中班“我们都是好朋友”课件
