《凸、凹模刃口尺寸的计算》由会员分享,可在线阅读,更多相关《凸、凹模刃口尺寸的计算(6页珍藏版)》请在装配图网上搜索。
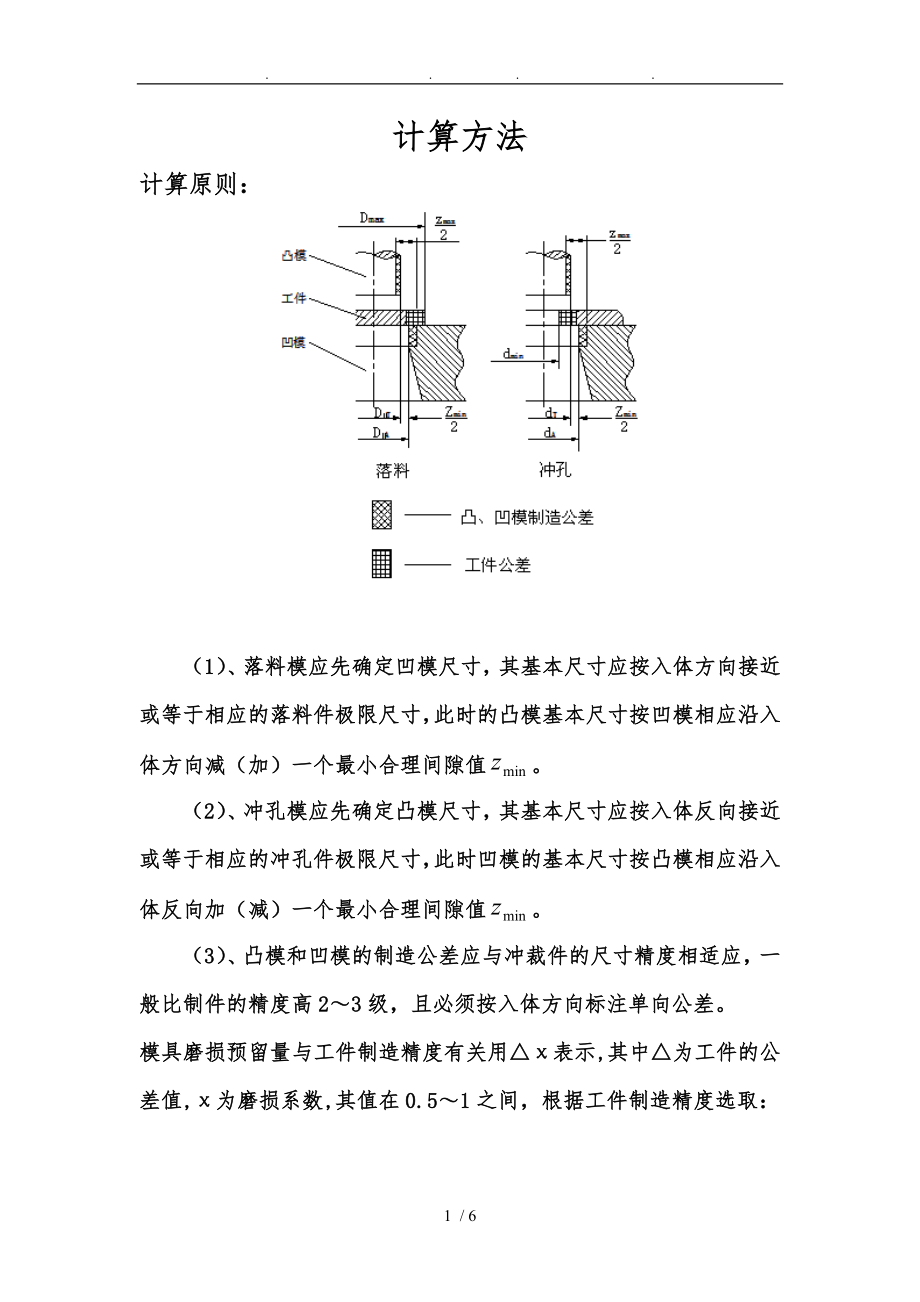
1、. . . .计算方法计算原则:(1)、落料模应先确定凹模尺寸,其基本尺寸应按入体方向接近或等于相应的落料件极限尺寸,此时的凸模基本尺寸按凹模相应沿入体方向减(加)一个最小合理间隙值。(2)、冲孔模应先确定凸模尺寸,其基本尺寸应按入体反向接近或等于相应的冲孔件极限尺寸,此时凹模的基本尺寸按凸模相应沿入体反向加(减)一个最小合理间隙值。(3)、凸模和凹模的制造公差应与冲裁件的尺寸精度相适应,一般比制件的精度高23级,且必须按入体方向标注单向公差。模具磨损预留量与工件制造精度有关用表示,其中为工件的公差值,为磨损系数,其值在0.51之间,根据工件制造精度选取:工件精度IT10级以上=1.0工件精度
2、IT1113=0.75工件精度IT14 =0.5板料厚度 t/mm制件公差 /mm10.160.170.350.360.160.16120.200.210.410.420.200.20240.240.250.490.500.240.2440.300.310.590.600.300.30磨损系数 非圆形值圆形值1.00.750.50.750.5规则形状冲裁模凸模、凹模制造偏差基本尺寸基本尺寸18-0.020+0.020180260-0.030+0.0451830-0.020+0.025260360-0.035+0.0503080-0.020+0.030360500-0.040+0.0608012
3、0-0.025+0.035500-0.050+0.0701201800.030+0.040凸模和凹模分别加工时间隙变动围1、 分别加工法+-落料=(-)=(-)=(-)冲孔=(+)=(+)=(+)孔心距孔心距属于磨损后基本不变的尺寸,在同一工步中,在工件上冲出的孔距为L/2两个孔时,其凹模型孔心距可按下式确定。=L+、凸、凹模制造公差,可按IT6IT7级来选取,或取0.4(-) , 0.6(-)2、 单配加工法单配加工法是用凸模和凹模相互单配的方法来保证合理间隙的一种方法。此方法只需计算基准件(冲孔时为凸模,落料时为凹模)基本尺寸与公差,另一件不需标注尺寸,仅注明“相应尺寸按凸模(或凹模)配做
4、,保证双面间隙在之间”即可。在制件上,会同时有三类不同性质的尺寸,需要区别对待,第一类:凸模(冲孔件)或凹模(落料件)磨损后增大的尺寸;第一类基准尺寸=(冲裁件上该尺寸的最大极限-)第二类:凸模(冲孔件)或凹模(落料件)磨损后减小的尺寸;第二类基准尺寸=(冲裁件上该尺寸的最小极限+)第三类:凸模(冲孔件)或凹模(落料件)磨损后基本不变的尺寸。第三类基准尺寸=冲裁件上该尺寸的中间值/8用单配加工方法的凸模和凹模必须对号入座,不能互换。冲裁力的计算用普通平刃口模具冲裁时,其冲裁力一般按下式计算:F=KLt式中:F -冲裁力;L - 冲裁周边长度;t - 材料厚度;- 材料抗剪强度;K - 系数。系
5、数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。一般取K=1.3。为了计算简便,也可以按下式估计冲裁力:FLt式中为材料的抗拉强度。卸料力、推件力与顶件力的计算生产中常按以下经验公式计算:卸料力 = F 推件力 = nF顶件力 = F式中: F - 冲裁力;、- 卸料力、推件力和顶件力系数;n - 同时卡在凹模的冲裁件(或废料)数。压力机公称压力的确定压力机的公称压力必须大于或等于各种冲压工艺力的总和 。采用弹性卸料装置和下出料方式的冲裁模时=F+采用弹性卸料装置和上出料方式的冲裁模时=F+采用刚性卸料装置和下出料方式的冲裁模时=F+6 / 6
 凸、凹模刃口尺寸的计算
凸、凹模刃口尺寸的计算