 主蒸汽、主给水管道施工方案
主蒸汽、主给水管道施工方案

《主蒸汽、主给水管道施工方案》由会员分享,可在线阅读,更多相关《主蒸汽、主给水管道施工方案(19页珍藏版)》请在装配图网上搜索。
1、一、工程概况本工程主蒸汽管道规格主要为 37732、32528、27325、323.916,材质为 12Cr1MoVG钢。高压给水系统管道规格主要为 32528、27325、21920、19418、13312、10810,材质为 20G钢。1、系统简介本工程主蒸汽系统管道是从锅炉汇汽集箱出口引出,引至主厂房8米层,分四路管道,其中两路接到汽机间汽机系统主汽门,一路引至9.81Mpa管网去合成氨压缩机透平,一路至减温减压器进汽口。为了维护锅炉的安全、稳定运行及达到稳定的蒸汽压力,在主蒸汽管道上设有高压旁路管道,旁路系统对机组的启动、停机及变负荷运行起重要作用.高压给水系统管道主要包括高压给水管道
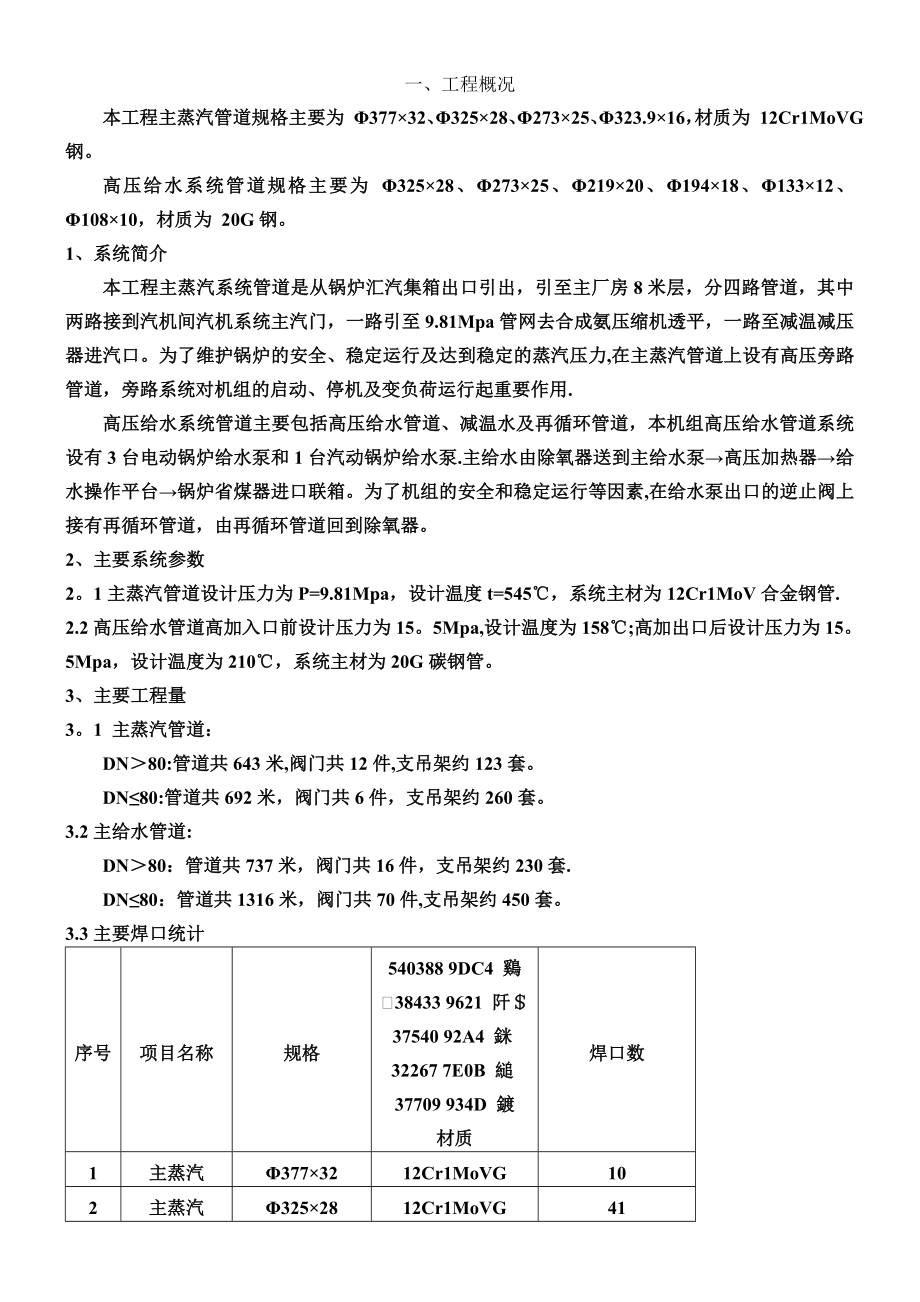
2、、减温水及再循环管道,本机组高压给水管道系统设有3台电动锅炉给水泵和1台汽动锅炉给水泵.主给水由除氧器送到主给水泵高压加热器给水操作平台锅炉省煤器进口联箱。为了机组的安全和稳定运行等因素,在给水泵出口的逆止阀上接有再循环管道,由再循环管道回到除氧器。2、主要系统参数 2。1主蒸汽管道设计压力为P=9.81Mpa,设计温度t=545,系统主材为12Cr1MoV合金钢管.2.2高压给水管道高加入口前设计压力为15。5Mpa,设计温度为158;高加出口后设计压力为15。5Mpa,设计温度为210,系统主材为20G碳钢管。3、主要工程量 3。1 主蒸汽管道:DN80:管道共643米,阀门共12件,支吊
3、架约123套。DN80:管道共692米,阀门共6件,支吊架约260套。3.2主给水管道:DN80:管道共737米,阀门共16件,支吊架约230套.DN80:管道共1316米,阀门共70件,支吊架约450套。3.3主要焊口统计序号项目名称规格540388 9DC4 鷄38433 9621 阡37540 92A4 銤32267 7E0B 縋37709 934D 鍍材质焊口数1主蒸汽3773212Cr1MoVG102主蒸汽3252812Cr1MoVG413主蒸汽2732512Cr1MoVG200425292 62CC 拌29141 71D5 燕D36732 8F7C 轼20742 5106 儆主蒸汽
4、323。91612Cr1MoVG35高压给水3252820G316高压给水2732520G307高压给水2192020G21720 54D8 哘33244 81DC 臜26909 691D 椝25738 648A 撊33160 8188 膈l25123 6223 戣30565 7765 睥628高压给水1941820G2159高压给水1331220G1210高压给水1081020G22以上焊口数为估计数量,具体以实际安装焊口为准。二、编制依据Ow35392 8A40 詀29588 7394 玔340219 9D1B 鴛1、中国天辰工程有限公司设计图纸:T05039201HE02、T05039-
5、201HE042、火力发电厂焊接技术规程DL/T86920043、火力发电厂焊接热处理技术规程 DL/T819-20024、管道焊接接头超声波检验技术规程 DL/T82020025、电力建设安全工作规程(火力发电厂部分) DL5009。120026、电力建设施工及验收技术规范管道篇DL5031947、火电施工质量检验及评定标准管道篇2000版8、火电施工质量检验及评定标准焊接篇1996版三、施工部署1、工程目标1.1工程质量目标工程质量达到优良标准。1。2职业安全健康管理目标1。2.1 消灭轻伤,杜绝重伤以上人身事故;1。2。2 杜绝机械事故。1.3工期目标本工程计划2010年11月1日开工,
6、2010年1月31日完工,详见附表一:主蒸汽、高压给水系统管道安装工程工期进度计划表。2、项目组织机构32613 7F65 罥GA24491 5FAB 徫29934 74EE 瓮公司经理现场项目经理公司技术副经理设备管理员施 工 员工 资 员资 料 员安 监 员质 检 员材 料 员施工队3、临时设施布置 根据本工程管道布置特点,在主厂房4米层和8米层中部各搭设焊机棚一座,主要用于主厂房内高压给水系统管道和主蒸汽系统管道的焊接,焊机棚内布置电焊机、热处理仪、坡口机等机械。锅炉间和汽机间管道距主厂房焊机棚较远,且焊口较少,比较分散,可根据需要临时设置1-2台电焊机,进行管道的组对焊接。i21366
7、 5376 卶22705 58B1 墱34761 87C9 蟉28956 711C 焜720919 51B7 冷39588 9AA4 骤4、施工人员配置本工程所需要配备的人员如下表:技术员1名负责全面技术、质量管理施工队长1名负责现场施工安排及人员内部调整管工16名管道对口、安装焊工8名管道焊接起重工2名管道吊装电工25469 637D 捽40034 9C62 鱢38864 97D0 韐25384 6328 挨i2名临时配电测量工2名管道定位测量5、施工工机具配置主要施工机械一览表名 称型号、规格单 位数 量备 注直流电焊机ZX7400台5管道焊接交流电焊机31273 7A29 稩v-2761
8、7 6BE1 毡21812 5534 唴29125 71C5 燅3BX35002台3支吊架焊接汽车吊130吨台1管道吊装汽车吊25吨台1管道吊装塔吊TC6515E12台1VK31720 7BE8 篨39141 98E5 飥K25553 63D1 揑e管道吊装管道切割机CG211台1坡口机台1卷扬机8t台1角磨机台6内磨机台4J23767 5CD7 峗30018 7542 畂40481 9E21 鸡21981 55DD 嗝焊条烘干箱台1焊条保温筒个8手拉葫芦10t/5T/2T个2/6/8试压泵台1经纬仪J62台2测量20557 504D 偍32082 7D52 絒,24576 6000 怀3)m
9、水准仪S3台2测量20t拖车XCG2640Z台1管道运输四.作业前应具备的条件1、施工前,对施工人员进行技术交底及安全文明施工交底,使施工人员熟悉施工图纸、明确施工图纸、施工技术措施及外方特殊工艺要求,明确设计意图、介质流向、切实掌握高压管道施工的技术要求、质量标准及安装工艺。2、施工机具必须经过安全性检查,合格后方可使用。施工人员劳保用品必须符合安全要求。3、施工人员应熟悉图纸,领会施工技术措施内容,掌握施工要求,技术规范和验收标准。4、土建预留孔、预埋件、支座等要与图纸相符合,满足安装要求。5、配电箱、电焊机、氧气、乙炔等力能供应布置合理.6、临时消防、照明可靠投入。7、施工现场通道清理完
10、毕,道路畅通。37886 93FE 鏾36185 8D59 赙R28679 7007 瀇Yie33506 82E2 苢8、甲供材料和设备已到货,质量和数量满足施工要求。9、施工技术措施已编制并经审核通过.五.施工方法及质量标准先将各管道利用250吨履带吊或者130吨吊车配合拖车从管道存放场地运至各安装地点,吊装安装层,在车间内利用滚杠等进行拖运。管道到位后,先进行管段的预制,尽量减少空中对接焊缝。高压给水系统管道主要集中在主厂房和汽机间,汽机间内管道利用20/5吨行车手拉葫芦配合对口焊接。主厂房内管道标高较低的采用门架进行吊装就位对口焊接,标高较高的利用手拉葫芦固定在楼面预埋件上进行吊装就位。
11、锅炉间管道采用塔吊吊装至安装位置,然后利用手拉葫芦进行对口焊接。主蒸汽系统管道主要布置在主厂房8米层、锅炉间和汽机间。主厂房内管道安装采用手拉葫芦进行吊装,吊点焊接在吊架预埋件上,由于安装高度较高,现场制作两个移动式操作平台进行支吊架的安装和空中对口焊接。平台见下图。锅炉间汇汽集箱出口至主厂房的主蒸汽管道利用130吨汽车吊和塔吊进行吊装到位,手拉葫芦配合空中对口焊接。汽机间内管道利用20/5吨行车手拉葫芦配合对口焊接。1、管子、管件、管道附件及阀门的检验1。1管子、管件、管道附件及阀门必须具有制造厂的合格证明书,有关指标应附合现行国家工行业技术标准.压力管道的管件、管道附件及阀门的制造厂需具备
12、国家检验检总局颁发的“压力元件制造许可证”。1.2管子、管件、管道及阀门在使用前应按设计要求核对其规格、材质及技术参数。1.3管子、管件、管道及阀门在使用前应进行外观检查,其表面要求为:无裂纹、缩孔、夹渣、粘砂、折迭、焊、重皮等缺陷;表面应光滑,不允许有尖锐划痕;凹陷深度不超过1mm,凹陷最大尺寸不应大于管子周长的5,且不大于40mm。1。4合金钢管子、管件、管道附件及阀门在使用前应逐步进行光谱复查,并作出材质标记。1.5检验合格的钢管应按材质、规格分别放置,妥善保管,防止锈蚀。1.6法兰密封面应光洁,不得有径向沟槽,且不得有气孔,裂纹、毛刺或其它降低强度和连接可靠性方面的缺陷。1。7法兰端面
13、上连接螺栓的支承部位应与法兰接合面平行,以保证法兰连接时端面受力均匀。1。7法兰使用前应按设计图校核各部尺寸,并与待连接的设备上的法兰进行核对,以保证正确连接。1.9螺栓及螺母的螺纹应完整,无伤痕、毛刺等缺陷,螺栓与螺母应配合良好,无松动或卡涩现象。34314 860A 蘊24938 616A 慪38333 95BD 閽40203 9D0B 鴋37440 9240 鉀b22259 56F3 図1.10用于高压部位的直径大于M30的合金钢螺栓应逐根进行硬度检查,不合格者不得使用。1。11法兰的垫片材料应符合设计要求,金属垫片不应有径向划痕、松散等缺陷。1.12阀门安装前须进行强度试验和严密性检验
14、,以检查阀座与阀芯、阀盖与填料室各接合面的严密性.严密性按1。25倍铭牌压力的水压进行,试验时间不得少于30min,以阀瓣密封面不漏为合格,强度试验以1。5倍铭牌压力的水压进行,试验时间不得少于5min,以壳体填料无渗漏为合格;1.13安全阀门送至有资质的检验单位进行检验、整定。1。14阀门试验合格后应将腔内的积水排除干净,分类妥善存放.2、支吊架安装施工作业流程:支吊架领用、清点支吊架的尺寸检查和配制合金管管部光谱分析支吊架根部安装支吊架连接件、弹簧的安装支吊架的验收;2。1在混凝土上安装支架时要去掉其抹面层,露出预埋铁.2.2管道的固定支架严格按图执行,导向支架、滑动支架的滑动表面应清洁,
15、活动接触面与其支撑面接触应良好,不被水泥或保温层所敷盖。2.3整定弹簧应按设计要求进行安装,固定销应在管道系统安装结束且压力试验、保温结束后方可拆除。固定销应完整抽出,妥善保管。2。4支吊架的调节螺纹部位,安装前应先涂上润滑油;支吊架调整后各连接处的螺杆必须带满、带紧,锁紧螺母应锁紧。2。5支吊架应及时安装,原则上在管道安装前,支吊架根部及连接部件应按设计图纸要求预先安装,根部焊接应严格按照图纸设计强度施工;2。6本系统管道属于高温高压管道,支吊架定位时,支吊点的偏移方向及尺寸应按设计要求实施,切记不得进行反偏移方向定位;2。7各弹簧部件安装前,必须核对图纸,切记不得错装型号类同的弹簧部件;2
16、.8安装过程中,提供的弹簧部件已根据设计处于锁定状态,施工人员严禁随意去松动或拔动相应的锁紧螺母或锁紧销;2.9使用临时支吊架时,应做好明显的标记,不得与正式支吊架冲突,管道安装完毕,及时拆除;2。10随着管道的安装,应及时进行支吊架的固定及调整工作,管部位置应正确,安装应平整、牢固,并与管道接触良好;2。11管道安装完毕,应逐一核对支吊架型式、材质及位置的正确性。t730380 76AC 皬21535 541F 吟36631 8F17 輗,28594 6FB2 澲26362 66FA 曺2.12恒力吊架的安装(1)把恒吊可靠地安装到规定的吊点处的结构件上,并使恒吊的花篮螺母正好处于管道吊点的
17、上方。(2)检查恒吊,保证其运动部位在运动时不受阻碍.(3)在管道上管部附件和恒吊花篮螺母间装上拉杆,连接时应保证拉杆螺纹有足够的旋合长度。(4)转动花篮螺母,拉紧拉杆,并使恒吊锁紧块和位移指示器间处于松动状态。(5)系统投入运行前,解除锁紧块.热态运行时,检查记录恒吊位移指示器,看它是否指在热态位置上,如需要,可按要求调节。3、管道安装施工作业流程:管子、管件的领用管子、管件的外观检查测量壁厚以及管子、管件的实际尺寸与图纸是否相符管段、焊缝等光谱分析管子、管件组合(对口、焊接)管子、管件安装就位管子空中对口焊接焊缝试验支吊架调整.3。1根据现场实际情况在地面组对好部分管子,减少高空作业量及高
18、空施工难度。组合好后将内部清理干净,将管口临时封堵好。3。2管道水平段的坡度方向与坡度应符合设计要求,以便于放水、排气。在U形补偿器两边的管段应保持水平,中间管段应与管道坡度一致。3。3合金钢管用机械切割、打破口及钻孔,不允许用火焰加工,切断后应及时移植原有标记。低压钢管可用火焰加工,但须用磨光机磨去加工部位的氧化层。3.4管子对焊缝位置应应符合如下要求:3.4.1焊缝位置距弯管的弯曲起点不得小于管子外径或不小于100mm;3。4.2管子两个对接焊缝间距不宜小于管子外径,且不小于1500mm;3.4。3支架管部位置不得小于与管子对接焊缝重合,焊缝距离支架边缘不小于50 mm,合金钢管焊缝距离支
19、架边缘不小于100 mm;3。4.4管子接口应避开疏、放水及仪表等的开孔位置,距开孔边缘不小于50 mm,且不小孔径;3.4.5管道在穿过隔墙、楼板时位于隔墙、楼板内管管段不得有接口3.5合金钢管道切断后应及时移植原有标记,在整个系统安装完毕后应做光谱复查,材质不得有差错,剩余管段也应做出材质标记。w26808 68B8 梸31189 79D5 秕33059 8123 脣25022 61BE 憾30465 7701 省3。6合金钢管道表面上不得引弧试电流或焊接临时支撑物。3。7压力管道在安装完毕后将焊缝位置及时标注在单线图上。3.8管道安装允许偏差如下:标高:室内10 mm,室外15 mm;水
20、平管道弯曲度:DN100 时1/1000且20 mm,DN100时1.5/1000且20 mm立管铅垂度:2/1000且15 mm交叉管间距偏差:10 mm3。9坡口打磨:坡口及坡口内外1015mm范围内应打磨出金属光泽,不得留有油漆等杂物,同时须确认无裂纹、夹层等缺陷;3。10根据要求,管道安装期间应无预应力,因此管道的对口不允许有强力;3.11若对口后要搁置一段时间施焊的话,须做好封口工作,防止异物进入;3。12安装过程中,通过测定管段不同工作位置坐标及标高来保证管道坡度值满足图纸要求;管线坡度的调整是在冷态产生的,此时弹簧支吊架、恒力支吊架应在闭锁状态。管道焊接前及焊接后坡度值应记录并进
21、行比较.3。13对口使用的吊索、吊具及临时固定结构应在管道热处理后冷却300以下方可去除,防止因热处理可能造成的管道变形及内应力。4阀门和法兰的安装4.1阀门安装前复核合格证及试验记录,核对型号按介质流向确定其安装方向。4。2阀门安装前应清理干净,在运输搬运过程中为了避免损伤阀座及轴承,应保持阀门的关闭状态,安装和搬运阀门时不得以手轮为起吊点,且不得随意转运手轮.4.3阀门连接自然,不得强力对接或承受外加重力负荷,手轮不宜朝下,且便于操作维修。法兰周围紧力应均匀,以防止附加应力损坏阀门。4。5法兰连接时应保证法兰间的平行,其偏差不大于法兰外径的1.5/1000,且不大于2 mm,不能用强紧螺栓
22、的方法消除歪斜。4。6法兰平面应与管子轴线相垂直,平焊法兰内侧角焊缝不得漏焊,焊后清除药皮。A723236 5AC4 嫄%34399 865F 號k4。7螺栓紧固时应对称均匀,松紧适度。安装阀门与法兰的连接螺栓时,螺栓应露出螺母23扣,螺母宜位于法兰的同一侧。合金钢螺栓不得在表面用火焰加热进行热紧.4。8在运输搬运过程中为了避免损伤阀座及轴承,应保持阀门的关闭状态.4。9安装前,阀门进出口的塞盖必须除去,且阀门内必须清理干净。4。10管道施工中,不允许附加的推力及弯力作用在阀体上。5、管道焊接5.1 施焊焊工须是合格焊工,持证上岗5。2本工程主要焊材如下:主蒸汽管道(12Cr1MoVG):采用
23、R31焊丝和R317焊条;高压给水管道(20G):采用J50焊丝和J507焊条;支吊架:J422焊条。5.3焊条使用前应进行烘干,R317焊条烘干温度为400,J5073焊条烘干温度为350,保温1小时。烘干后置于保温筒中使用,做到按需烘烤且剩余焊条不得重复烘烤两次。坡口形式及对口示意图图1 壁厚d16mm的管子U形坡口形式及对口示意图图2 壁厚d16mm的管子V形坡口形式及对口示意图5。4焊件在组装前应将焊口表面及附近母材每侧翼15 mm内外壁的油漆、污垢、铁锈等清理干净,直至露出金属光泽.5。5焊件对口时应做到内壁齐平,局部错口值不应超过壁厚的10,且不大于1mm.对口结束后,应认真检查对
24、口装配尺寸是否符合要求,合格后方可进行焊接工作。5.6焊前预热、焊后热处理工艺本工程所使用的钢材焊前热温度和焊后热处理温度详见下表:母材规格部件名称材质20026 4E3A 为340565 9E75 鹵W25915 653B 攻38779 977B 靻o预热温度()焊后热处理温度()焊后热处理恒温时间(h)37732主蒸汽12Cr1MoVG 2003007207501。532528主蒸汽12Cr1MoVG 2003007207501.527325主蒸汽12Cr1MoVG 31804 7C3C 簼NQ28148 6DF4 淴E32975 80CF 胏2003007207501323。916主蒸汽
25、12Cr1MoVG 200300720750132528主给水20G 100200/5.6。1预热方法:外径219mm或壁厚20mm时采用火焰加热法,其他采用电加热法者.5。6。2预热宽度从对口中心开始,每侧不少于焊接厚度的三倍。升温速度为174h。5.6。3热处理升温、降温速度,一般可按250250C/壁厚h计算,且不大于300h.降温过程中,温度在300以下可不控制。28232 6E48 湈39757 9B4D 魍!32251 7DFB 緻(q5。6。4热处理的加热宽度,从焊缝中心算起,每侧不小于管子壁厚的3倍,且不小于60mm.5.6.5热处理时的保温宽度,从焊缝中心算起,每侧不得小于管
26、子壁厚的5倍,以减少温度梯度。5。6。6热处理时应力求内壁和焊缝两侧温度均匀,恒温时在加热范围内任意两侧点间的温度差应低于50。5.6。7热处理的测温必须准确可靠,应采用自动温度记录。所用仪表、热电偶及其附件,应根据计量的要求进行标定或校验。5.6。8进行热处理时,测温点应对称布置在焊缝中心两侧,且不得少于两点。水平管道的测点应上下对称布置。5。6。9焊接接头热处理后,应做好记录和标记,并打上热处理工的代号钢印或永久性标记.5。7焊接工艺控制:5。7.1钨极氩弧焊打底的根层焊缝检查后,应及时进行次层焊缝的焊接,以防产生裂纹。5。7.2多层多道焊缝焊接时,应逐层检查缺陷,经自检合格后,方可焊接次
27、层,直至完成。5。7。3施焊过程中,应特别注意接头和收弧的质量,收弧时应将溶池填满,多层多道缝的接头应错开.仪表管的焊接严禁一次完成成型。5.7。4施焊过程除工艺和检验上要求分次焊接外,应连续完成,若被迫中断,应采用防止裂纹产生的措施,再施焊时,应认真检查并确认无裂纹后,方可按工艺要求继续施焊。5。7。5焊口焊完后应进行清理,经自检合格后,在焊缝附近打上焊工代号。5.7。6焊接接头有缺陷时,可采取挖补方式返修,在同一位置挖补次数不得超过二次。补焊应按工艺要求进行。5.8焊接质量检验及标准(1)焊缝外观检查质量应符合下列要求。焊缝边缘应圆滑过渡到母材,焊缝外形尺寸应符合设计要求,其允许尺寸见表2
28、.表2:焊缝外形允许尺寸(mm)焊接接头类别24660 6054 恔28510 6F5E 潞320111 4E8F 亏28063 6D9F 涟25831 64E7 擧接头形式位置IIIIII对接接头焊缝余高平 焊020304其它位置345焊缝余高差平 焊2221088 5260 剠32613 7F65 罥GA24491 5FAB 徫29934 74EE 瓮3其它位置234焊缝宽度比坡口增宽445每侧增宽223角焊接头贴角焊焊 角i21366 5376 卶22705 58B1 墱34761 87C9 蟉28956 711C 焜720919 51B7 冷39588 9AA4 骤(23)(24)(3
29、5)焊角尺寸差223坡口角焊焊角201.52 2.52022.53焊角尺寸差%25469 637D 捽40034 9C62 鱢38864 97D0 韐25384 6328 挨i2022320334注:a。焊缝表面不允许有深度大于1mm的尖锐凹槽,且不允许低于母材表面.b.搭接角焊缝的焊角与部件厚度相同。焊缝表露缺陷应符合表3的要求。表3:焊缝表露缺陷允许范围 焊接接头类别缺陷名称质量要求IIIIII31273 7A29 稩v27617 6BE1 毡21812 5534 唴29125 71C5 燅3裂纹、未融合不允许根部未焊透不允许深度10%且1.5mm,总长度焊缝全长的10%,氩弧焊打底焊缝不
30、允许深度15%且2mm,总长度焊缝全长的15。气孔、夹渣不允许咬边不要求修磨的焊缝深度0.5mm,焊缝两侧总长度:管件焊缝全长的10且40mm。板件不大于焊缝全长的10。深度0。5mm,焊缝两侧总长度:管件焊缝全长的20。板件焊缝长的15%。深度0.5mm,焊缝两侧总长度:管件焊缝全长的20板件焊缝长的15要求修磨的焊缝不 允 许根部凸出VK31720 7BE8 篨39141 98E5 飥K25553 63D1 揑e2mm板件和直径108mm的管件:3mm管件直径108mm时以通球为准,要求是:管外径32mm时,为管内径的85管外径32mm时,为管内径的75内 凹1。5mm2mm2。5mm(2
31、)焊缝的无损探伤检验及结果的评定应按火力发电厂焊接技术规程的标准进行.外径大于159mm,工作温度高于450的蒸汽管道,进行100射线或超声检测,光谱100%,硬度100%。工作压力大于8MP a的汽、水、油、气管道,进行50%射线或超声检测,光谱100,硬度100。6、冷拉口的施工6.1进行冷拉前应满足下列要求:(1)冷拉区域各固定支架安装牢固,各固定支架间所有焊口(冷拉口除外)焊接完毕并经检验合格,要作热处理的焊口应作过热处理;(2)所有支吊架已装设完毕,冷拉口附近吊架的吊杆应预留足够的调整裕量。弹簧支吊架弹簧应按设计值预压缩并临时固定,不使弹簧承担整定值外的荷载;(3)管道坡度方向及坡度
32、应符合设计要求.6。2冷拉时,先进行横向冷紧,冷紧口的两管头宜同时进行,使用手拉葫芦选择合理的冷拉支点进行冷紧.其纵向的冷拉,则可用手拉葫芦结合千斤顶,利用主厂房的柱等结构作支点,冷紧口两管头应同时相互配合随时调整进行冷拉。J23767 5CD7 峗30018 7542 畂40481 9E21 鸡21981 55DD 嗝6。3当冷紧口上管头与玲紧口下管头逐渐合拢缓慢闭合,且管口的坡口问隙宽度符合焊接要求时,进行焊口的固定施焊操作,此时,不应松开手拉葫芦等冷拉工具。6。4冷紧口的焊口,经焊后热处理检验合格,且检查管道各支吊点处于正确的冷态线位置,此时方可松开冷拉工具,然后再打开被卡死锁定的吊架弹
33、簧,并进行弹簧的荷载安装调整,使之处于均匀的荷载受力状况下。7管道试压7.1管道试压前应满足下列要求:支架安装完毕,固定支架固定牢固;焊接、热处理工作结束并经检验合格;试验压力表经校验合格;在试压前应将支架锁定或垫牢固定好,防止因水重造成支吊架超载使其受损或变形.7.2根据规范要求,试压要点综合如下:7。2。1试验压力为设计压力的1.5倍,主蒸汽管道试验压力为14.72Mpa,高压给水管道试验压力为23。25Mpa7.2.2水压试验时环境温度应高于5;7。2。3水压试验用水温度530,且水温高于环境露点温度;7。2.4水压试验用水水质:软水、生活水或洁净的工业水;7。2.5水压试验时安装2块经
34、校验合格、精度1.6级的压力表,试压泵出口与管道最高点各装一块,以最高点压力表读数为准;7。2。6水压试验的压力升降速度0。3MPa/min;7。2.7试压在如下三个压力阶段停泵检查:试验压力的10,试验压力,设计压力(工作压力);7.2。8试验要求:试验压力稳压10min,降至工作压力进行检查,时间不限且不小于10min,检查期间压力应保持不变,检查中焊缝、法兰、螺纹连接处应无水珠和水雾,水压试验后没有发现残余变形等现象,则认为水压试验合格。7。3 试压过程7。3.1接通试压灌水管道、顶部放气管道、试压泵管道及排水管道。7.3。2盲板的加设、拆除与阀门的开闭(1)在设备的进出口法兰处装设盲板
35、,并加以醒目的盲板标识,系统试验合格后及时拆除。20557 504D 偍32082 7D52 絒,24576 6000 怀3)m(2)安全阀应关严,必要时加设盲板,进行标识,试验合格后拆除。(3)水压试验前管道系统的未端阀门应关严,试验管路中部的阀门均应打开,系统试验合格后各阀门应回复到关闭位置.(4)蒸汽管试压时,总管进口一次阀应关严,中部焊接阀门可不打开而仅开旁路阀门,系统试验合格后旁路阀门关闭。 (5)系统注水时,注水管路控制阀、顶部放空阀打开,排水管路控制阀关闭;管路注满水后注水管路控制阀、顶部放空阀关严。(6)系统试验合格,泄压时,先开排水管路控制阀,末期压力较低时(顶部表压0。1M
36、Pa左右),打开顶部放空阀,避免管路出现真空。7。3。3升压检验(1)向试验系统注入洁净用水,排净系统内空气,然后升压。(2)升至试验压力的10%左右时,停泵检查一遍,无异常情况后升压至试验压力,稳压10min。(3)降压至设计压力,全面检查管线,时间不限且不小于10min,检查期间压力应保持不变,检查中焊缝、法兰、螺纹连接处应无水珠和水雾,水压试验后没有发现残余变形等现象,则认为水压试验合格.7。4试验完毕后,应及时拆除所有临时管板,核对记录.8、管道吹扫8。1所有蒸汽管道在水压试验合格后分段进行吹扫。吹洗的顺序一般按主管、支管、疏排管依次进行。8。2吹扫前应将系统内的仪表加以保护,并将孔板
37、、喷嘴、滤网、调节阀、安全阀、仪表、节流阀及止回阀芯等拆除或流经旁路,妥善保管,待吹洗后复位。吹洗前应考虑管道支、吊架的牢固程度,必要时应予加固。8。3管道吹洗扫,管端应进行封闭,以确保管内不受污染.8。4蒸汽吹扫应达到如下要求:8.4.1排汽管内径宜等于或大于被吹扫管子的内径,长度应尽可能短,以减小阻力.其应有牢固的支承,以承受排汽的反作用力。排汽管管口应朝上倾斜(30为宜),排向空处.8.4.2吹扫压应能保证吹扫时蒸汽对管壁的冲刷力大于额定工况下蒸汽对管壁的冲刷力;8。4。3吹扫效果用装于管内(或排汽口处)的靶板进行检查,靶板用铝板制成,厚度5mm,宽度为排汽管内径的8%,长度纵贯管子内径
38、。在保证上述压力的前提下,连续2次更换靶板检查,靶板上冲击斑痕不得大于0。8mm,且斑痕不多于8点为合格。37886 93FE 鏾36185 8D59 赙R28679 7007 瀇Yie33506 82E2 苢8。4.4吹扫次数宜分两次以上进行,相邻两次吹扫宜停留有12小时的间隔时间。六、质量保证1.阀门质量保证1. 1阀门到货后先进入研门班进行解体检查、打水压并作好记录。2. 1.2阀门经解体检查并消除缺陷后,达到下列质量要求:组装正确,动作灵活,开度指示器指示正确,所有垫片、填料的规格质量符合技术要求.填料填装正确,填料压紧后应保证密封性且不阻碍阀杆的开闭。1。3班组领用在搬运过程中禁止摔
39、、砸、磕、碰,保证阀门完好无损;1.4阀门安装时,需把阀体内及相连接管道内清理干净;1.5电动头安装正确,电动头与阀门头部连接处要良好吻合,并按设计要求进行检查与必要的调整,达到动作灵活,指示正确。2.支吊架质量保证2.1支吊架的规格、材质复查无误;2。2严格按照设计要求偏装后的根部尺寸与管部尺寸进行支吊架安装;2.3支吊架全部安装后,统一进行支吊架调整,使其均布受力。2.4支吊架调整后,各连接件的螺杆丝扣必须带满,锁紧螺母应锁紧,防止松动.2。5整定弹簧、恒吊在管道系统安装结束后,固定销应完整抽出,妥善保管;2。6管道安装完毕后,应按设计要求逐个核对支吊架的形式、材质和位置.3。施工过程中的
40、质量保证在施工过程中由班长、技术员协助质量员进行全方位质量监督。4.焊接质量保证34314 860A 蘊24938 616A 慪38333 95BD 閽40203 9D0B 鴋37440 9240 鉀b22259 56F3 図4。1焊口在焊接前,坡口表面的氧化铁、毛刺、油漆、混凝土等杂物要清理干净;4.2焊接人员必须经过考试,合格后方可上岗;4。3技术员必须认真填写焊接委托单,明确标明材质及介质参数,防止用错焊条;4.4潮湿的焊条必须烘干,电焊机电流控制必须准确,否则将影响焊接质量;4。5焊口前必须进行预热,焊口完毕必须进行热处理,以保证焊接质量。5.质量控制点5。1主蒸汽管道:A.停工待检(
41、H) a:支吊架安装;b:管道安装 B。现场见证(W) a:管道内部清洁;b:与主机自然对接; c:主蒸汽管道吹扫;七、安全措施1.安全规程的规定1.1施工人员必须经过体检,三级安全教育合格后方可上岗,从事高空作业;1。2技术员认真进行安全、技术交底,对安全技术不熟悉的人员不能独立作业;1。3班组长时刻要把安全放在首位,以身作则,真正起到安全监督作用。违反安全的错误指令,施工人员有权拒绝施工。2。安全施工要求2.1进入现场必须正确佩戴安全帽,两米以上的高空、悬空作业无安全设施的必须系好安全带,且正确使用;t730380 76AC 皬21535 541F 吟36631 8F17 輗,28594
42、6FB2 澲26362 66FA 曺2.2高空作业时不准向下或向上乱抛材料和工具,要佩带工具袋;2.3各种电动机械、设备必须有有效的安全装置。电源线、电动工具要经常性进行安全检查,且不得私拉乱接,使用指定的电源箱;2.4吊装区域内非工作人员严禁入内;3本项工程的安全要求3。1氧气、乙炔瓶间距应大于5m,距切割点距离应大于10m,不得使用漏气的割把、皮带;3。2使用角磨时,作业人员应带好防护眼镜,防止飞溅的铁屑进入眼内;3。3吊管时,管子下方严禁站人,吊装的绳索必须绑牢,吊装要服从指挥,动作要协调一致.3。4焊接人员必须戴绝缘手套,穿绝缘鞋,使用的电焊线不得漏电; 3.5焊接时,必须接好地线,严
43、防吊管的绳索或倒链成为地线;3.6脚手架必须搭设规范,架子间距:立杆不得大于2m,大横杆不得大于1。2m;小横杆不得大于1。5m,脚手架挡脚板必须双架板、双栏杆,以及加设挡脚板。4。在整个施工过程中,班组长、技术员配合工地安全员对施工安全负责监督,做到照规程办事,不违章作业。安全员要一丝不苟,不循私情,兢兢业业做到三勤(眼勤、嘴勤、脚勤)。八、 作业时环境保护措施及作业环境考虑和要求5.1施工现场及周围的孔洞等均应铺设与地面平整的盖板或设可靠的围栏、挡脚板及警告标志。现场设置的各种安全设施严禁挪动或移作它用;5。2施工现场交叉作业多,应有防止物体打击的措施.5.3施工过程中必须挪动安全设施时,
44、可挪动后加临时围栏或设明显的警示标志,并有专人看护,待施工完毕及时恢复安全设施。5。4现场施工区域整齐清洁,工器具摆放整齐,设备、材料、分类存放。抬放设备或使用架杆时要轻拿轻放,尽量减少噪音;清理杂物,要防止对环境的污染,废料要及时清出现场,放在规定的废料堆放点,真正做到“工完、料尽、场地清”,给施工人员创造一个良好的工作环境。九、安全点源控制程序表序号重大危险因素控制措施1锅炉与煤仓间空挡处管子安装管道放置应采取有效措施起吊吊点、吊具选择适当 吊件上应无杂物及零散件统一指挥,缓慢降落,设备对接时平稳脚手架设防护栏杆,系好安全带2设备坠落物体打击挤碰伤事故管道安装固定牢固严禁抛掷设备部件或工具
45、,抬放重物时统一指挥,协调一致十、环境控制表序号环境影响时态/状态控制实现目标指标控制措施责任人验证人1废弃物现在/正常无任何杂物集中堆放2噪音现在/正常昼间75db以下夜间55db以下3油物现在/正常无任何油污10安全文明施工10.1电源线铺设整齐、合理。10.2焊丝、焊条头及防火毯严禁乱丢,在施工中必须随时清理,施工结束后及时回收。做到工完料尽场地清。10。3每天工作结束后,必须把焊把线、皮管等整理好、关掉焊机.10.4焊接产生的焊渣及施工过程中消耗的磨光片、电磨头等及时清理.10。5进入施工场地禁止吸烟。10.6进入施工现场,不得损坏安全设施,不得骑越围栏。10.7严禁酒后作业。10.8进入施工现场戴好安全帽,高空作业系好安全带。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
