《内底板构件维修作业指导书》由会员分享,可在线阅读,更多相关《内底板构件维修作业指导书(5页珍藏版)》请在装配图网上搜索。
1、内底板构件维修作业指导书1 目的为了明确船体内底板构件更换修理的作业工序和要求,以确保达到规定的修理质量,特制定本规范。2 适用范围船体内底板(包括下斜坡板)等构件更换修理。3 内容3.1 切割要求 勘验工程仔细,切割范围明确(包括内底板穿插、附属构件的拆装割换等),相关图纸清晰、齐全,使用的板材应与原设计一致,如果不一致应遵循板材厚度不小于原始厚度,板材强度不低于原始强度的原则,并获得验船师及船东书面认可。板材应有船级社认可证书,并经现场验船师验证,同时做好标识转移。 水仓、油仓、间隔仓、管子弄等仓室及其管系布置了解清楚,并采取相应措施。 大面积割换时,按阶段分区域进行,必要时对船体结构进行
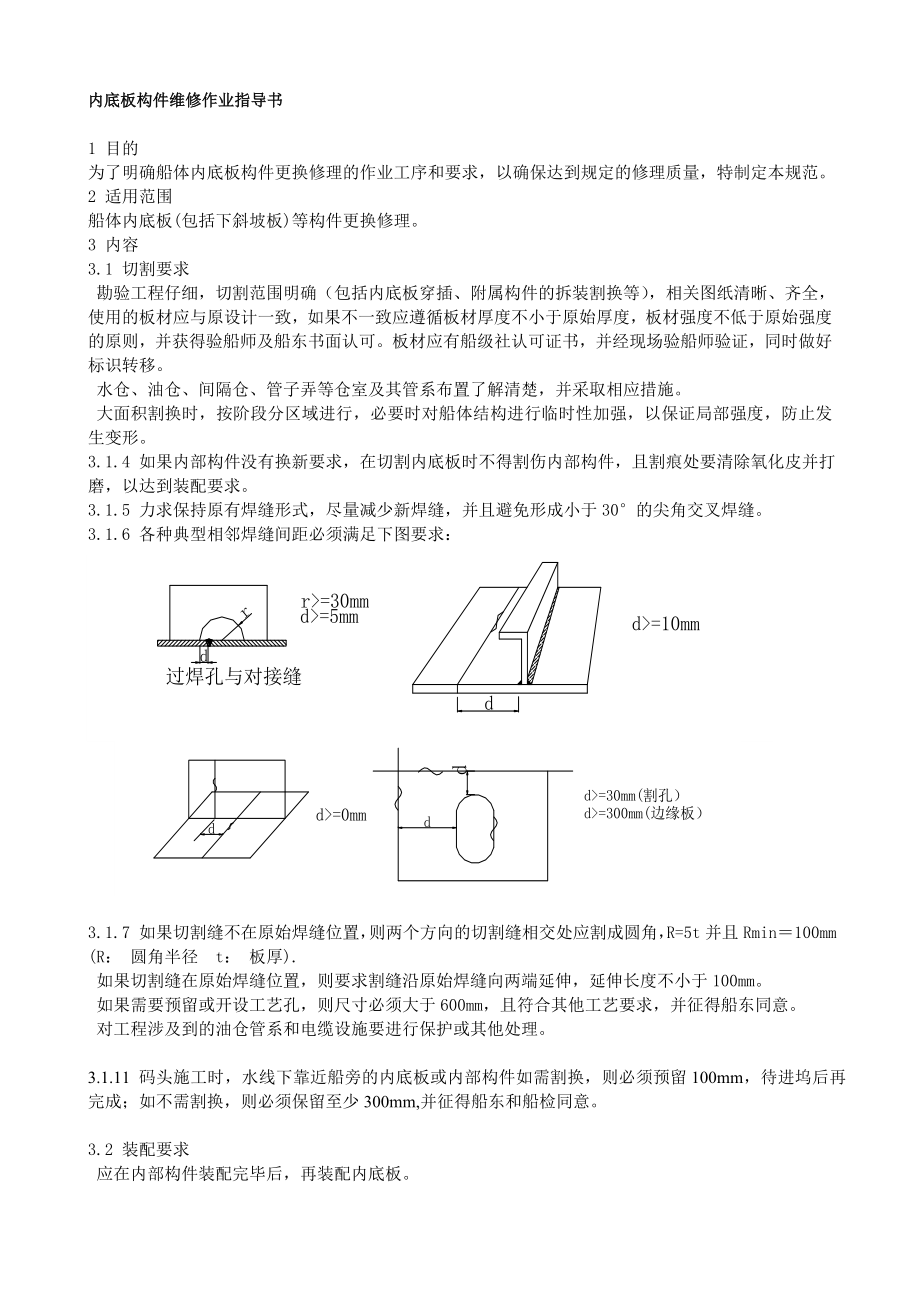
2、临时性加强,以保证局部强度,防止发生变形。3.1.4 如果内部构件没有换新要求,在切割内底板时不得割伤内部构件,且割痕处要清除氧化皮并打磨,以达到装配要求。3.1.5 力求保持原有焊缝形式,尽量减少新焊缝,并且避免形成小于30的尖角交叉焊缝。3.1.6 各种典型相邻焊缝间距必须满足下图要求:3.1.7 如果切割缝不在原始焊缝位置,则两个方向的切割缝相交处应割成圆角,R=5t并且Rmin100mm (R: 圆角半径 t: 板厚). 如果切割缝在原始焊缝位置,则要求割缝沿原始焊缝向两端延伸,延伸长度不小于100mm。 如果需要预留或开设工艺孔,则尺寸必须大于600mm,且符合其他工艺要求,并征得船
3、东同意。 对工程涉及到的油仓管系和电缆设施要进行保护或其他处理。3.1.11 码头施工时,水线下靠近船旁的内底板或内部构件如需割换,则必须预留100mm,待进坞后再完成;如不需割换,则必须保留至少300mm,并征得船东和船检同意。3.2 装配要求 应在内部构件装配完毕后,再装配内底板。 不同厚度板对接时,厚度差4mm时应将厚板边缘削斜,削斜宽度不小于板厚差的4倍,见下图: 下边柜与内底折角处以及船体分段折角处应按原设计形式装配,对需压制的板材,必须敲制铁样或进行放样,在内场加工,线型到位之后,才允许装配,如果加工不到位,不得将其硬行装配,应以水火弯板将其加工到位。 内底板与船旁角接处应开坡口,
4、并焊透。 二氧化碳保护焊坡口形式见下图(贴衬垫前,坡口周围必须平整清洁)。 手工焊典型坡口形式见下图(如无特殊情况,板缝对接采用单面V形坡口,反面碳刨的形式)。 埋弧焊坡口形式见下图(应使用引弧板和熄弧板) 典型对正要求见下图。 手工焊的板材采用定位焊或码板装配。定位焊的数量应尽量减少,焊缝应具有足够的高度,其长度对普通结构钢应不小于30mm,对高强度钢应不小于50mm。定位焊所用的焊接材料应与施焊所用的焊接材料相同。有缺陷的定位焊应在施焊前清除干净。 二氧化碳保护焊的板材采用码板装配。3.3 焊接要求 施焊前,应清除焊缝中的水分、油脂、氧化皮、铁锈、油漆等,当焊接必须在潮湿、多风或寒冷的露天
5、场地进行时,应对焊接作业区域提供适当的遮蔽和防护措施。 焊工需随身携带焊条筒(碱性焊条配保温筒)、焊渣锤、钢丝刷等基本工具。 对于多层焊,在进行下一层焊接时,需对熔金属区域表面进行敲渣、清洁。 尽可能使焊缝自由收缩,首先焊接不致对其它焊缝形成刚性约束的焊缝。 收缩量大的焊缝先焊。同一结构中,同时存在构架和板缝时,先焊好板缝,再焊构架间的对接缝,最后焊接构架间的角焊缝和构架与板的角焊缝;构件存在单层焊与多层焊时,应先焊多层焊,再焊单层焊。3.3.6 先焊主要构件,后焊次要构件。3.3.7 手工焊时,对较长的焊缝应采用逐步退焊法或分中逐步退焊法。3.3.8 对手工对接焊,单面焊缝完成后,在反面进行
6、碳弧气刨。碳刨深度要求为:板厚T14mm,刨深=1/2* T1;16mm板厚T26mm,刨深=1/3*T1/2*T。碳刨后要求打磨,无裂纹、夹渣、气孔等缺陷,并且表面光滑。如有裂纹产生,则要进行反扣。3.3.9 背水焊接。对于普通船用钢,在板的另一侧有水情况下可进行焊接,但必须有一辅助工烘干缝区域,清除板面上冷凝的结晶水,并加热焊缝区域。(尽可能不采用)3.3.10 单件局部换板时对接焊缝的焊接顺序如下图(注:R=5倍板厚,最小R=100mm): 两件以上换板时对接焊缝,应先焊横向焊缝,后焊纵向焊缝,并从中间向两边逐条进行,具体焊接顺序应根据现场实际情况制定。 如果与内底板相连的强力框架也换新
7、,其焊接顺序如下.1 先焊内底板纵骨的角焊缝和强框架上的构件角焊;.2 焊强框架与内底板纵骨的角焊缝;.3 焊强框架的对接焊缝;.4 焊强框架与面板的角焊缝;.5 焊强框架与内底板的角焊缝。 在去除临时焊缝、定位焊缝、焊缝缺陷、焊疤和清根时,均不得损伤母材。3.4 检验要求 外观检验:焊缝应有良好的外观,不允许有焊瘤、弧坑、咬边等缺陷存在。 按验船师和船东的要求,做无损探伤检验。.1 由验船师和船东选择探伤位置和探伤方法。.2 探伤机构应经过认可。.3 探伤人员应经船级社认可,不得少于二人。.4 探伤结果应经验船师审查。.5 按验船师和船东的要求,做密性试验。.6 按验船师和船东的要求,做其它方式的试验。
 内底板构件维修作业指导书
内底板构件维修作业指导书