 五金产品检验规范
五金产品检验规范

《五金产品检验规范》由会员分享,可在线阅读,更多相关《五金产品检验规范(6页珍藏版)》请在装配图网上搜索。
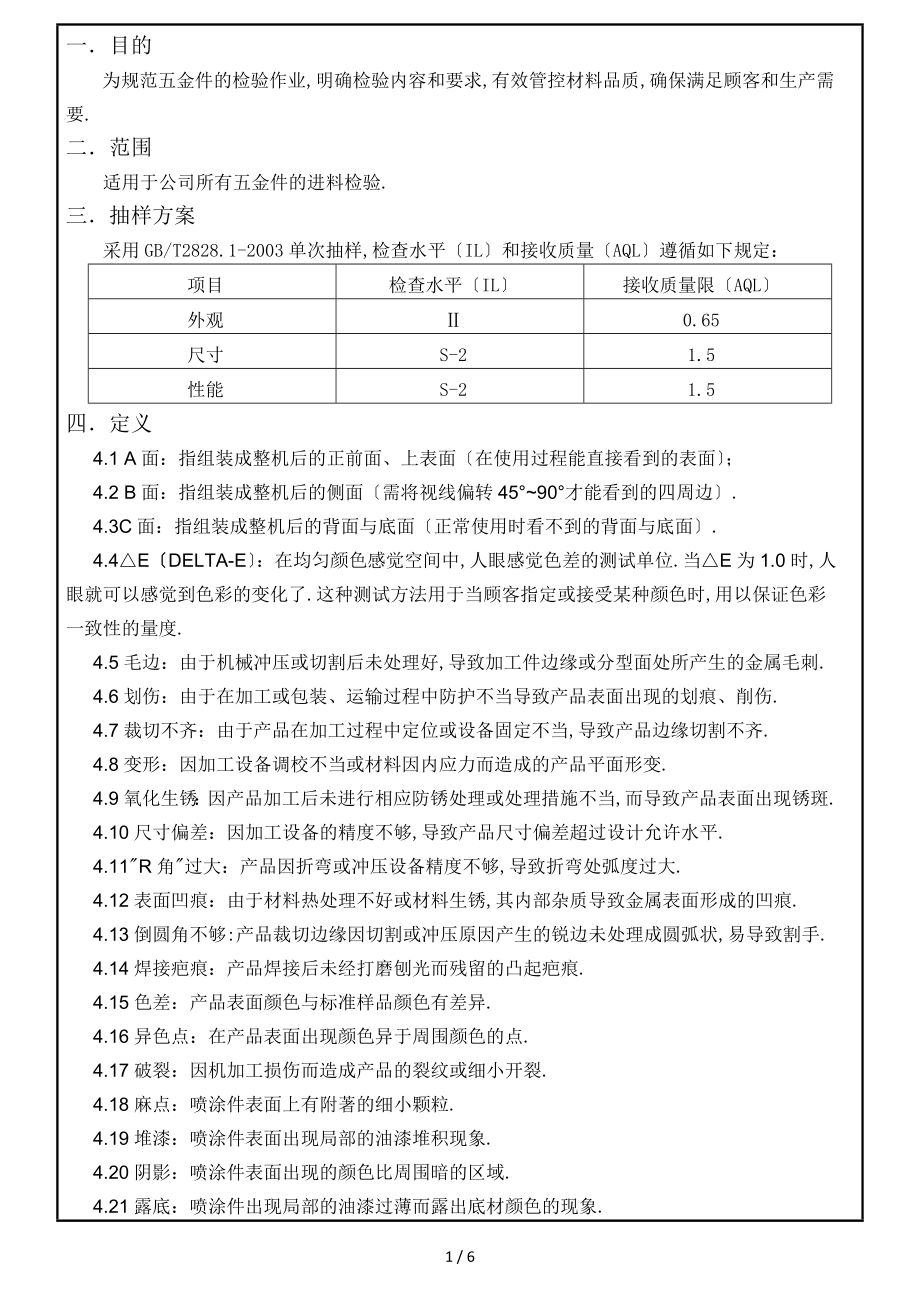
1、一目的为规范五金件的检验作业,明确检验内容和要求,有效管控材料品质,确保满足顾客和生产需要.二范围适用于公司所有五金件的进料检验.三抽样方案采用GB/T2828.1-2003单次抽样,检查水平IL和接收质量AQL遵循如下规定:项目检查水平IL接收质量限AQL外观0.65尺寸S-21.5性能S-21.5四定义4.1 A面:指组装成整机后的正前面、上表面在使用过程能直接看到的表面;4.2 B面:指组装成整机后的侧面需将视线偏转4590才能看到的四周边.4.3C面:指组装成整机后的背面与底面正常使用时看不到的背面与底面.4.4EDELTA-E:在均匀颜色感觉空间中,人眼感觉色差的测试单位.当E为1.
2、0时,人眼就可以感觉到色彩的变化了.这种测试方法用于当顾客指定或接受某种颜色时,用以保证色彩一致性的量度.4.5毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺.4.6划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤.4.7裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐.4.8变形:因加工设备调校不当或材料因内应力而造成的产品平面形变.4.9氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑.4.10尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平.4.11R角过大:产品因折弯
3、或冲压设备精度不够,导致折弯处弧度过大.4.12表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕.4.13倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手.4.14焊接疤痕:产品焊接后未经打磨刨光而残留的凸起疤痕.4.15色差:产品表面颜色与标准样品颜色有差异.4.16异色点:在产品表面出现颜色异于周围颜色的点.4.17破裂:因机加工损伤而造成产品的裂纹或细小开裂.4.18麻点:喷涂件表面上有附著的细小颗粒.4.19堆漆:喷涂件表面出现局部的油漆堆积现象.4.20阴影:喷涂件表面出现的颜色比周围暗的区域.4.21露底:喷涂件出现局部的油漆过薄
4、而露出底材颜色的现象.4.22鱼眼:由于溶剂挥发速度不对而在喷涂件表面出现凹痕或小坑.4.23飞油:超出了规定的喷涂区域.4.24剥落:产品表面出现涂层脱落的现象.4.25色差:产品表面颜色与标准样品颜色有差异.4.26光泽度:产品表面光泽与标准样品光泽有差异.4.27手印:产品表面出现的手指印.4.28硬划痕:由于硬物摩擦而造成产品表面有明显深度的划痕用指甲刮有明显感觉.4.29软划伤:没有明显深度的划痕无手感,但肉眼能明显看出.4.30毛丝:产品表面出现细小的尘丝.五检验条件5.1外观检验条件光源:在朝背散射的自然光照下,或在物件距光源0.651.0m的40W日光灯下.目视距离:300-5
5、00mm.目视角度:检测面与人眼方向成4590.目视时间:510S.5.2尺寸检验条件量测工具:精度为0.01mm的游标卡尺、精度为0.1mm的卷尺或钢板尺、精度为0.01mm的塞尺、精度为0.01mm的塞规、色差仪、精度为0.01mm的高度规、精度为0.002mm的横杆表.六检验常用单位代码对照表表1 常用单位代码对照表项目名称数目/个直 径/mm深 度/mm距 离/mm长 度/mm宽度/mm面积/m2对应代码NDHDSLWS七检验标准7.1说明7.1.1 当缺陷的直径D0.30mm且不连续时,可以不作为缺陷.以下所提到的不良缺陷的数目均指单面上的不良缺陷数目.以下所提到的不良缺陷的数目中A
6、面缺点总数不大于3,B面缺点总数不大于5,C面缺点总数不大于7.各材料如有标准未规定要求或不同于本标准要求,则按相应图纸或样板、采购单与客户要求执行.7.2包装检验标准缺陷类别:MA7.2.1 外层整齐、合理,包装箱完好无破损且保持整洁干净.外层包装上应明确标示其物料的规格、数量、名称、订单号、生产日期等且与实物相符合.7.3 尺寸检验标准缺陷类别:MA7.3.1 按相应材料的图纸、样板、采购单、订购单上尺寸要求执行.7.4 试装检验缺陷类别:MA7.4.1 取出五金件各配件试装,符合成品装配要求,无装配不良.7.4.2 外壳装配后间隙0.50mm,段差0.30mm.7.5 素材外观检验标准缺
7、陷类别:MI,详细见下表:表2 素材外观检验标准序号缺陷名称检验规格允收数A面B面C面1注点直线状、点状D0.5,S0.3,DS303570.5D0.6,0.3S0.5,DS501230.6D1.0,0.5S0.8,DS500122硬划痕、碰伤D0.4,DS301230.4D1.0,DS30012L0.5,W0.3,DS302240.5L1.0,W0.3,DS301231.0L2.0,W0.3,DS300013软划痕L4,W0.3,DS303574L8,0.2W0.3,DS302358L10,W0.3,DS301224毛边L0.2,无明显手感且不影响装配不计5R角过大参照工程图纸与限度样品6裁
8、切不齐参照限度样品7尺寸偏差参照工程图纸8变形分型面平面度0.3mm或按零件确认样板9色差E1.0或参照限度样品10倒圆角不够不允许注:注点缺陷包括异色点、杂质、亮斑等呈现点状形态的缺陷.7.6喷涂外观检验标准缺陷类别:MI表3 喷涂外观检验标准序号缺陷名称检验规格允收数A面B面C面1注点直线状、点状D0.5,S0.3,DS303570.5D0.6,0.3S0.5,DS501230.6D1.0,0.5S0.8,DS500122硬划痕、碰伤0.5L1.0,W0.3,DS501121.0L2.0,W0.3,DS500013软划痕L4,W0.2,DS302354L8,0.2W0.3,DS501238
9、L10,W0.3,DS500124堆漆不允许5缩水参照限度样品.6飞油L0.3或参照限度样品.7剥落不允许8色差E1.0或参照限度样品9光泽度参照上、下限度样品10手印不能擦除不允许11露底不允许12阴影不允许13丝印检查字体漏印、脱落、模糊、重叠、歪斜、中断、粗细不均不允许注:注点状缺陷包括颗粒、麻点、毛丝、鱼眼等呈现点状的缺陷.7.7电镀、发黑等表面处理外观检验标准缺陷类别:MI,详细见下表:表4 电镀、发黑等表面处理外观检验标准序号缺陷名称检验规格允收数1毛疵、毛边、变形、破损、加工不良、组装不良、或成型不良不允许2氧化、锈斑、电镀不良、气泡、烤漆脱落不允许3混装、短装、缺附件不允许4内
10、部使用的五金件电镀前刮伤L30,W2不超过5条L60,W5不超过3条L30,W10不超过3条5电镀后刮伤不允许6点焊、铆接不良不允许7水纹面S0.1S总8攻牙不允许注:注点状缺陷包括颗粒、麻点、毛丝、鱼眼等呈现点状的缺陷.八测试项目检验方法与允收标准8.1表面磨损试验酒精擦拭试验a 测试规范与要求:用浓度为95-98%的酒精湿润棉布,以500的力,每秒一次循环的频率来回擦于被测样品表面涂装处,擦拭长度大于5cm,擦拭20次有丝印字体不可有变形与脱落形象,100次后喷涂不可露底.b 判定标准:表5 酒精擦拭试验判定标准擦拭次数测试结果/现象缺陷类别n20丝印变形或脱落CRn50喷涂脱落,见底材C
11、R50n80喷涂脱落,见底材MA80n100喷涂脱落,见底材MI百格试验:a 测试规范与要求:用刀片在被测样品表面割划一百个1mm2的方格伤至本体上,用3M胶纸型号:600#贴于其表面并按紧,使胶带均匀粘附于样品表面,然后提起胶带一边沿45角迅速拉起,拉起胶带后方格内涂装无脱落现象,每单位测试样品以两次测试后结果为准.b 判定标准:表6 百格试验判定标准每方格涂装脱落面积占方格面积比例缺陷类别10%以下可接受10%30%MI30%50%MA50%以上CR胶纸粘贴测试a 测试规范与要求:用3M胶纸型号:600#贴于样品丝印表面并按紧,使胶带均匀粘附于样品表面,提起胶带一边沿45角迅速拉起,拉起胶带后丝印无脱落现象,每单位测试样品以五次试验后结果为准.b 判定标准表7胶纸粘贴测试判定标准测试结果/现象缺陷类别丝印轻微脱落丝印内容无损MI丝印脱落丝印内容仍可清晰分辨MA丝印脱落丝印内容残缺CR8.2防锈试验可用5%的盐雾试验来测定,即在35温度1千克的压力下连续喷雾3小时,表面无锈为合格产品.当没有盐雾试验设备时,亦可延用3%的标准NaCl溶液做浸渍检验.8.2.2 判定标准试验后五金件表面不允许生锈,锐边上的锈迹和任何能够擦掉的淡黄色膜可以忽略不计.九记录9.1按记录控制程序的要求做好相关的检验记录并按要求归档保存;9.2检验出现异常时按不合格品控制程序的要求进行处理.6 / 6
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
