《钻孔镗孔倒角的工艺过程》由会员分享,可在线阅读,更多相关《钻孔镗孔倒角的工艺过程(2页珍藏版)》请在装配图网上搜索。
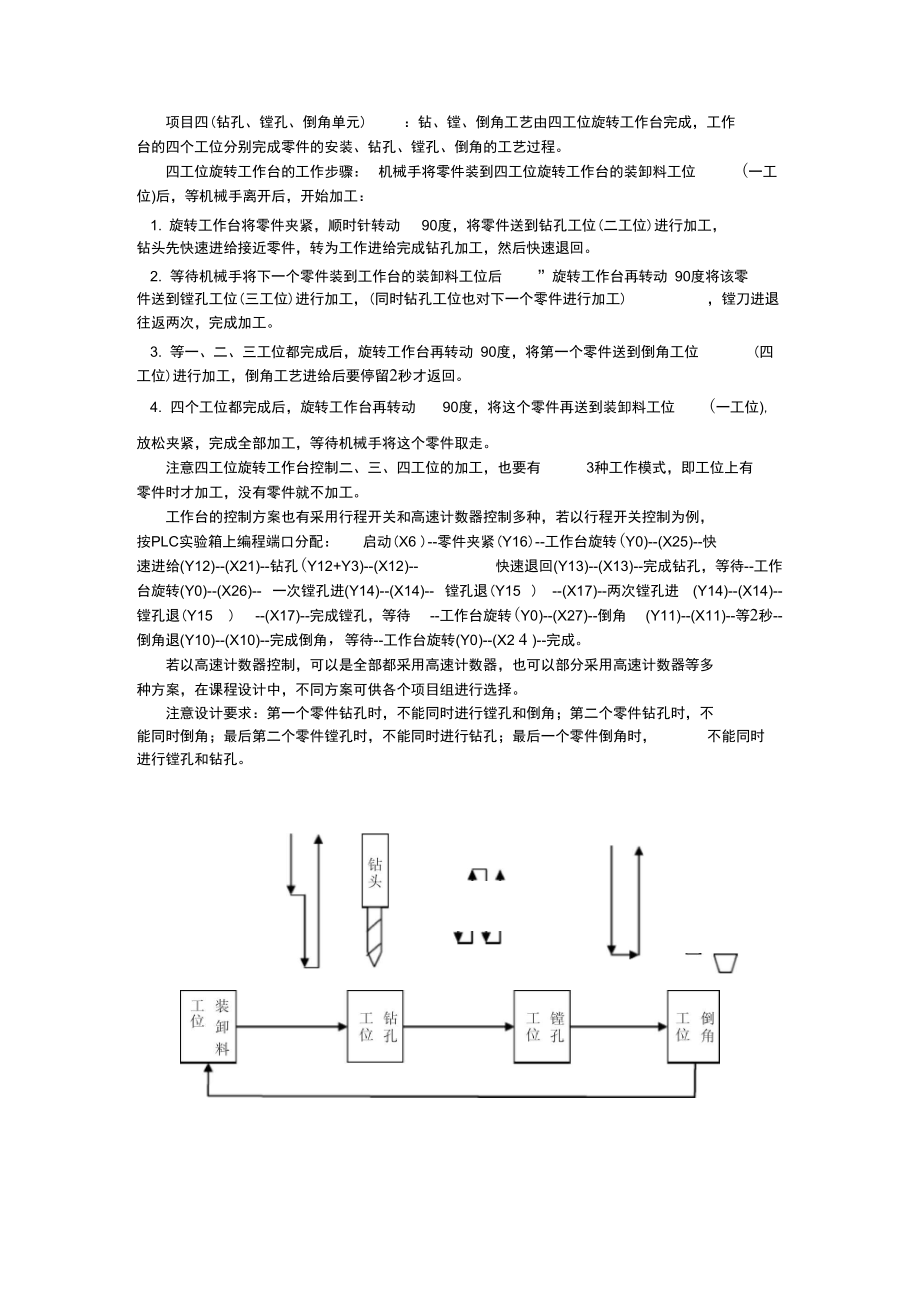
1、项目四(钻孔、镗孔、倒角单元):钻、镗、倒角工艺由四工位旋转工作台完成,工作台的四个工位分别完成零件的安装、钻孔、镗孔、倒角的工艺过程。四工位旋转工作台的工作步骤:机械手将零件装到四工位旋转工作台的装卸料工位(一工位)后,等机械手离开后,开始加工:1. 旋转工作台将零件夹紧,顺时针转动90度,将零件送到钻孔工位(二工位)进行加工,钻头先快速进给接近零件,转为工作进给完成钻孔加工,然后快速退回。2. 等待机械手将下一个零件装到工作台的装卸料工位后”旋转工作台再转动 90度将该零件送到镗孔工位(三工位)进行加工,(同时钻孔工位也对下一个零件进行加工),镗刀进退往返两次,完成加工。3. 等一、二、三
2、工位都完成后,旋转工作台再转动 90度,将第一个零件送到倒角工位(四工位)进行加工,倒角工艺进给后要停留2秒才返回。4. 四个工位都完成后,旋转工作台再转动90度,将这个零件再送到装卸料工位(一工位),放松夹紧,完成全部加工,等待机械手将这个零件取走。注意四工位旋转工作台控制二、三、四工位的加工,也要有3种工作模式,即工位上有零件时才加工,没有零件就不加工。工作台的控制方案也有采用行程开关和高速计数器控制多种,若以行程开关控制为例, 按PLC实验箱上编程端口分配:启动(X6 )-零件夹紧(Y16)-工作台旋转(Y0)-(X25)-快速进给(Y12)-(X21)-钻孔(Y12+Y3)-(X12)
3、- 快速退回(Y13)-(X13)-完成钻孔,等待-工作 台旋转(Y0)-(X26)- 一次镗孔进(Y14)-(X14)- 镗孔退(Y15 ) -(X17)-两次镗孔进 (Y14)-(X14)- 镗孔退(Y15 ) -(X17)-完成镗孔,等待 -工作台旋转(Y0)-(X27)-倒角 (Y11)-(X11)-等2秒-倒角退(Y10)-(X10)-完成倒角,等待-工作台旋转(Y0)-(X2 4 )-完成。若以高速计数器控制,可以是全部都采用高速计数器,也可以部分采用高速计数器等多 种方案,在课程设计中,不同方案可供各个项目组进行选择。注意设计要求:第一个零件钻孔时,不能同时进行镗孔和倒角;第二个零件钻孔时,不 能同时倒角;最后第二个零件镗孔时,不能同时进行钻孔;最后一个零件倒角时,不能同时进行镗孔和钻孔。项目四 四工位旋转工作台展开图
 钻孔镗孔倒角的工艺过程
钻孔镗孔倒角的工艺过程