《中频感应电炉熔炼工艺中频感应电炉》由会员分享,可在线阅读,更多相关《中频感应电炉熔炼工艺中频感应电炉(6页珍藏版)》请在装配图网上搜索。
1、中频感应电炉熔炼工艺_中频感应电炉1、总则1.1、本工艺文件是我公司用中频炉炼钢、炼铁的一般性工艺文件.1.2、本工艺文件是我公司用5t、3t、1t中频感应炉炼钢、炼铁的过程中指导性文件,是检查、验收的主要依据.1.3、凡我公司从事炼钢、炼铁、备料人员、主管领导、技术人员、检查人员必须熟练和掌握本守则.2、炉体、电气、水冷系统的维护2.1、炉体开炉之前或停炉都要认真检查炉体的侵蚀情况,如有局部侵蚀过深炉壳厚6070则需用补炉糕修补.如果侵蚀面积较大可考虑整圈补炉,最好是用局部钢圈炉胆干补.补炉时必须事先清除渗入炉壳的金属与钢渣.炉壳如果上下周围都侵蚀严重,再继续熔炼有漏炉危险时,则应重新打结炉
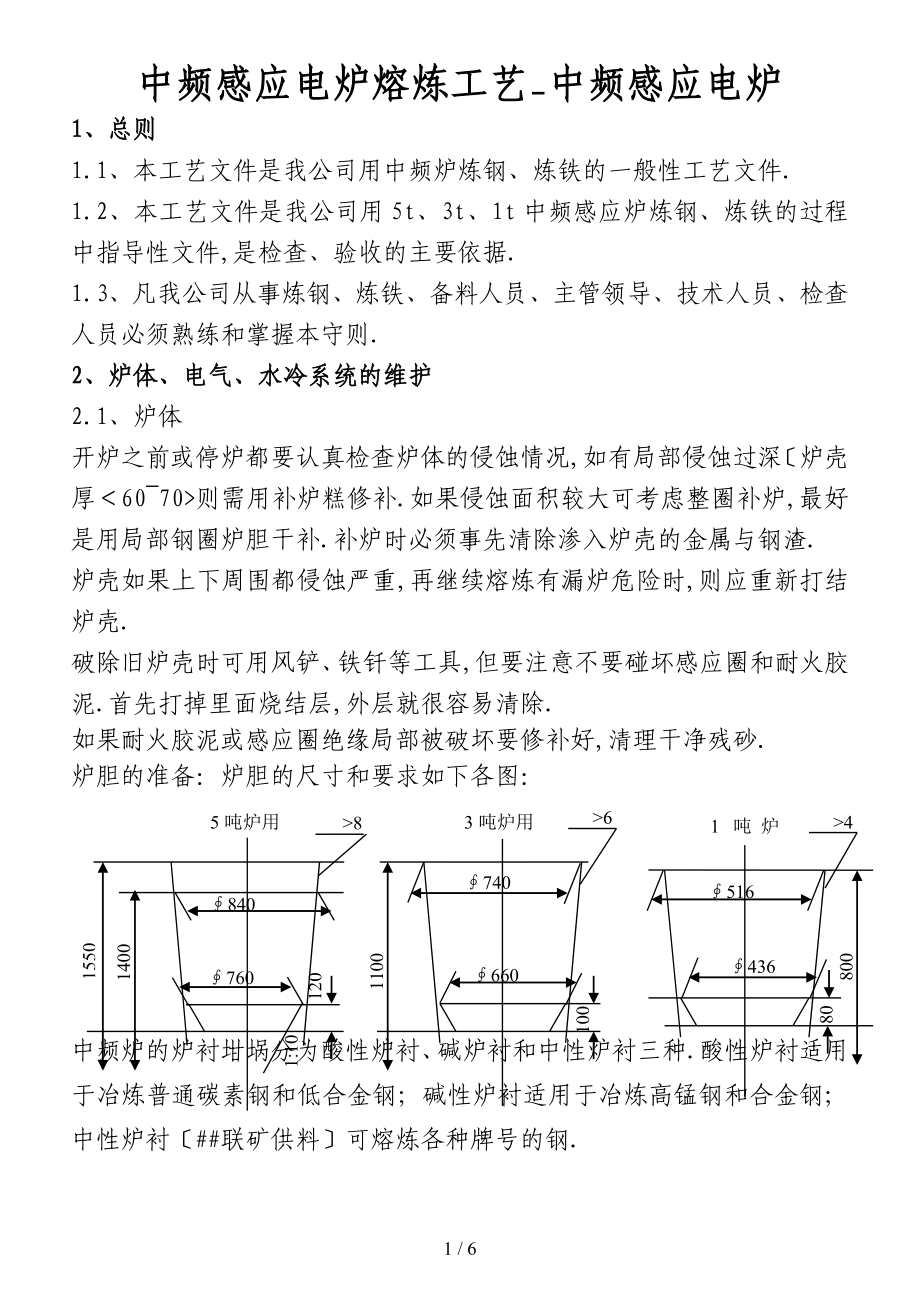
2、壳.破除旧炉壳时可用风铲、铁钎等工具,但要注意不要碰坏感应圈和耐火胶泥.首先打掉里面烧结层,外层就很容易清除.如果耐火胶泥或感应圈绝缘局部被破坏要修补好,清理干净残砂.炉胆的准备:炉胆的尺寸和要求如下各图:1吨炉用3吨炉用5吨炉用864740516840800110014001550436660120760801001:10中频炉的炉衬坩埚分为酸性炉衬、碱炉衬和中性炉衬三种.酸性炉衬适用于冶炼普通碳素钢和低合金钢;碱性炉衬适用于冶炼高锰钢和合金钢;中性炉衬#联矿供料可熔炼各种牌号的钢.材料名称炉衬材料炉领材料硅砂粒度mm56230.51硅石粉120.20.5硅石粉配比质量分数%25203025
3、305020酸性炉衬的材料配比如下表:酸性炉衬用硅砂做耐火材料,对化学成分要求为:SiO29999.5%杂质含量:Fe2O30.5%,CaO0.25%,Al2O30.2%,水份0.5%.打结炉衬的粘结材料为硼酸,其加入量质量分数为1.72.0%.对硼酸的化学成分要求是:B2O398%;水0.5%;粒度要求应小于5mm.炉衬材料的配制:将各种规格石英粉混在一起与硼酸干混均匀,不加湿润剂.最好是用搅拌机或混砂机混合均匀.打结炉衬时最好是干法打结炉衬质量好.炉领用强度较高的材料打结.一般用10%水玻璃或20%的粘土加少量水玻璃为粘结剂.碱性炉衬用镁砂做耐火材料,镁砂有重烧镁砂和电熔镁砂两种.所用镁砂
4、须经过磁选,清除其中含铁杂质.保证炉衬绝缘性能.碱性炉衬材料组成如下表:电炉容量Kg炉衬材料组成质量分数%粒度组成质量分数%镁砂电熔镁砂电熔氧化铝580mm35mm13mm1mm103070803020304525250300050205080202535201000070603040碱性炉衬用粘结剂与组成占镁砂重量的百分数%名 称硼 酸水玻璃粘 土硼酸粘结剂1.52.5水玻璃粘结剂5水玻璃-硼酸粘结剂15粘土-硼酸粘结剂1.51.822.5中性炉衬中电熔氧化铝是很好的中性炉衬材料.我公司是用#联矿供给的材料打结5吨的炉衬.在打结炉衬之前,为保证感应器与炉衬之间的绝缘,并减少炉衬内部热量向外散
5、失,在紧靠感应器放一层石棉布或云母等材料.炉衬的打结:将混合好的炉衬材料铺在石棉布上并逐层捣实,直到接近感应圈底部.放好炉胆,找准中心并将其固定.分批加入炉衬材料,每批厚度约为2030mm,并逐层捣实,特别是炉体底部锥体部分,务求捣实.打结炉衬时一吨炉用人工手撞打结,五吨和三吨炉可用震动打炉机捣实.打结好的炉衬要进行烧结,一般是供电烘烤,其烘炉规范如下:石英砂炉衬的烧结工艺:高温烧结2小时温度0C1600- - - - 熔化保温2-6小时130010407805202600 5 10 15 20 说明:烘炉前将炉内加满金属料,而且要加得越密越好,防止炉胆在烧结过程中提前变形.以不大于110/小
6、时升温速度,把炉料加热到10001100保温26小时.再以110/小时加热速度,使初始炉料熔化量达到90%并开始加料.继续加料到满炉.炉料全部化透再以220/小时,升温到1600,保温烧结2小时.降温至出钢温度,开始生产.2.2、电气电气包括电源柜、控制柜、水冷电缆、感应圈和电容等.在送电之前应仔细检查各部位是否正常,各连接部位有无松动.对电器部位加强日常保养与维护,定期进行吹扫灰尘,防止金属灰尘造成短路,对各连接部位的螺栓定期紧一紧,防止因振动造成松动而虚连.对老化线皮要予以更换.2.3、水冷系统开炉前仔细检水冷系统各部管路有无老化和开裂,对老化管路要与时更换.在熔炼过程中要时刻注意水温度变
7、化和流量情况.如有堵塞要与时疏通,水温升高要查找原因.3、炉料的准备3.1、对炉料的要求对炉料尺寸的要求:5吨炉料截面尺寸不超300500,长度不超过1800;3吨炉料截面不超过200450;长度不超过1500;1吨炉炉料截面不超过100300;长度不超过1200.炉料表面不能有油污,不能有严重的锈蚀.不准有炮弹、封闭容器和两端不通的管子每批炉料要求化学成份接近,不可混杂生铁、铜和其他金属.切屑必须压成块入炉,而且只能冶炼成分要求不严格的铸件.3.2、配料配料时要充分考虑各个元素在炉内烧损的情况,酸性炉衬和碱性炉衬各元素烧损量有差别,配料时应考虑炉衬情况.酸性中频感应电炉不氧化法,熔炼的合金元
8、素收得率如下表:元素名称合金名称适宜的加入时间收得率%镍金属镍装料时100钼钼铁装料时98钨钨铁装料时98铬铬铁装料时95锰锰铁出钢前10分钟90硅硅铁出钢前710分钟100钒钒铁出钢前7分钟9295碱性中频感应炉不氧化法熔炼的合金元素收得率如下表:元素名称合金名称适宜的加入时间收得率%镍金属镍装料时100铜金属铜装料时100钼钼铁装料时100铌铌铁装料时100钨钨铁装料时100铬铬铁装料时97-98锰锰铁、金属锰装料时90还原期94-97氮氮化锰、氮化铬还原期加稀土时40-50还原期不加稀土时85-95钒钒铁还原期95-98硅硅铁出钢前10分钟90铝金属铝出钢前315分钟93-95钛钛铁出钢
9、前插铝终脱氧后加入85-92硼硼铁临出钢前加入,或出钢时加在盛钢桶中冲熔.50配料计算时为降低成本,对昂贵的金属原料要控制在低限.其他元素可控制在中下限.4、装料与熔炼4.1、装料所有炉料必须过称检斤后加入炉内,以便控制钢水总量,便于调整控制其成分.装料顺序:首先在炉底加些小料,小料上加入可以装炉时加入的铁合金,上面加大料,更大的料加在炉衬的边缘,大料之间加小料.炉料装的紧有利透磁和导电.当钢水升到感应圈以上时,钢水顶面温度较低,电磁搅拌效果减弱,不要再装新大截面料,防止封炉.4.2、熔炼中频感应炉熔炼有酸性与碱性炉衬的不同,还有氧化法与不氧化法的冶炼方法不同,视不同钢种,采取不同方法冶炼.酸
10、性感应炉不能用来冶炼高锰钢,也不适于冶炼含铝和含钛的钢种.不适用于氧化法炼钢.炉料装好后,可以通电熔化.首先供给60%左右的功率,待电流冲击停止后,再加大至最大功率,使其迅速熔化.在熔化过程中,注意捣料助熔,防炉料搭桥和封顶.当熔炼普通碳钢,在炉料比较好时,可在炉料熔化到95%时取样,进行化学分析,并继续熔化其他炉料.在冶炼合金钢,已将部分合金料在装料时装入炉内,则必须在炉料全部熔清后取样.冶炼普通碳钢,在炉料全部熔清后,扒出全部钢渣.根据化学分析结果调整C、Si、Mn的成份,并把温度提高到出钢温度.在园杯试样收缩良好时,加铝或脱氧剂进行终脱氧,脱氧剂或铝加入量为1kg/吨钢水.停电倾炉出钢,钢水在钢包内镇静5-8分钟后,进行浇注,成品化学分析试样可在钢包中或炉中取取样工具必须清洁,烘干后使用.在冶炼合金钢时,根据化学分析结果,调整各元素的成分,达到标准要求后,可提温、取样终脱氧出钢.6 / 6
 中频感应电炉熔炼工艺中频感应电炉
中频感应电炉熔炼工艺中频感应电炉