《钢筋接头直螺纹连接》由会员分享,可在线阅读,更多相关《钢筋接头直螺纹连接(6页珍藏版)》请在装配图网上搜索。
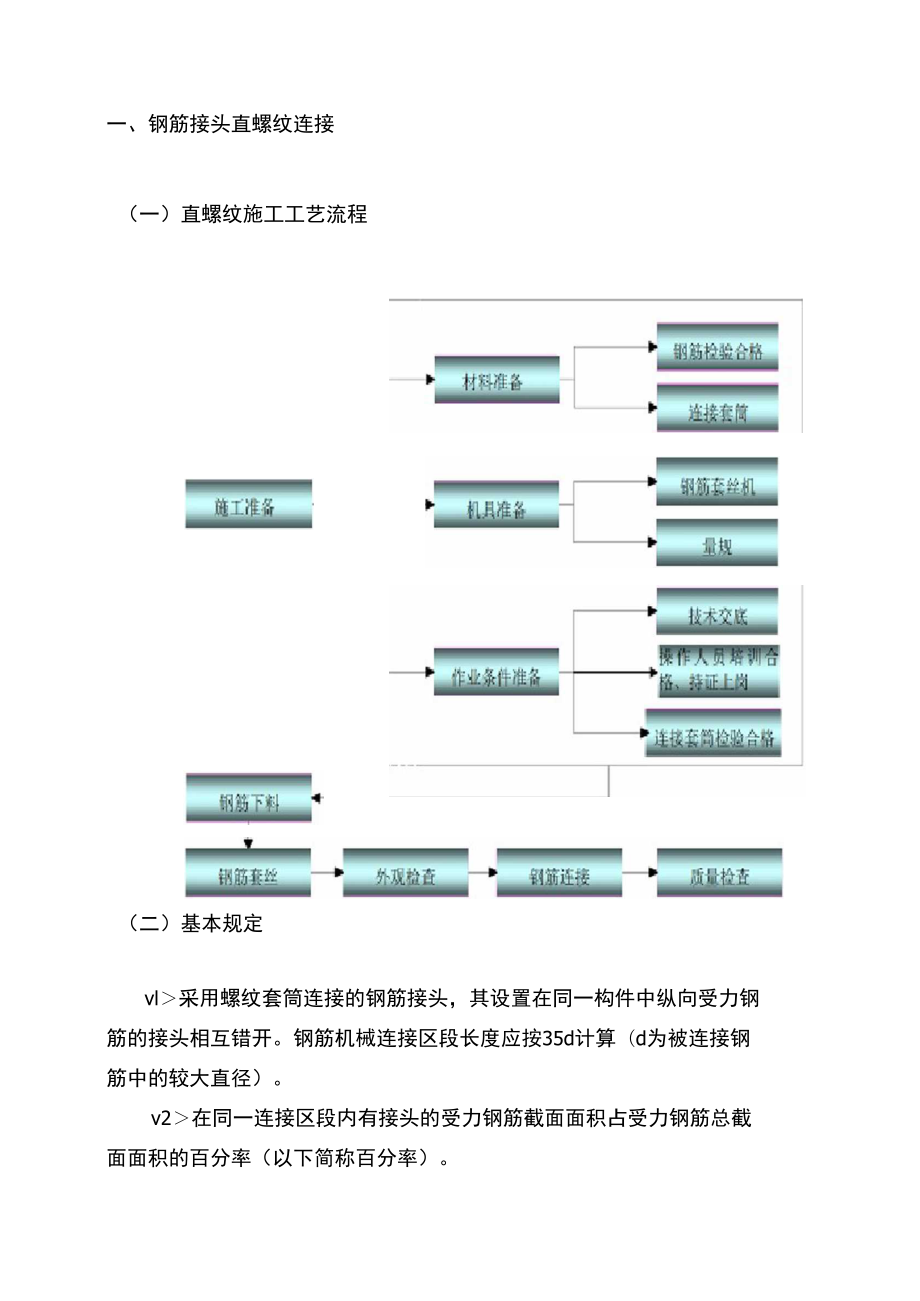
1、一、钢筋接头直螺纹连接(一)直螺纹施工工艺流程(二)基本规定vl采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢 筋的接头相互错开。钢筋机械连接区段长度应按35d计算(d为被连接钢 筋中的较大直径)。v2在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截 面面积的百分率(以下简称百分率)。3接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力 部位设置接头时,在同一连接区段内II级接头的接头百分率不应大于 50%; I级接头的接头百分率可不受限制。接头宜避开有抗震设防要求的 框架的梁端、柱端篩筋加密区;当无法避开时,应采用I级或II级接头, 且接头百分率不应大于50%o4受拉钢
2、筋应力较小部位或纵向受压钢筋,接头百分率可不受限 制。对直接承受力荷载的结构构件,接头百分率不应大于50%0接头端 头距钢筋弯曲点不得小于钢筋直径的10倍。不同直径钢筋连接时,一次 连接钢筋直径规格不宜超过二级。(三)施工准备1、材料准备vl材料的品种规格:套筒的规格、型号以及钢筋的品种、规格必须 符合设计要求。v2钢筋应符合国家标准钢筋混凝土用热轧带肋钢筋钢筋混凝 土用余热处理钢筋的要求,有原材质、复试报告和出厂合格证;3钢筋应先调直再下料,并宜用切断机和砂轮片切断,切口端面应 与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。4套筒与锁母材料采用优质碳素结构钢或合金结构钢,其材质应符合规
3、范规定;v5成品螺纹连接套应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。2、主要机具切割机、钢筋滚压直螺纹成型机、普通扳手及量规(牙形规、环规、 塞规)。3、作业条件vl钢筋端头的螺纹己加工完毕,检查合格,且己具备现场钢筋连接 条件;2钢筋连接用的套筒己检查合格,进入现场挂牌整齐码放;3布筋图及施工穿筋顺序等己进行技术交底。(四)材料和质量要求vl钢筋应符合国家标准的要求,复验合格;v2套筒与锁母材料的材质应符合规定要求。3钢筋直螺纹接头套丝及连接操作人员必须经过培训、考核,持证 上岗;4钢筋端头螺纹加工按照标准规定,且牙形要逐个进行量规检查。5钢筋套丝后螺牙应符合质量标准;6钢
4、筋切口端面及丝头锥度、牙形、螺距等应符合质量标准,并与 连接套筒螺纹相匹配。(五)施工工艺vl连接套表而无裂纹,螺牙饱满,无其他缺陷。2牙型规检查合格,用螺纹塞规检查其尺寸精度。3各种型号和规格的连接套外表面,必须有明显的钢筋级别规格标记。若连接套为异径的则应在两端分别作岀相应的钢筋级别的直么。4连接套两端头的孔必须用塑料盖封上,以保持内部洁净干燥防 锈。v5加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一 致,且经配套的量规检验合格。v6加工钢筋螺纹时,应采用水溶性切削润滑液;当气温低于0C时,应掺入15%20%来硝酸钠,不得用机油作润滑液或不加润滑液套丝。v7操作工人应逐个检查钢筋
5、丝头的外观质量并做岀操作者标记。v8经自检合格的钢筋丝头,应对每种规格加工批量随机抽检10%, 且不小于10个,并填写钢筋螺纹加工检验记录,如有一个丝头不合格, 即应对该加工批全数检查,不合格丝头应重加工,经再次检验合格方可 使用。9已检验合格的丝头,应加以保护戴上保护帽,并按规格分类堆放 整齐待用。10连接钢筋时,钢筋规格和连接套的规格应一致,钢筋螺纹的型 式、螺距、螺纹外径应与连接套匹配。并确保钢筋和连接套的丝扣干净, 完好无损。11连接钢筋时应对准轴线将钢筋拧入连接套。12接头拼接完后,应使两个丝头在套筒中央位置互相顶紧,套筒 每端不得有一扣以上的完整丝扣外露,加长型接头的外露丝扣数不受
6、限 制,但应有明显标记,以检查进入套筒的丝头长度是否满足要求。(六)安全环境保护措施vl使用钢筋滚压直螺纹成型机和套丝机应由了解其性能并熟悉操作 知识的人员操作。各种机具都应由专人进行维护,并应随机挂安全操作 牌。v2使用钢筋滚压直螺纹成型机、套丝机前应先空转,待转动正常后方可带负荷工作。运行中,严禁用手、脚接触其转动部分。3套丝机工作时严禁戴手套,袖口应扎紧;钻具、工件均应固定牢固。钻头转动时,严禁直接用手清除钻屑或用手接触转动部分。v4用电设备均应设三级控制,两极保护,严格按用电安全规程操作。5设备运行中严禁拖拽压圆机油管或砸压油管,油管反弹方向应予 以遮挡。不准硬拉电线或高压油管,高压油管不得打死弯。
 钢筋接头直螺纹连接
钢筋接头直螺纹连接