 小原焊机ST21系列控制器使用说明书二
小原焊机ST21系列控制器使用说明书二

《小原焊机ST21系列控制器使用说明书二》由会员分享,可在线阅读,更多相关《小原焊机ST21系列控制器使用说明书二(33页珍藏版)》请在装配图网上搜索。
1、-OBARA公司ST21系列1.5版版本号SMO 01(或更新版)版本号SPO 24(或更新版)版本号SDO 25(或更新版)版本号TP-C024(或更新版).参考手册ST 21系列焊接控制器2010.05.06 GC4-2032- 为了安全地使用本产品,使用前,务必熟读安全注意事项,并在充分理解的基础上使用本产品。 阅读后,请将本手册保管在规定的场所。1概述1.1 产品概述本设备的系统配置如下:ST21:控制器TP-Net(网):用于输入焊接数据,监控焊接顺序并显示报警信息DP-Net:用于监控焊接顺序并显示报警信息PN/C(编程电缆):用于将ST21连接到TP-Net或DP Net 上的共
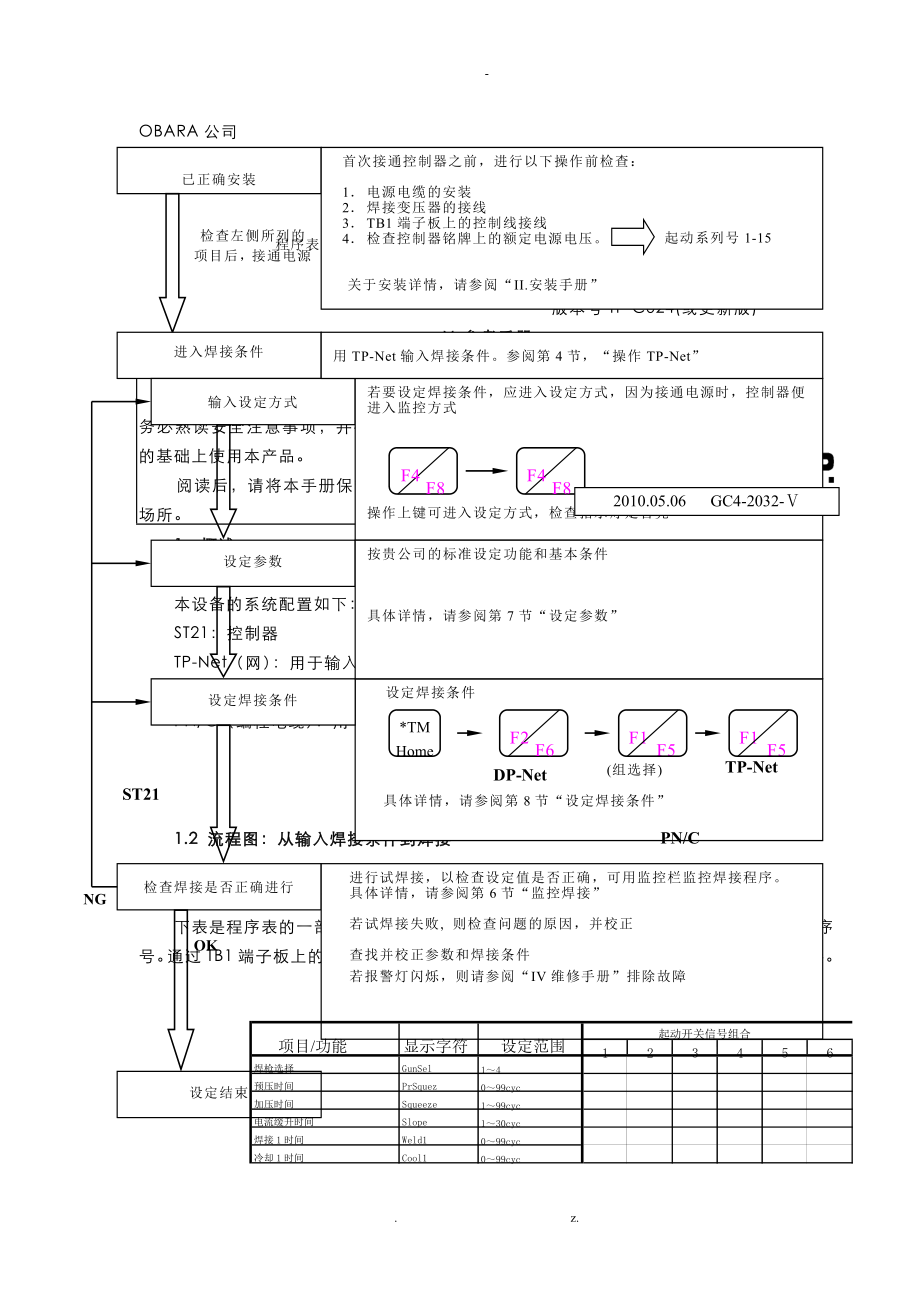
2、用电缆。DP-NetTP-NetST21PN/C1.2 流程图:从输入焊接条件到焊接F2 F6F1 F5Shift*TMHome设定焊接条件 (组选择) 具体详情,请参阅第8节“设定焊接条件”已正确安装首次接通控制器之前,进行以下操作前检查:1 电源电缆的安装2 焊接变压器的接线3 TB1端子板上的控制线接线4 检查控制器铭牌上的额定电源电压。 关于安装详情,请参阅“II.安装手册”检查左侧所列的项目后,接通电源进入焊接条件设定焊接条件设定参数输入设定方式若要设定焊接条件,应进入设定方式,因为接通电源时,控制器便进入监控方式操作上键可进入设定方式,检查指示灯是否亮设定结束检查焊接是否正确进行
3、F4 F8F4 F8按贵公司的标准设定功能和基本条件具体详情,请参阅第7节“设定参数”用TP-Net输入焊接条件。参阅第4节,“操作TP-Net” 进行试焊接,以检查设定值是否正确,可用监控栏监控焊接程序。 具体详情,请参阅第6节“监控焊接” 若试焊接失败, 则检查问题的原因,并校正 查找并校正参数和焊接条件 若报警灯闪烁,则请参阅“IV维修手册”排除故障OKNG F1 F5 F2 F6 F1 F5*TMHome1.3 起动系列和焊接条件起动系列号1-15程序表下表是程序表的一部分。表中左边的一栏含焊接条件参数,该行的序号表示起动系列序号。通过TB1端子板上的起动开关来选择起动系列,就可在所选
4、系列的焊接条件下进行焊接。 起动开关信号组合设定范围显示字符项目/功能099cycCool1冷却1时间099cycWeld1焊接1时间130cycSlope电流缓升时间199cycSqueeze加压时间099cycPrSquez预压时间14GunSel焊枪选择654321 焊接条件 参 数选择系列4并按该系列中规定的条件进行焊接实例:参数设定在A方式中,使TB1端子板上的START SW4和 INPUT COMMON(共用输入)短路 在B方式中,使TB1端子板上的START SW3和 INPUT COMMON短路。(详细情况参见“II,安装手册”) 1.4 焊接数据用于ST21系列的焊接数据主
5、要分成两大类:参数(以选择功能)和焊接条件。焊接条件数据的15个系列(条件)组成一个组。4个组和参数组成一个单元。控制器可以保存和控制60个焊接条件数据。TP-Net可以单独保存的数据是控制器可保存数据的4倍。TM数据:控制器中存储的数据(焊接数据)TP数据:TP-Net中存储的数据,作为外部数据参数:可使控制器各功能得以选择或设定。详情参见6.1节2操作DP-Net2.1 显示面板操作按键及其功能操作面板键名称说明Step Reset(增)启用步增功能时,清除步增计数Reset1报警复位2清除焊接计数器3清除报警历史4暂停操作Home显示接通电源时出现的初始屏幕每个键按它所指示的方向卷动显示
6、的容Shift(移位)当按下另一个键时,同时按住本键(例如:Shift键+Scroll键)。就可选择各功能,如输入 / 输出数据等等指示灯(指示控制器的状态)名称说 明与TP-Net上各键相同参阅TP - Net指示灯章节的说明2.2 操作流程图I/O 状态报警历史数据参数监控步增复位改变编号清除历史数据监控功能接通电源显示焊接计数显示步增计数Reset报警复位ResetShift+Shift+焊枪计数器复位ResetStepResetShift+StepReset检查焊接条件组选择监控条件若需显示初始屏幕,按下 键即可Home若需选择项目,按下显示器从上部算起第4行与功能键相应F1F8准备就
7、绪设定连续按下无焊接电流0F / 通、断 返回滚动键求助复位步增复位移动起动最后一步步增结束报警显示、选择起始键3操作TP - Net3.1 编程器操作面板布置图3.2 操作面板键的功能说明操作面板键名称说明F1-F4/F5-F8功能键用于选择菜单若选择F5至F8,按下相应的功能键+Shift键F8键专门用于返回到先前的菜单F-Disp Select启用或禁止F1-F8的F-键操作本键,也可用于选择是否在显示器的下部显示功能说明0-9&“”/A-F/ON& OFF输入数据的键。若输入A至F,按下Shift键+与要输入的数值相符的键ON和OFF键操作,与Shift键无关TM*/Home显示和编辑
8、当前连接TM*的键,选择待监控的控制器数值键TM*+Shift键等于HOME键,为显示初始屏的快捷键Step Reset当启用步增功能时,该键用于使步增计数器复位名称说明Reset该键用于:1使当前发出的报警复位2使焊接计数器上当前显示的打点数复位3清除正在显示的历史数据4暂停操作该键按箭头所示方向滚动屏幕Help该键显示求助功能容含各功能键的详细说明Shift选择A至F和F5至F8的辅助键指示灯(指示控制器状态)名称说明ReadyTP完成初始处理,然后通过通信接收初始数据后,控制器随时准备接收焊接数据时,灯亮。No Weld控制器处于“Weld off”方式时,灯亮Conti.Press控制
9、器处于“Weld off”方式中且焊枪压力控制在连续加压方式中时,灯亮。Set控制器处于数据设定方式时,灯亮。SW Start控制器的起动开关接通时,灯亮。Step last Stdge控制器进入最后一步时,灯亮。Step up finish控制器进入步增结束阶段时,灯亮。Alarm控制器检测出故障时,灯亮。3.3 功能键说明按下功能键(F1-F8)将显示如下所示的相应屏幕。按下Home键查返回到监控屏幕。 F1监控显示当前焊接的监控数据和报警历史数据F1步增变换当使用步增功能时,允许变换当前设定的步号(步增变换)F2输入/输出监控显示输入/输出状态(通常不使用)F3报警历史数据显示报警历史数
10、据(最后100次报警)F2 TM数据设定显示存储在控制器的数据F1-F4组选择从F-1(第0组)至F4(第4组)中选择其中的一个组F1编辑允许设定焊接数据F2功能拷贝将焊接条件的具体项目数据独立拷贝。例如:将系列1中的热处理1数据拷贝到所有系列中F3系列拷贝在系列之间拷贝焊接条件数据例如:将系列1的数据拷贝到系列5F4组拷贝在组之间拷贝数据F5组检验比较组之间的数据F5参数选择参数,以便设定F1编辑允许设定所选的参数F3 TP数据编辑允许编辑存储在TP-Net中的外部存储数据F1单元编辑选择要编辑的单元1-4单元选择从1至4选择其中的一个单元F1-F4组选择从F1(第0组)至F4(第4组)中选
11、择其中的一个组F1编辑,F5组检验与上述屏幕相同F2单元拷贝在单元之间拷贝数据1-4单元选择从1至4选择其中的一个单元F1 TMTP将所选单元的数据从定时器拷贝到编程器上F2 TPTM将所选单元的数据从编程器拷贝到控制器上F3 TPTP将所选单元的数据拷贝到编程器的另一个单元F4 TM TP将控制器的单元数据与编程器的单元数据相比较F3参数选择单元并变更单元中的参数1-4单元选择从1至4选择其中的一个单元F4参数拷贝选择单元并拷贝单元中的参数1-4单元选择从1-4选择其中的一个单元F1 TMTP,F4 TMTP拷贝或比较参数F4方式选择变更控制器当前的有效方式F1操作将当前方式变换到焊接方式F
12、2无电流焊接允许在不施加电流的情况下进行焊接顺序F3继续增压除了无焊接方式中的动作以外,本方式允许焊枪在接收到Hold End(保持结束)信号后继续加压F4设定在编辑任何参数或数据前,需要输入这一方式3.4 屏幕说明F-Disp. /Select 键可使焊接数据用4行显示显示数据显示出与所选功能键相应的数据注:尽管焊接数据在4行中显示,但仍可接受功能键输入Scroll (滚动)键纵向滚动屏幕F-DispSelect标准屏幕 (监控方式,等.)焊接条件设定屏幕(编辑方式)显示数据显示与所选功能键相应的数据F1 F5进入编辑方式按下F1键选择系列注:不得输入超出范围的值显示出当前选择的系列系列指示
13、,例如:B3FB:方式A 方式 / B方式3:组0-3组F:系列 1-F (1-15)系列注:方式指示当显示外部存储数据时,单元显示1至4的单元*你可以编辑第1行中显示的数据滚动键在此处输入数据 输入数据后,按下Return 键确认求助屏幕按下Help(求助)键将显示功能键菜单Help报警报警信息屏幕 使报警复位,按下复位 键报警指示TP-NET/DP-NE上的报警灯亮Reset可以编辑第1行中显示的数据参数设定屏幕(编辑方式)进入编辑方式按下F1键注:使用下面所示的键开关编程器输入数据 1 ON0 OFFF1 F5Scroll键纵向滚动屏幕显示数据 输入数据后,按下Return 键确认3.5
14、 拷贝功能用拷贝功能省去输入和编辑焊接数据的时间。若输入焊接条件数据,请见下图。功能拷贝:将所选焊接条件项目数据拷贝到所有系列上。系列拷贝:将所选系列的焊接数据拷贝到另一个系列上。组拷贝:将所选组的焊接数据拷贝到另一个组。组比较:在组之间比较焊接数据,用于检验组拷贝是否成功完成时,它是很有用的。拷贝功能说明图:第0组第1组功能拷贝组拷贝系列拷贝数据显示 F2,3,4拷贝功能3.6 用滚动方式查看数据查看TP-Net / DP - Net上的焊接数据说明:注意,在纵向滚动屏幕,查看具体起动系列数据时,“Gun Sel”(焊枪选择)规定的焊枪号数据(若属于焊枪系列)将显示出来,如下图所示,滚动屏幕
15、显示起动系列2的数据时,系列转换至“Gun Sel”规定的焊枪系列3,而待显示的数据属于Stel up rate(步进率)。步增选择:焊枪系列步增选择:所有系列按下滚动键返回至上部用滚动键(右/左)查看焊枪系列数据后,按下Scroll键(上),可返回到最近显示的起动系列数据屏幕。返回到最近显示的起动按下滚动系列屏幕(上)(键)4方式说明4.1 改变控制器如4.3节所述,TP-Net上的功能键可改变控制器方式。 F1 F5 F2 F6 F3 F7 F4 F8 F4 F8操作方式无焊接方式连续加压方式设定方式*TMHome操作方式使控制器进入操作方式,焊接数据不能在此方式中改变无焊接方式在不施加电
16、流的情况下,执行焊接顺序连续加压方式按住起动开关从电磁阀输出信号设定方式允许变更焊接条件或其它预置的值,也可进行焊接(1) 无焊接方式顺序(报警输出选择取决于相应参数的设定)起动开关电磁阀焊接电流保持结束信号4cyc(min)焊接顺序PSSQUSLW1C1W2DSLC2W3HOHDOF无焊接指示信号报警复位输入(2)连续加压方式顺序按住起动开关,控制器施加压力起动开关电磁阀焊接电流保持结束信号焊接顺序PSSQUSLW1C1W2DSLC2W3HOHDOF连续加压指示灯报警复位输入4.2 设定方式注意事项 当心 变更焊接条件或参数前,一定要确保TP - Net上的“Set”(设定)灯亮。变更焊接条
17、件或参数不进入设定方式,可能导致报警。5监控焊接顺序本方式让你监控焊接顺序或管理焊枪计数器或步增数据。5.1 焊接监控屏幕注:1焊枪号和当前焊点计数取决于相应的参数设定值。2上述例子表示可进行4把焊枪的焊接和步增功能。名称功能焊枪计数器显示1-4各焊枪焊点总数步增数据第1个数据表示焊枪号,其余的依次为焊枪步增状态,焊接计数编号和焊接状态操作数据(例子)B3F焊接W.10cycPF68%,C.Flow78%B3F:表示最近选择的起动系列数据:B:表示B方式(A或B)3:表示0组(0 - 3组)F:表示起动系列F(1 - F)焊接W.10cyc每个顺序需进行的焊接循环数PF68%:功率系数C.Fl
18、ow78%:通流比总电流值焊接电流1-3的平均值电流值焊接电流1-3各段值一次电压示出焊接期间的一次电压线路电压示出空载期间的电源电压5.2 焊枪计数器复位使焊枪计数器复位,操作如下:1 进入焊接监控屏幕。*TMHome2滚动屏幕,在顶显示所需的焊枪号。 GUN 3 16200 GUN 4 17000 1-Step1 10 Mon TMD TPD Mode如复位到3号焊枪3按下Reset(复位)键,然后按下Return(返回)键,结束程序。 Gun 3 16200 Counter Clear OK. OK:Ret. Quit:F-8Reset 3号焊枪计数器复位 Gun 3 0 Gun 4 1
19、7000 1-Step 1 10 Mon TMD TPD Mode5.3 步增复位为了使步增复位,进行如下:1进入焊接监控屏幕。*TMHome2滚动屏幕,在顶行显示所需的焊枪号。 4 Step Up Finish B3F W. Cycle 10cy P F 68% C.Flow 78% Total Curr 8.7KA3按下Step Reset键,然后按下Return键,以结束程序StepReset 4 Step Up Finish Step Up Clear OK. OK:Ret. Quit:F-8如步增复位到4号焊枪 4 Step 1 0 B3F W. Cycle 10cy P F 68%
20、 C.Flow 78% Total Curr 8.7KA5.4 步增重新设定为了变更步增,进行如下:1进入设定方式 F4 F8 F4 F8FFF8 F8*TMHome检查指示灯是否亮2滚动屏幕,在顶行显示所需的焊枪号。要进入监控方式,按下F1键,要进入步增变更方式,再按下F1键 4 Step 1 0 B3F W. Cycle 10cy P F 68% C.Flow 78% Step I/O ALH F1 F5*TMHome3. 输入步增设定值,然后按下Return键结束程序,关于步增最大设定值,请参阅第7节“设定参数” F1 F5 4 Step 1 0 Step Change Mode Ste
21、p Value 5 Range:1161 输入步增设定值 4 Step 5 0 B3F W. Cycle 10cy P F 68% C.Flow 78% Step I/O ALH如步骤变换到4号焊枪的情况下第1步第5步6设定参数6.1 参数表项目 / 功能显 示设定围/信息脉冲选择P1 Pulse Sel ON:允许 OFF:禁止A或B方式选择P2 AB ModeON:A方式 OFF:B方式报警信号常开/常闭(NO/NC)选择P3 ALM OutON:常开 OFF:常闭脉冲启动P4 One ShootON:允许 OFF:禁止保持结束延迟信号选择P5 Hold OutON:允许 OFF:禁止报警
22、信号的保持结束延迟作业选择P6 Hold DlyON:允许 OFF:禁止报警输出信号选择P7 ALM Mode0:报警脉冲输出1:报警连续输出2:报警连续输出,且焊接停止3:跳过报警输出最大步增系列选择P8 Step Type0:禁止1:最大焊枪系列2:4/15系列脉冲起动优先级选择P9 SW ModeON:脉冲SW优先级选择OFF:焊接顺序优先级选择日语或英语显示选择Pa JapaneseON:日语OFF:英语变压器匝数比系列选择Pb Trans Type0:1系列1:最大焊枪系列2:4/15系列重复动作选择Pc RepeatSelON:允许 OFF:禁止检测出电流时的重焊动作选择Pd Re
23、WeldON:允许 OFF:禁止压力调节选择Pe VP Mode0:禁止1:允许%设定2:允许直接数字设定压力调节控制电压选择Pf VP Type0:控制围0 - 5V1:控制围0 - 10V警告报警输出选择Pg CautionON:允许 OFF:禁止变压器的温度继电器检查顺序Ph Gun ChangON:允许(焊接开始时检查)OFF:禁止(始终检查)无焊接顺序时的报警输出信号选择Pi Test W ALMON:允许报警输出信号OFF:禁止报警输出信号最大焊枪号选择缩回选择阀选择器选择焊接联锁选择Pj Gun Sel00-04:最大电磁阀选择11-14:允许缩回21-24:允许反向导线缩回31
24、-34:允许阀门选择器41-44:允许焊接联锁步增最大值选择Pk Ma* Step0:禁止1-16:步增最大数值选择显示等级选择PL Disp Level0:显示所有功能1:显示有限功能降压变压器Pm Ref.Volt0:200V线电压1:220V线电压2:380V线电压3:400V线电压4:420V线电压5:440V线电压6:460V线电压7:480V线电压允许/禁止焊接选择Pn Test Mode0:允许焊接(标准)1:禁止焊接2:禁止焊接和电磁阀控制3:允许电缆短路检查控制器编号Po TM Number1-99:控制器编号设定焊枪分配选择Pp GunNumFi*ON:在奇数系列中,固定在
25、1号焊枪在偶数系列中,固定在2号焊枪(现有焊枪的最大号是1时,所有系列使用1号焊枪)OFF:可以设定在任何数通电检测Pr CurDetectON:允许 OFF:禁止步增二系列选择Ps StepF2outON:允许(“Ps”及“P8”步增系列选择是ON(1或2)OFF:禁止二次侧电流检测Pw 2ndCurSelON: 2次侧电流检测OFF:1次侧电流检测6.2 参数功能说明功能名称要求 / 功能脉冲选择ON:允许OFF:禁止功能:按脉冲数规定的次数循环重复Cool1 至Weld 2A或B方式选择ON:A方式OFF:B方式功能:在A方式中,接通4个开关中的1个开关将从系列1至4中选择焊接条件,同时
26、接通2个或2个以上的起动开关时,最小的系列将优先于其它系列在B方式中,4个起动开关的组合输入系列1至15的焊接条件报警信号NO/NC(常开/常闭)选择ON:常开OFF:常闭功能:根据报警发生率在常开和常闭之间选择报警输出方法脉冲起动ON:允许OFF:禁止功能:将脉冲起动设定在ON,使控制器能够从起动开关接收脉冲输入保持结束延迟信号选择ON:允许OFF:禁止功能:设定在ON,可使保持结束信号在报警信号输出后(或在输出的同时)输出信号。该报警被分类为警告报警(如当前报警)。报警信号的保持结束延迟作业选择ON:允许OFF:禁止功能:在警告报警(如当前报警)后,延迟保持结束信号30个周期。(保持延迟管
27、理)报警输出信号选择0:允许报警脉冲输出1:允许报警连续输出2:报警连续输出,且焊接停止3:跳过报警输出功能:出现警告报警(如当前报警)时,本功能按预置的参数控制报警输出时间。若设定为0可使报警信号输出时间固定在30个周期。若设定为OFF时,报警输出取决于起动开关最大步增系列选择0:禁止1:最大焊枪系列2:4/15系列功能:若设定为0将禁止步增功能。由步增系列的参数规定。设定为1可使的焊枪号(1-4)若设定为2可以使步增系列固定在4(A方式)/15(B方式)脉冲起动优先选择ON:脉冲起动优先选择OFF:焊接顺序优先选择功能:在焊接或冷却期间关断起动开关时,焊接顺序将在当前进行的循环中停止,并跳
28、到保持状态,不管剩余的焊接和冷却过程如何。日语或英语显示选择ON:日语OFF:英语功能:在英语和日语之间切换显示语言变压器匝数比系列选择0:禁止1:最大焊枪系列2:4/15系列功能:匝数比,设定为0,使系列1为变压器匝数比匝数比,设定为1,使焊枪号(1-4)由变压器匝数比的参数规定若设定为2可选择4(A方式)/15(B方式)系列重复动作选择(连点焊)ON:允许OFF:禁止功能:保持起动开关接通将重复执行程序(从加压起),关断起动开关将中止焊接顺序此时的保持结束信号输出时间取决于OFF时间检测出电流低时的重新焊动作选择ON:允许OFF:禁止功能:当检测出电流过小时,执行补焊。补焊后,若电流仍太低
29、,则发出“电流过小”报警。当脉冲SW优先级选择设定在ON时,是否执行补焊取决于起动开关的状态。压力调节选择0:禁止1:允许%设定2:允许直接数字设定功能:在百分数设定和直接(N:牛顿)设定之间选择焊枪压力设定方法。最高焊枪压力和空气压力需要在直接设定中精确设定。压力调节控制电压选择0:控制围0 -5V1:控制围0 - 10V功能:当使用SMC比例阀控制器时,设定为“0”当使用CKD比例阀控制器时,设定为“1”当使用空气压力调节器时,请按电压技术规要求选择警告报警输出选择ON:允许OFF:禁止功能:规定是否允许警告报警的脉冲输出。设定在ON,允许报警脉冲输出变压器的温度继电器检查顺序ON:允许O
30、FF:禁止功能:若始终监测所附焊枪的变压器温度继电器,变换焊枪将暂时断开变压器温度继电器的电路,并导致控制器报警,尽管它在正常状态。相应地,在空转期间,变压器的温度继电器不被检测无焊接顺序的报警输出信号选择ON:允许报警输出信号OFF:禁止报警输出信号功能:无电流焊接顺序和连续加压时,保持结束信号在报警信号脉冲输出后再输出将它设定在OFF将禁止报警信号脉冲输出且无报警信息显示最大焊枪号选择缩回选择阀选择器选择焊接联锁选择01-04:最大电磁阀值选择11-14:允许缩回21-24:允许反向线缩回31-34:允许阀选择器41-44:允许焊接联锁功能:当上面的数字是0时,SOL3和SOL4不能用作S
31、OL,缩回功能:SOL7(B2)输出响应缩回起动开关SW7(端子板TB1上的B8)的输入,SOL8(B3)输出响应缩回起动开关SW8(B9)的输入。焊接期间的阀选择器(焊接选择器功能):按下T1后,MV3(端子板TB1上的B7)输出。按下T2后,MV4(B8)输出,详细资料请参阅13.1(.2)节焊接联锁功能起动SW1-SW4,输出起动应答信号,正在焊接信号也通过B3输出。焊接准备就绪(Weld Ready)输入(B7)延迟挤压时间。详细资料请参阅14.1(.2)节步增最大值选择0:禁止1-16:步增最大数选择功能:规定最后一步进行的步增数(最大数)显示级选择0:显示所有功能1:显示有限功能功
32、能:使焊接以最小设定数据执行降压变压器0:200V线电压1:220V线电压2:380V线电压3:400V线电压4:420V线电压5:440V线电压6:460V线电压7:480V线电压功能:该参数需要根据焊接电源电压设定允许/禁止焊接选择功能:设定为“1:允许焊接”,只允许焊枪动作设定为“2:禁止焊接”,在起动开关接通时允许连续加压设定为“3:禁止焊接且电磁阀控制”以微电流进行测试。只有选择系列15时,才可用起动系列控制器编号选择1-99:控制编号设定功能:使用网络系统时设定该参数现行型号的控制器没有该功能焊枪分配选择ON:允许(焊枪号固定在起动系列)OFF:禁止(每个起动系列都可选择焊枪号)动
33、作:允许:奇数(1,3,5)起动系列分配SOL1,偶数(2,4,6)起动系列分配SOL2。这主要用于便携式系统。然而,当低位数设定在Pj Gun Sel(焊枪选择)中的1(焊枪最大号是1)时,所有系列都使用SOL1。禁止:每个起动系列都可任意选择输出SOL。通电检测ON:允许OFF:禁止功能:允许:用Weld ON 检测出电流正常流通时,会由TB1端子台的B6输出通电检测信号。输出时间选择在保持时间处理开始约1cyc后。参数“Pr”有效时,不输出最终步增信号,只表示TP。禁止:此时通电检测信号不被输出,参数“P8”的设定除“0”以外时,由TB1端子台的B6输出最终步增信号。注)远程I/O有效时
34、,由于TB1端子台作为远程I/O端子台使用,所以,通电检出信号不会输入到TB1端子台上。步增二系列选择ON:允许(“Ps”及“P8”步增系列选择是ON(1或2)OFF:禁止功能:允许:步增系列1结束时,步增系列1的步增结束信号由TB1端子台的B5输出,步增系列2结束时,将由TB1端子台的B6输出步增系列2的步增结束信号,步增系列1、2以外的信号不会被输出。(仅步增1、2系列单独进行输出)禁止:参数“P8”的设定是0以外的情况时,任何的步增系列在结束时,TB1端子台的B5都会输出步增结束信号。二次侧电流检测ON: 2次侧电流检测OFF:1次侧电流检测功能:当进行选择恒电流的电流检测方式时(即选择
35、一次侧还是二次侧),即使选择由二次侧电流检测时,一次侧电流仍可以检测出电流;当二次侧电流检测不出来时,原因是检测线断路(发出警报),所以,通电后要进行异常处理。6.3 变更参数注意事项当 心 为确保控制器系统操作,无论何时变更参数时,一定要再次接通控制器的电源。如 果不这样做,则可能导致控制器失灵。 变更参数还需要修改或审核与变更参数有关的焊接条件数据。 例1:当脉冲选择从“0:禁止”变更为“1:允许”时,焊接条件的脉冲数也需 要修改 例2:当最大步增系列选择从“0:禁止”变更为“1:最大焊枪系列”时,焊接 条件的步增和步增计数也需要修改。 例3:当变更最大焊枪号选择的参数时,所有设定项目,包
36、括最大焊枪号选择,变 压器匝数比和焊接条件的步增系列都需要修改。7. 设定焊接规7.1基本顺序起动开关MV/SOL焊接电流保持结束信号HES焊接顺序PSSQUSLW1C1W2DSLC2W3HOHDOF最小设定周期011000000100注:将焊接时间(W1W3)都设定为0会引起数据错误,因此至少必须将其中的一个设定成非0值。缩写:MV/SOL:伸缩阀电磁阀输出信号PS:预压时间USL:电流缓升时间C1:冷却1时间DSL:电流下降时间W3:焊接3时间OF:开放时间SQ:加压时间W1:焊接1时间W2:焊接2时间C2:冷却2时间HO:保持时间HES:保持结束信号(最小4个周期)7.2 焊接规表编号项
37、目系列名称(最大值)说明围1焊枪选择15Gun Sel.1-42预压15PrSquez0-99周期3加压时间15Squeeze1-99周期4电流缓升时间15Slope1-30周期5焊接1时间15Weld10-99周期6冷却1时间15Cool10-99周期7焊接2时间15Weld20-99周期8电流下降时间15D.slope0-99周期9冷却2时间15Cool20-99周期10焊接3时间15Weld20-99周期11保持时间15Hold1-99周期12开放时间15Off0:禁用 4-99周期13脉冲次数15Pulse1-9次14焊接电流115Heat1或25-100%15焊接电流215Heat2
38、或25-100%16焊接电流315Heat3或25-100%17变压器匝数比15TurnR.0-200.0(0.0:恒压控制)18通流比15C.Flow+30-100%19错误计数15CF. Count1-99次(0:禁用)20*最大压力15Ma* V.0-9999N21*压力系数15P Adjust50-150%22*升压时间115Pres T10-99周期23*升压时间215Pres T20-99周期24*升压时间315Pres T30-99周期25*设定压力115Pres V10100%或数值26*设定压力215Pres V20100%或数值27*设定压力315Pres V30100%或
39、数值28第2步15Step250200%42第16步15Step1650200%43计数14Count10-9999次注:1. 标有*的项目为任选规项目。2. 用斜体数字表示的项目对于最小显示方式有效。编号项目系列名称(最大值)说明围58计数164Count160-9999次59电流下限1Curr.Low50100%60电流上限1Curr.Hig100150%61电源电压下限1V.Limit50100%62保持结束延迟时间1Hold Dely0-99周期63峰值电流限值1PeakCurr100200%7.3 焊接规说明名称显示输入条件说明相关数据条件起动系列使用的枪号可进行选择焊枪选择GunS
40、el说明将SOL/MV输出到设定的焊枪号相关参数参数“Gun Sel.”条件设定围:199(周期),设定值为0将禁用此项目。预压PrSquez说明电磁阀动作后等待此处所规定的一段时间。它是焊接顺序中的初始过程,在连点焊时省略。相关参数条件设定围:199(循环),需要设定一个非0值。加压时间Squeeze说明送电流之前的时间。相关参数条件设定围:130(循环),始终要设定在该围(不能设定0)。电流缓升时间Slope说明焊接电流从最小值逐步提高到规定值的功能。焊接时间前的电流缓升时间由此设定。相关参数焊接1时间焊接2时间Weld1Weld2条件199(周期),设定值为0将禁用此项目。不能同时将所有
41、焊接时间都设定为0。至少必须有一个要设定成非0值。焊接3时间Weld3说明焊接时间由此设定。相关参数焊接电流1Heat1条件设定围:2.060.0(KA),或25100(%),(匝数比0)焊接电流2焊接电流3Heat2Heat3说明每次焊接时间所需的焊接电流在此规定。当匝数比0时,TP显示以%表示设定值。相关参数焊接规“变压器匝数比”条件设定围:199(周期),设定值为0将会禁用此项目。冷却1时间Cool1说明焊接间歇时间在此规定。冷却2时间Cool2相关参数条件设定围:199(周期),设定值为0将会禁用此项目。电流下降时间D.Slope说明在焊接2和焊接3时间之间插入焊接电流的功能。根据定值
42、情况,电流可以升高。相关参数条件设定围:199(周期),始终要设定在此围(不能设定为0)保持时间Hold说明焊接电流施加结束,焊枪释放前的保持时间。相关参数条件设定围:0.0200.0。系列1,焊枪系列和所有系列的设定均取决于“变压器匝数比”参数。变压器匝数比TurnR.说明在将一次电流转换为二次电流时用作一系数。在将它设定为0.0时,为恒压控制控制(%电压)有效。相关参数参数“Trans Type”条件设定围:499(周期),参数“Reweld”必须为ON。开放时间Off说明将启动开关保持ON将会重复循环操作。相关参数参数“Reweld”条件设定围:19(次)“脉冲次数选择”参数必须为ON。
43、脉冲次数Pulse说明此处规定脉冲重复次数。除基本循环操作外,是否根据启动开关继续动作取决于参数情况。相关参数参数“Pulse. Sel.”条件设定围:30100%通流比C.Flow+说明将焊接电流流速与假定在全波下为100%的流速相比的一个参考值,最大电流的波形由SCR控制。由于电缆品质退化,该流速会随着电阻的变大而降低,所以系统自动地偏移触发点以增大通流比。相关参数焊接规:“出错计数”报警输出:“电流通流比高”条件设定围:199(次),设定值为0将禁用此项目。出错计数CF.Count说明当通流比反复超过最大通流比时,以此判断电流错误的标准。相关参数焊接规“最大通流比”报警输出“通流比高”条
44、件设定围:09999(N),它规定焊枪图上所示的最大焊枪压力。最大压力Ma* V.说明该压力同下文所述的气压一道用作计算设定压力的系数。相关参数参数“压力调节选择(Pressure Adjustment Select)”条件设定围:099(周期)压力系数P Adjust说明该压力系数同上文最大压力设定值一起用作计算设定压力的系数。相关参数参数“Pressure Adjustment Select”条件设定围:099(周期)升压时间1升压时间2升压时间3PresT1PresT2PresT3说明此处规定的是变换压力及切换压力选择器的时间。规定具体时间,以便在从顺序操作开始到焊接结束的期限变换压力。
45、相关参数参数“压力调节选择”设定压力1PresV1条件设定围:09999(N)或0100(%)设定压力2PresV2说明可用N或%设定要求的压力。设定压力3PresV3相关参数参数“Pressure Adjustment Select”条件设定围:50200(%)。系列1,焊枪系列和所有系列中可用的设定围取决于参数。第2步第16步Step 2 To说明焊接电流,HEAT13,将根据电流步增调整。Step 16相关参数参数:“Step up, step type and step up Ma*. value Select”条件设定围:09999(次),系列1,焊枪系列和所有系列中的可用定值围取决
46、于参数。计数1计数16Count 1 ToCount 16说明步增控制有效时,显示各步的最大计数。当分步增达到全计数时,进行下一步。相关参数参数“(Step type and Step Up Ma*. Value Select)”条件设定围:50150(%),设定为100(%)时无效。电流下限Curr. Low说明通过比较实际焊接电流与设定电流,包括步增电流,检测电流误差的功能。相关参数焊接规“Welding Current 1,2,3”报警输出“Current Low”条件设定围:100150(%),设定为100(%)时无效。电流上限Curr.Hig说明通过比较实际焊接电流与设定电流,包括步
47、增电流,检测电流误差的功能。相关参数焊接规“Welding Current 1,2,3”报警输出“Courrent Low”条件设定围:50100(%),设定为100(%)时无效。电源电压下限V. Limit说明通过比较最小实测电压与设定电压检测电压误差的功能。电压是在每个焊接的最后一个周期测量的。相关参数报警输出“Line Voltage Low”条件设定围:099(周期)保持结束延时Hold Dely说明当此设定值有效时,保持结束信号不会在HO(保持时间)消逝后立刻输出,而是根据此处规定的时间延迟。相关参数条件设定围:100200,设定为100(%)时无效。峰值电流限值PeakCurr说明通过比较实际焊接电流与设定电流,包含步增电流,检测峰值电流误差的功能。相关参数报警输出“Peak Current high”8. 专用焊接顺序(1) 参数:脉冲起动有效时(ON:启用)起动开关MV/SOL焊接电流保持结
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
