 测量系统分析用图
测量系统分析用图

《测量系统分析用图》由会员分享,可在线阅读,更多相关《测量系统分析用图(39页珍藏版)》请在装配图网上搜索。
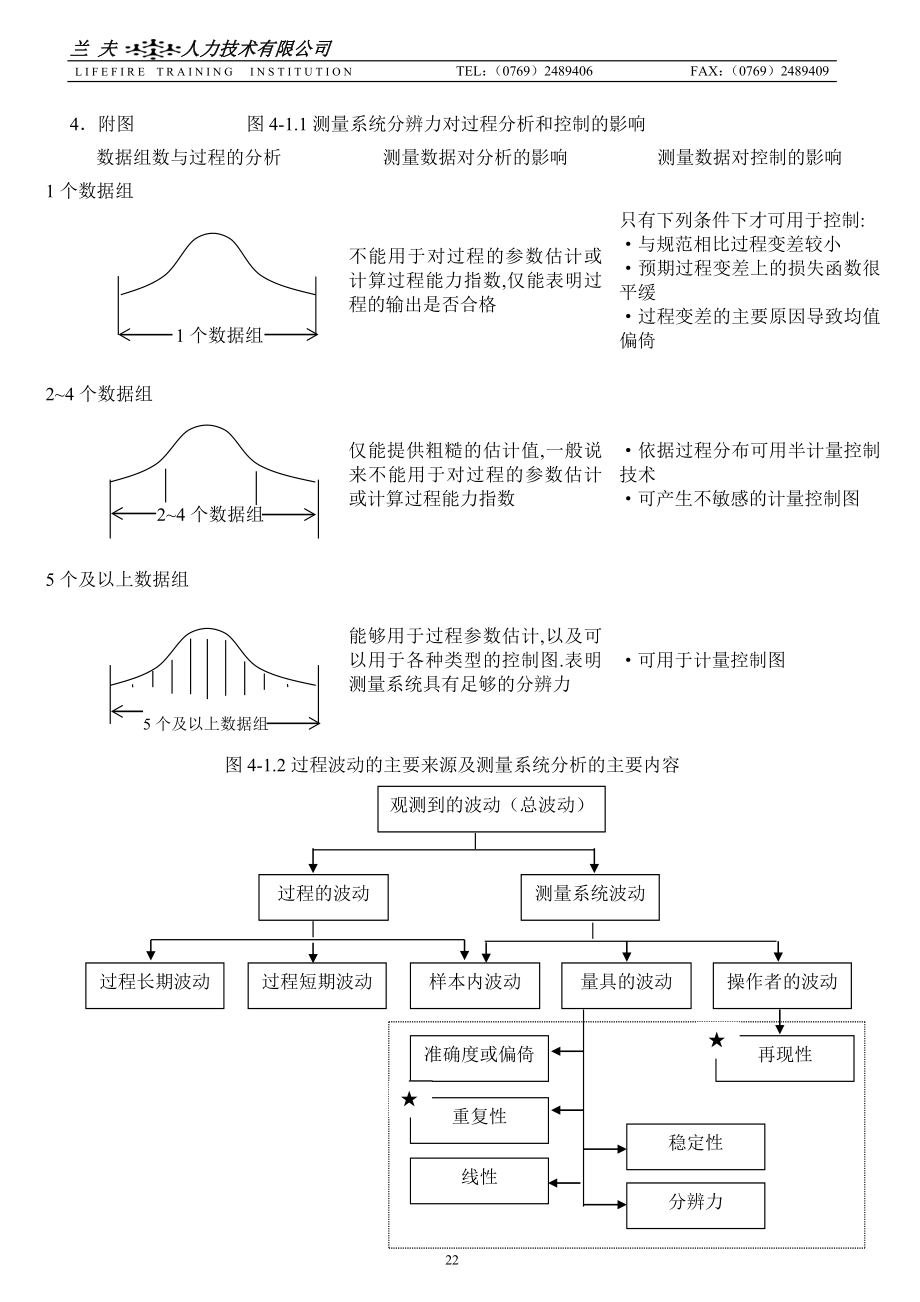
1、兰 夫 人力技术有限公司 L I F E F I R E T R A I N I N G I N S T I T U T I O N TEL:(0769)2489406 FAX:(0769)24894094附图 图4-1.1测量系统分辨力对过程分析和控制的影响数据组数与过程的分析测量数据对分析的影响测量数据对控制的影响1个数据组 1个数据组 不能用于对过程的参数估计或计算过程能力指数,仅能表明过程的输出是否合格只有下列条件下才可用于控制:与规范相比过程变差较小预期过程变差上的损失函数很平缓过程变差的主要原因导致均值偏倚24个数据组 24个数据组 仅能提供粗糙的估计值,一般说来不能用于对过程的参
2、数估计或计算过程能力指数依据过程分布可用半计量控制技术可产生不敏感的计量控制图5个及以上数据组 5个及以上数据组 能够用于过程参数估计,以及可以用于各种类型的控制图.表明测量系统具有足够的分辨力可用于计量控制图图4-1.2过程波动的主要来源及测量系统分析的主要内容再现性观测到的波动(总波动)过程的波动测量系统波动过程长期波动过程短期波动样本内波动量具的波动操作者的波动准确度或偏倚重复性线性稳定性分辨力图4-1.3测量系统分析实施流程图超过本手册的范围测量是否已准备?否是测量是否任意分配?否是计数型量具研究(小样法)否是否有不同的测量仪器?否供测试用零件是否超过300件?是极差法是否计数型量具研
3、究(大样法)是否有不同的测量仪器?否短期适用的分析时间?是均值和极差或方差分析法图表分析长期图4-1.4重复性极差控制图2名评价人3次试验5个零件评价人1 评价人26.4UCL2.5R0.01 2 3 4 5 1 2 3 4 5极差受控测量过程是致的图4-1.5零件评价人均值图2名评价人3次试验5个零件评价人1 评价人2219.2UCL 控制上限216.61 2 3 4 5 1 2 3 4 530%的零件平均值在限值外,测量过程不足以检出零件间变差 图4-1.6 基准值 偏倚 观测的平均值 观测的平均值 图4-2 重复性 重复性 操作者B 操作者C 操作者A 再现性 图4-3图4-4 稳定性
4、时间2 时间1图4-5 a线性 基准值 基准值 偏倚较小 偏倚较大 观测的平均值 观测的平均值 范围的较低部分 范围的较高部分 图4-5 b线性(变化的线性偏倚) 有偏倚 倚 偏有 观测的平均值 无偏倚 基准值 图4-6 偏倚示例 基准值 .80 X bar=.75图4-7: 量具重复性和再现性数据表格(包括零件内变差) 零 件评价人平均值12345评价人 试验次数最大最小极差最大最小极差最大最小极差最大最小极差最大最小极差1. A 1.68.58.101.07.93.14.87.78.09.97.83.14.58.42.162. 2.67.57.101.08.92.16.85.77.08.9
5、6.81.15.59.40.193. 34. 平均值(全部).6251.00081750.89250.49750.76655. 极差0.010.010.01.010.020.020.010.010.01.02.01.01.02.030.0136. B 1.59.51.081.08.92.16.82.73.09.84.71.13.49.31.187. 2.60.50.101.07.93.14.81.75.06.85.70.15.48.32.168. 39. 平均值(全部).551.007878.40.700510. 极差0.010.010.020.010.010.020.010.020.030.
6、010.010.020.010.010.020.01111. C 1.56.49.071.10.95.15.84.77.07.87.74.13.56.39.1712. 2.55.47.081.08.94.14.84.76.08.88.73.15.57.38.1913. 314. 平均值(全部).521.02.80.80.48.722515. 极差.01.02.01.02.01.01.00.01.01.01.01.02.01.010.20.01116. 零件平均值 ( xbarP)0.5651.007.799.824.459Rp=.5517. WIV平均值 (xbarWIV)0.090.150.
7、080.140.17RxbarWIV =.09 18. Rbarbar =极差(行5+行10+行15)/极差数量= 0.35/30 =0.0117(只有最大/最小极差) 19 最大xbar=0.7665 -最小x=0.7005 =R0=X barDIFF=0.0660.07 20 Rbarbar= D4*= =UCLR 21 Rbarbar= D3*= =LCLR* 试验次数为2次时D4=3.27,试验次数为3次时D4=2.58;7次试验以内D3=0。UCLR,LCLR代表单个R的极限。圈出那些超出限值的值,辨别原因并纠正。同一评价人采用最初仪器重复这些读数或剔除这些超限值并由其余观测值再次平
8、均并计算R和极限值。 注:图4-8:量具重复性和再现性报告(包括零件内变差)零件名称: 零件号: 日期: 年 月 日量具名称: 量具编号: 量具类型: 测量参数: 尺寸规格: 执行人: 根据数据表:Rbarbar= 0.0117 XbarDIFF= 0.07 RP = 0.55测 量 系 统 分 析% 总 变 差 (TV)重复性设备变差(EV) EV = RbarbarK1 =0.01174.56 =0.0534%EV=100EV/TV =100.0534/1.178 = 4.2%试验次数 K1234.563.05 再现性评价人变差(AV) AV = ( XbarDIFFK2)2-(EV2/n
9、m) 1/2 =( (0.072.70 )2 (0.052/52 )1/2 =0.178%AV =100AV/TV =1000.178/1.178 =15.3%n=零件数量m=试验次数 评价人23K23.652.70重复性和再现性(GR&R)GR&R = (EV2+AV2)1/2 = (0.052+0.182)1/2 =0.187%GR&R =100GR&R/TV =100.187/1.178 =15.9%零件数K323456 7 8 9 103.652.702.302.081.93 1.821.741.671.62零件变差(PV)PV =RPK3 =0.552.08 =1.144%PV =1
10、00PV/TV=1001.144/.1.178 =97%零件内变差(WIV)WIV = x barbarWIV+ (RXbarWIVK3)2 -(EV WIV )2/nWIVm 1/2 /2 =0.126+ (0.1872)2-0.0762/(32)/2 =0.218 式中: xbarbarwiv=xwiv(行17)/ xwiv读数数量=0.63/5=0.126 nWIV =评价人数量,m=试验次数, EVWIV=Rrge(行5,10,15)/ Rrge读数数量K1=0.25/154.56 = .076 RRGE 读数数量 %WIV =100WIV/TV =1000.22/1.179 =18.
11、7%总变差(TV)TV = (GR&R2 + PV2 + WIV2)1/2 = ( 0.18 )2 + ( 1.144)2 + ( 0.218) 21/2 = 1.178图4-9:重复性极差控制图工厂部门操作人计算日期控制极限工程规范至mm 零件号机器编号日期-至-被测参数,“” 样本容量/频率 零件名称 /小时 xbarbar= UCL = LCL= 平均值 (xbar图)1.11.00.90.80.70.6.0.50.4 Rbar = UCL LCL= * 极差(R图) UCLR=.130.130.12 评价人A 评价人B评价人C0.110.100.090.080.070.060.05R=
12、.040.040.030.020.01日期 时间读数12345和Xbar=和/读数数量 R=最高-最低图4-10:零件评价人均值图工厂部门操作人计算数据控制极限工程规范至mm 零件号机器编号日期-至-被测参数,“” 样本容量/频率 零件名称 /小时 x bar bar=0.8008 UCL =0.876 LCL=0.7256 平均值 (xbar图)1.1评价人A评价人B 评价人C1.00.9 UCL 0.8LCL0.70.60.50.4 Rbar = UCL LCL= * 极差(R图) 0.130.120.11 73%的零件平均值在限值外0.100.090.080.070.060.050.04
13、0.030.020.01日期 时间读数12345和X= 和 读数数量R=最高-最低图4-11:标准均值和极差法量具重复性和再现性数据表评价人/试验次数零 件平均值123451. A 10.651.000.850.850.552. 20.601.000.800.950.453. 34. 平均值0.6251.000.8250.8750.50xbar a=0.76505. 极差0.550.000.050.100.10R bar a=0.066. B 10.551.050.800.800.407. 20.550.950.750.750.408. 39. 平均值0.551.000.7750.7750.4
14、0x bar b=0.700010. 极差0.000.10.050.050.00Rbar b=0.0411. C 10.501.050.800.800.4512. 20.551.000.800.800.5013. 314. 平均值0.5251.0250.800.800.475x bar c=0.725015. 极差0.050.050.000.000.05R barc=0.03 -16. 零件 平均值(x bar P)0.5661.0080.800.8170.458xbar=0.730Rp=0.55 -17. Rbar a=0.06 + Rbar b=0.04 + Rbar c=0.03 / 评
15、价人数=3 R bar bar= 0.043318 最大x=0.7650- 最小x=0.70 =X bar DIFF = 0.065 0.0719. Rbar bar= D4*= =UCLR20. Rbar bar= D3*= =LCLR l 2次试验时D4=3.27,3次试验时D4=2.58。7次试验以内D3=0;UCLR,LCLR代表单个R的极限。圈出那些超出极限的值。查明原因并纠正。同一评价人采用最初的仪器重复这些读数或剔除这些值并由其余观测值再次平均并计算R和极限值。 注:图4-12: 标准均值和极差法量具重复性和再现性报告零件名称: 零件号: 日期: 年 月 日量具名称: 量具编号:
16、 量具类型: 测量参数: 尺寸规格: 执行人: 来自数据表:Rbar bar=0.0433 X bar DIFF= 0.07 RP = 0.55 测 量 系 统 分 析% 总 变 差 (TV)重复性设备变差(EV) EV = RbarbarK1 =0.04334.56 =0.19760.20%EV=100EV/TV=1000.2/1.175=17.0%试验次数K1234.563.05再现性评价人变差(AV) AV =( XDIFFK2)2-(EV2/nm)1/2 =(0.072.70)2-(0.202/52) 1/2 =0.1780.18%AV =100AV/TV =1000.18/1.175
17、 =15.3%n=零件数量m=试验次数 评价人23 K23.652.70重复性和再现性(GR&R)GR&R = (EV2+AV2)1/2 = (0.202+0.182)1/2 =0.269%GR&R =100GR&R/TV =1000.269/1.175 =22.9% 零件数K3 2 3 4 5 6789103.652.702.30 2.081.93 1.821.741.671.62零件变差(PV)PV =RPK3 =0.552.08 =1.144%PV =100PV/TV=100 1.144/ 1.175=97.4%总变差(TV) TV = (GR&R2+PV2)1/2 = (0.2692+
18、1.1442) 1/2 =1.175 (带有量具误差分量时为1.172)所有计算都基于预期5.15(在正态分布曲线之下99.0%的面积)。K1为5.15/d2*,d2*取决于试验次数(m)和零件数与评价人数的乘积(g),并假设该值大于15。d2*数值来自表2。AV 如果计算中根号下出现负值,评价人变差缺省为0。K2为5.15/d2*,式中d2*取决于评价人数量(m)和(g),g为1,因为只有单极差计算。K3为5.15/d2*,式中d2*取决于零件数(m)和(g),g为1,因为只有单极差计算。d2*来自D3,“质量控制和工业统计”A.J.Duncan图4-13 线性图1名评价人12次试验5个零件
19、 过程变差 = 6.001.201.000.800.600.400.20-0.00-0.20 -0.40 -0.60+ 偏 倚倚+ + + 低 名义 高 4.00 6.00 8.00 10.00 基准值偏倚 = 0.05 线性 = 0.79 拟合优度(R2)= 0.98 %线性 = 13.17 图4-14: 量具特性曲线接受概率1.000.900.800.700.600.500.400.300.200.100.00 0.60 0.80 1.00 1.02 1.04 基准零件测量 GRR=0.07 偏倚=0.05图4-15 绘制在正态概率纸上的量具特性曲线一 偏 倚 0.0023 低 % 高 %
20、 -0.016 10 30 20 40 2 99.8 99.5 96 98 95 90 80 70 60 50 40 30 20 10 5 10.5 0.2 0.2 0.5 1 2 5 50 60 70 80 90 95 96 98 99.5 99.8REPEA/重复性=0.0079 未调整 -0.014 -0.012 -0.010 -0.008被测零件的基准值 图4-16:量具特性曲线0.90.60.70.81.0接 受 概 率上限下限0.00.10.20.30.40.5 -0.015 -0.010 -0.005 0 +0.005 +0.010 +0.015被测零件的基准值385附表 表5-
21、1 平均极差分布的d2*值(d2*值 g15) mg23456789101112131415161718192011.411.912.242.482.672.832.963.083.183.273.353.423.493.553.613.663.713.763.8121.281.812.152.402.602.772.913.023.133.223.303.383.453.513.573.633.683.733.7731.231.772.122.382.582.752.893.013.113.213.293.373.433.503.563.613.663.713.7641.211.752.11
22、2.372.572.742.883.003.103.203.283.363.433.493.553.613.663.713.7551.191.742.102.362.562.732.872.993.103.193.283.353.423.493.553.603.663.703.7561.181.732.092.352.562.732.872.993.103.193.273.353.423.493.553.603.653.703.7571.171.732.092.352.552.722.872.993.103.193.273.353.423.483.543.603.653.703.7581.17
23、1.722.082.352.552.722.872.983.093.193.273.353.423.483.543.603.653.703.7491.161.722.082.242.552.722.862.983.093.183.273.353.423.483.543.603.653.703.74101.161.722.082.342.552.722.862.983.093.183.273.343.423.483.543.603.653.703.74111.161.712.082.342.552.722.862.983.093.183.273.343.413.483.543.593.653.7
24、03.74121.151.712.072.342.552.722.852.983.093.183.273.343.413.483.543.593.653.703.74131.151.712.072.342.552.712.852.983.093.183.273.343.413.483.543.593.653.693.74141.151.712.072.342.542.712.852.983.083.183.273.343.413.483.543.593.653.693.74151.151.712.072.342.542.712.852.983.083.183.263.343.413.483.5
25、43.593.653.693.74161.151.712.072.342.542.712.852.983.083.183.263.343.413.483.543.593.643.693.74171.151.712.072.342.542.712.852.983.083.183.263.343.413.483.543.593.643.693.74181.151.712.072.332.542.712.852.983.083.183.263.343.413.483.543.593.643.693.74191.151.702.072.332.542.712.852.983.083.183.263.3
26、43.413.483.543.593.643.693.74201.141.702.072.332.542.712.852.983.083.183.263.343.413.483.543.593.643.693.74201.1281.6932.072.3262.5342.7042.8472.9073.0783.1733.2583.3363.4073.4723.5323.5883.6403.6893.735表5-2: 控制图常数子组内观察次数A2D3D4d221.88003.2671.12831.02302.5751.69340.72902.2822.05950.57702.1152.32660.48302.0042.53470.4190.0761.9242.70480.3730.1361.8642.84790.3370.1841.8162.970100.3080.2231.7773.07811
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
