 GMP和臭氧消毒
GMP和臭氧消毒

《GMP和臭氧消毒》由会员分享,可在线阅读,更多相关《GMP和臭氧消毒(11页珍藏版)》请在装配图网上搜索。
1、GMP用臭氧发生器-我国GMP条例对药品生产特别是无菌产品有着极其严格的要求.在GMP验证过程中人们大力推荐臭氧灭菌方法.与各种传统灭菌方法相比,臭氧灭菌有许多特点,因此,臭氧灭菌在药品生产中具有广泛的用途.目前应用比较广泛的有:对管道容器的灭菌;利用中央空调净化系统对洁净区的灭菌;对原辅助材料和工作器具的灭菌;对密闭空间的灭菌;对药厂用水和灭菌处理.GMP验证和国家GMP认证给臭氧技术带来了前所未有的机遇.臭氧灭菌技术也给制药企业进行GMP验证和接受国家GMP认证提供了有力的武器.美国食品药品管理局于1962-1963年制定和颁发了第一部药品生产质量管理规范GMP至今,美国实施GMP已有近4
2、0年的历史并在实践中做了几次修订.我国卫生行政部门在1985年实施药品管理法以后,于1988年根据药品管理法规定,晌郎孔橹泄刈移鸩莶洳剂宋夜谝桓觥禛MP条例,即药品生产管理规范作为正式法规.然而,这个规范比较原则.又于1990年卫生部又组织了有关专家起草了实施细则.于1990年,决定将规范和实施细则合并,编成药品生产质量规范修订本,并于1992年12月28日颁布.最近,根据多年来在我国推行GMP和药品监督的实践,加上国际上实施GMP在建立统一组织机构执法方面经验,我国于1998年根据国务院指示,改革并统一了药品监督的机构,新组建了国家药品监督管理局.该局安全监督司又专门设立了药品生产监督处,该
3、处具体负责GMP执法工作.同时国家药品监督管理局又于1999年新颁布了药品生产质量管理规范GMP1998年版并制定了附录.该局又印发了药品GMP认证管理办法和药品GMP认证工作程序.GMP是我国药品生产企业管理的基本法则.目前我国不同剂型的药品生产企业在规定时间内未达到国家GMP认证要求者就要被淘汰,就不能继续进行该药品生产.所以,当前企业越来越重视GMP的国家认证,也越来越要在认证之前,做好按国家规定的验证工作.在我国GMP中臭氧灭菌是被推荐的重要灭菌方法之一.当前的实际形势给臭氧灭菌的应用带来了前所未有的机遇.为了做到药品的菌检合格: 要求药品生产和环境是合格的,不同剂型的药品生产车间洁净
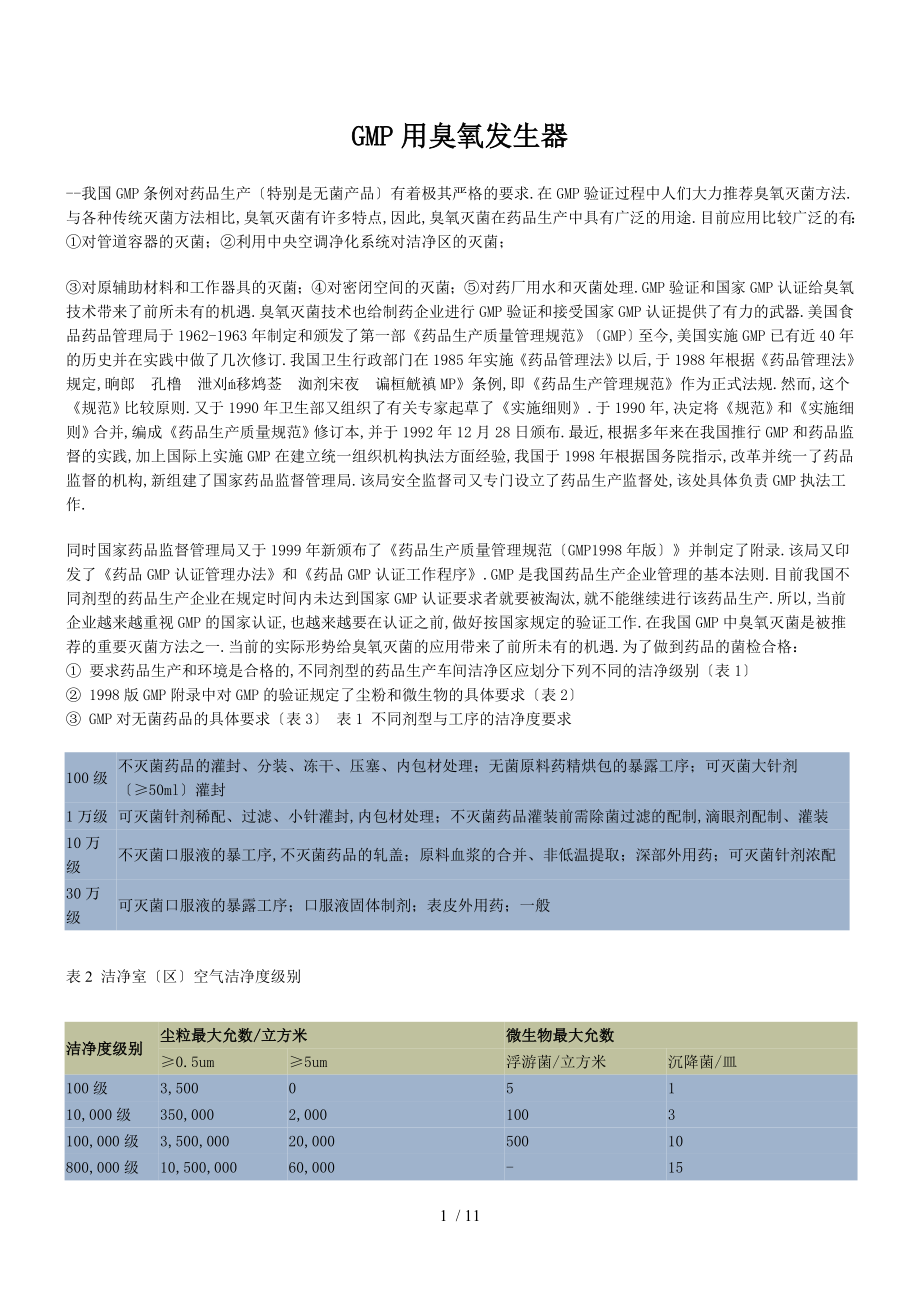
4、区应划分下列不同的洁净级别表1 1998版GMP附录中对GMP的验证规定了尘粉和微生物的具体要求表2 GMP对无菌药品的具体要求表3 表1 不同剂型与工序的洁净度要求 100级不灭菌药品的灌封、分装、冻干、压塞、内包材处理;无菌原料药精烘包的暴露工序;可灭菌大针剂50ml灌封1万级可灭菌针剂稀配、过滤、小针灌封,内包材处理;不灭菌药品灌装前需除菌过滤的配制,滴眼剂配制、灌装10万级不灭菌口服液的暴工序,不灭菌药品的轧盖;原料血浆的合并、非低温提取;深部外用药;可灭菌针剂浓配30万级可灭菌口服液的暴露工序;口服液固体制剂;表皮外用药;一般表2 洁净室区空气洁净度级别洁净度级别尘粒最大允数/立方米
5、微生物最大允数0.5um5um浮游菌/立方米沉降菌/皿100级3,50005110,000级350,0002,0001003100,000级3,500,00020,00050010800,000级10,500,00060,000-15表3 新版GMP对无菌药品的要求无菌药品是指法定药品标准中列有无菌检查项目的制剂终灭菌药品100级或10,000 级背景下的局部100级大容量注射剂的灌封10,000级注射剂的稀配、过滤,小容量注射剂的灌封,直接接触药品的包装材料的最终处理.100,000级注射剂配浓或采用密闭系统的稀配非最终灭菌药品100级或10,000级背景下的局部100级灌装前不需除菌滤过的
6、药液配制,注射剂的灌封、分装和压塞,直接接触药品的包装材料的最终处理的暴露环境.10,000级灌装前需除菌滤过的药液配制轧盖,直接接触药品的包装材料.100,000级最后一次精洗的最低要求.水消毒无菌药品生产环境的空气洁净级别要求:为了达到上述要求,我们应选择什么样的净化灭菌工艺呢?当前有四种灭菌方法.其中臭氧灭菌是其中的一项重要方法.但无论用什么样的消毒方法,都要达到上述规定,臭氧灭菌也不例外.臭氧作为一种取代传统消毒方法的消毒手段,人们对它的要求更严而且更为省事易行,否则就难以立足.所以说GMP验证对臭氧灭菌提出了严格要求.一、臭氧灭菌在药品生产上的应用1、传统灭菌方法的缺陷和臭氧灭菌的特
7、点传统的灭菌方法主要有三种:一是紫外线灭菌,二是试剂灭菌,三是加热灭菌.这些方法已被人们习惯使用,其安全性可靠性已被长期的实践所确认,人们对它们放心.但是任何事情都有一分为二的它们也有各自的缺陷.紫外线以光波辐射作用杀菌,光波为直线传播,其照射强度与距离平方成反比,只有照射到的位置且达到照射标准才有杀菌效果.并且所有紫外灯的杀菌能力随使用时间的增加而减弱.紫外线灭菌的主要问题在于:它穿透能力小,在紫外线照射不到的地方,消毒效果不好;其杀菌能力随着使用时间的增加而减小,而且灯管寿命短,更换过于频繁,运行费用高.化学试剂灭菌,药味大,不能自然排出,需要空调长时间置换新风,从而增加了能耗.同时也存在
8、二次污染的问题,剩余的药物直接排入大气,造成对周围环境的污染.如甲醛熏蒸,操作麻烦,熏蒸时间长,有二次污染物,对人体有一定的危害.做一次甲熏蒸需8个小时,残留物附着洁净的墙壁上和设备的表面上,需要擦除.在消毒后的几天内,其悬浮粒子数会增加.而且要求风管为不锈钢管,这也增加了一次性投资费用.加热灭菌包括干热和湿热,其缺点是温度高,能耗大,有的物品如原材料,仪器仪表,塑料制品等就不宜加热.以上三种灭菌方法的弊端是客观存在,但在没有更好的方法替代之前,人们还只好用它.如果能够做到充分发挥臭氧的优点,弥补上述方法的缺点,就为臭氧灭菌进入药品生产开辟了通道.臭氧消毒灭菌有它许多独特的优点:较高的扩散性:
9、臭氧为气体,扩散性好,无死角,浓度分布均匀.杀菌能力强:臭氧杀菌能力与过氧乙酸相当,高于其它消毒剂.广谱性:适合多种致病微生物,对大肠杆菌、沙门氏菌、金黄色葡萄球菌与甲乙型肝炎病毒、真菌等多种微生物均有很好的杀灭作用.原料易得:臭氧制备是利用我们周围的大气制取,不需储藏设施,节省原料储储所需的占地面积.环保性:臭氧能快速分解成氧气和单原子氧,单原子氧又可自身结合成氧分子,故没有二次污染的问题.被公认为是绿色消毒剂.附:在我国的GMP验证中,对臭氧有一段全面的介绍:科学研究表明,臭氧具有强烈的杀菌作用.臭氧O3的消毒原理是:臭氧在常温、常压下分子结构不稳定,很快自行分解成氧气O2和单个氧原子O;
10、后者具有很强的活性,对细菌有极强的氧化作用,臭氧氧化分解了细菌内部氧化葡萄糖所必须的酶,从而破坏其细胞膜,将它杀死,多余的氧原子则会自行重新结合成为普通氧原子O2,不存在任何有毒残留物,故称无污染消毒剂,它不但对各种细菌包括肝炎病毒,大肠杆菌,绿浓杆菌与杂菌等有极强的杀灭能力,而且对杀死霉素也很有效.另外在我国卫生部1991年颁布的消毒技术规范中.对臭氧的杀菌作用,使用范围与使用方法都有明确的规定.其中对臭氧的杀菌作用作了明确的肯定:杀菌作用:臭氧是一种广谱杀菌剂,可杀灭细菌霉体和芽胞,病毒、真菌等,可破坏肉毒杆菌毒素.臭氧在水中的杀菌速度比氯快.以上这些都是我们国家的法规,充分说明了臭氧灭菌
11、的原理和特点,它既是制药厂选用臭氧灭菌工艺的依据,也是臭氧发生器制造工厂制造臭氧发生器的强大推动力.2、药品生产中应用范围尽管在我国的GMP验证中早已推荐了臭氧灭菌方法,但臭氧在药品生产中的应用是在近二年才开始热起来.用得比较成功的有以下几个方面:一容器的消毒灭菌在药品生产中,坛坛罐罐用得很多,分别用管道阀门,仪表连接起来,组成一个生产单元.对它的消毒,传统方法中比较好的是用酒精浸泡.反应罐,贮存罐小的一吨半吨,大的十吨几十吨,都要灌满酒精,酒精用量之多可想而知.消毒完毕后,再将酒精放掉,但在转弯抹角处,仪表阀门的接头处,还会有酒精的残留,去除这些残留酒精,要用氮气吹,直到吹干为止.酒精用量多
12、,消毒时间长,操作过程复杂.用高压蒸汽也存在同样的问题,都很费力.现在用臭氧消毒技术来代替,相对来说要省事得多.具体方法是:将高浓度的臭氧直接打入管道容器,保持臭氧尾气有一定的浓度,就可以达到消毒灭菌的要求.因为是对管道容器进行内表层的消毒,所以臭氧浓度用的高一点,我们的设计浓度大于50ppm.用臭氧对管道容器做消毒灭菌的优点非常明显,臭氧发生器可以流动使用,对不同的罐进行消毒,每个生产单元在每次换料前,都可以与时得到消毒,使用效率很高,很方便,不要用那么多的酒精,不要用氮气,也不要用高压蒸汽.所以在制药厂就能够得到推广.二中央空调净化系统对洁净区的消毒灭菌在制药厂,一般来说,洁净区面积较大,
13、多用中央空调净化系统完成对各洁净区的净化消毒.传统的消毒方法是用甲醛熏蒸,如上所述,甲醛熏蒸的弊病不少,用臭氧消毒来代替是一个好方法.其方法是将臭氧发生器直接放在空调净化系统的风道中,称为内置臭氧发生器.臭氧随着风道的气流,送入各洁净区,对洁净区进行消毒灭菌,剩余臭氧吸入回风口,由中央空调带走.也可以将臭氧发生器放在中央空调风口的外面,将臭氧打入中央空调的风道中,然后被送入各洁净室,称为外置式臭氧发生器.外置式臭氧发生器安装检修方便,但制造成本要高一点.两种方法消毒效果都是一样的.按照卫生部消毒规范的要求,对空气消毒的臭氧浓度是5ppm,但事实上,洁净区的消毒不仅是对空气的消毒,实际上还包括了
14、对物体表面的消毒,所以,我们设计的浓度为10ppm.每天上班前开机二小时,下班时关机,就可以保证一天内洁净区的浮游菌和沉降菌达到GMP的要求.据检测报告,应用臭氧发生器,各洁净区在40分钟内,臭氧浓度均达到10ppm以上,菌检全部合格.而且每天都合格,完全替代了令人头痛的甲醛熏蒸大消毒.同时,使非生产作业减少,能耗减少,取得了满意的效果.三空间的消毒灭菌对于中央空调净化系统以外的洁净室,或需要灭菌的其他房间则需单独进行灭菌处理.方法是选用臭氧发生器,直接安装在该房间内.根据需要设定消毒时间,消毒结束便自动关机,所以使用非常方便.对于有洁净度要求的房间,机内装有过滤器,使臭氧发生器具有自洁功能.
15、臭氧浓度按10-20ppm设计.按房间空间体积的大小选型使用.只要满足臭氧浓度的要求,就可以达到消毒灭菌的目的.比用化学试剂对房间的熏蒸要省事得多.四物品的表面消毒灭菌在药品生产过程中,常常要对原材料,工器具,包装物等进行表面消毒,常常使用消毒柜,传递窗等.传统的方法是用紫外线消毒.问题主要是在消毒不彻底,所以,若使用在诸如传递窗等要求不高的场合是可以的.但远不如臭氧的效果好.能用臭氧发生器做成的消毒柜在制药厂是深受欢迎的.只要不怕臭氧腐蚀的东西都可以放在柜内进行消毒.臭氧浓度可以设计的高一点.可以取得100ppm以上.五水的消毒灭菌在制药厂用水的地方较多,有医药用水,消毒用水,清洗用水与饮用
16、水等区别.根据不同的水质要求,采用不同的工艺流程,消毒工艺则用一般的臭氧水处理方法即可达到满意的效果.这里就不再详细介绍了.二、臭氧灭菌在HVAC系统应用方案在医药生产工艺中,对于无菌生产、洁净生产洁净区域环境的微生物进行有效的控制,需要选择适宜的消毒灭菌剂,杀灭洁净环境内空气中和浮在机械设备、模具、容器、建筑物表面上的杂菌,以保持无菌药品生产所必须的相应洁净度环境无菌室.1、应用机理与优越性利用HVAC系统的循环风作为臭氧的载体,即将臭氧发生器生产的臭氧化气体由HVAC系统中净化风机产生的压力风源,扩散至所控制的整个洁净区域,并且使空气中臭氧浓度均匀,在洁净区域的生产环境中不增加任何消毒设备
17、,即可达到灭菌的目的,同时对HVAC系统起到杀灭杂菌和霉菌的效果,实践发现,该消毒灭菌方式还能对高效过滤器起到溶菌疏导作用,延长其使用寿命.2、臭氧发生器选型如何选用臭氧发生器,就必须知道臭氧发生器的评价指标.一般评价一个臭氧发生器最基本的指标是:臭氧产量,臭氧浓度,可靠性、使用寿命,电耗等.用于药厂的臭氧发生器功率比较小,电耗是一个次要条件.臭氧浓度单位:国际通行用体积百分比浓度标称臭氧浓度.1%空气源臭氧浓度为12.9mg/L.1%氧气源臭氧浓度为14.3mg/L.卫生消毒界习惯用ppm做单位,即体积百万分之一.对于空气中的臭氧,1ppm=2.14mg/m3.用HVAC系统集中投加时,臭氧
18、发生器选用按以下方法计算:首先计算实际臭氧消毒体积,实行体积由三部分组成V=V1+V2+V3,V1洁净区空间体积,V2空气净化系统体积,V3补充新风量造成臭氧损失的有效体积,实际计算过程中V3等于循环系统总风量的1.1%.根据消毒技术规范与实际应用经验,三十万级取C=2.55ppm=5mg/m3;十万级取C=5ppm=10mg/m3;万取C=15ppm=30mg/m3;百级取C=20ppm=40mg/m3.W=C*V/S 其中 W:实际选用臭氧发生器的产量,单位为g/hC:车间消毒需保持的臭氧浓度V:实际臭氧消毒体积S:臭氧衰退系数0.4208如工厂为空气灭菌,洁净室所需臭氧浓度定为C=5pp
19、m,但事实上,洁净区的消毒不仅是对空气的消毒,实际上还包括物体表面的消毒,所以,我们的设计浓度C为10ppm.工程技术参数消毒面积S=36*48=1728 m2 标高H=2.6 m 送风量为100000m3/h根据工厂提供的工程参数V1=S*H=1728*2.6=4492.8m3V2忽略不计V3=100000*1.1%=1100m3实际臭氧消毒体积 V=V1+V2+V3=4492.8+1100=5593m3 所需臭氧投加量 W=C*V/S=10*2*5593/0.4208=266g/h 考虑管道与其它因素影响,选择臭氧发生器的产量为280g/h3、臭氧发生器安装位置有以下几种方法: 1分体或移
20、动式放在单独房间内2组装在空调机组中3在总送风管道内4在总回风管道内5单独设置,只将排气口插入送回风管道内现在都采用第五种方式,它由一套臭氧发生器产生臭氧可同时供多个车间使用.流程如下:空压机-富氧机-臭氧发生器-空调总送风管-各净化区.臭氧发生器把产生的臭氧用尼龙管直接引到送风主管道中,利用HVAC系统中净化风机产生的压力风源,扩散至所控制的整个洁净区域,此安装方法对新建、改建厂房均适用.对没有HVAC系统的房间,可以把臭氧直接通到房间内,利用内循环,把臭氧扩散至整个房间,同样可以达到消毒灭菌目的.4、臭氧灭菌经济效益分析臭氧设备运行费用 电耗气耗总运行费用kwh费用元m3费用元元/年2.8
21、2.830110.65.65.630111.63511.2?554.4?2956.8?甲醛运行费用电耗甲醛乙醇75%总运行费用kwh费用元用量费用元用量费用元/年100100242110.6每月用360L3001110每月用800L8000.7511497680316803960026400一臭氧消毒代替化学试剂薰蒸灭菌,实现了洁净室空调系统节能.GMP实施指南要求洁净度100级,10000级区域的空调宜连续运行,非连续运行的洁净室,可根据工艺生产要求,在非生产班次时,空调系统宜作值班运行,使室内保持正压.为保证洁净度,一般空调是连续运转的,只有这样才能避免洁净室受到悬浮粒子和微生物的污染.用
22、臭氧对洁净室进行消毒灭菌,就可以在无菌室不作业时,将空调机组全部停止运行,上班前2小时左右,开风机消毒灭菌换空气即可,实现了洁净室的节能.如工厂空调系统送风量为100000m3/h,风机总功率按100kw,产品生产按12小时设计,采用臭氧消毒,每天至少减小风机运行时间10小时,以每月生产27天,这样每年生产11个月计可节电:100102711=8297000 kw,如电价为0.6元/ kw,全年节约电费:82970000.6=178200元二节约消毒剂减轻劳动强度,同时解决了消毒剂易燃易爆问题.三由于采用臭氧消毒,可以避免化学药剂薰蒸产生的二次污染问题,而且对空气过滤器有疏导作用,这样就会延长
23、过滤器尤其是高效过滤器的使用寿命,从而节约维护费用.四取消每月二次的大消毒,可延长生产周期,提高产量.臭氧消毒用于洁净室消毒,不但能满足生产要求,保持良好的工作环境,而且会产生可观的经济效益四、臭氧灭菌原理臭氧O3的消毒原理是:臭氧在常温、常压下分子结构不稳定,很快自行分解成氧气O2和单个氧原子O;后者具有很强的活性,对细菌有极强的氧化作用,将其杀死,多余的氧原子则会自行重新结合成为普通氧原子O2,不存在任何有毒残留物,故称无污染消毒剂,它不但对各种细菌包括肝炎病毒,大肠杆菌,绿浓杆菌与杂菌等有极强的杀灭能力,而且对杀死霉素也很有效.1、臭氧的灭菌机制与过程类属于生物化学过程, 氧化分解了细菌
24、内部氧化葡萄糖所必须的葡萄糖氧化酶. 2、直接与细菌、病毒发生作用,破坏其细胞器和核糖核酸,分解DNA、RNA,蛋白质、脂质类和多糖等大分子聚合物,使细菌的物质代谢生产和繁殖过程到破坏. 3、渗透胞膜组织,侵入细胞膜内作用于外膜脂蛋白和内部的脂多糖,使细胞发生通透畸变,导致细胞溶解死亡.并且将死亡菌体内遗传基因、寄生菌种、寄生病毒粒子、噬菌体、枝原体与热原细菌病毒代谢产物、内毒素等溶解变性灭亡. 综观无菌技术对微生物作用的原理可分为抑菌、杀菌和溶菌三种.应用臭氧作灭菌剂是属于溶菌.所谓溶菌,即可达到彻底、永久地消灭物体表面所有微生物的效果.臭氧空气消毒灭菌应用在医药生产工艺中,对于无菌生产洁净
25、区域环境的微生物进行有效的控制,需要选择适宜的消毒灭菌剂,杀灭洁净环境内空气中和浮在机械设备、模具、容器、建筑物表面上的细菌,以保持 无菌药品 生产所必须的相应洁净度环境无菌室.一采取臭氧消毒灭菌方式在具有空调净化系统简称 HVAC 系统控制的洁净环境中的应用机理与优越性利用 HVAC 系统的循环风作为臭氧的载体,即将臭氧发生器生产的臭氧化气体由 HVAC 系统中净化风机产生的压力风源,扩散至所控制的整个洁净区域,并且使空气中臭氧浓度均匀,在洁净区域的生产环境中不增加任何消毒设备,即可达到灭菌的目的,同时对 HVAC 系统起到杀灭细菌和霉菌的效果,实践发现,该消毒灭菌方式还能对高效过滤器起到溶
26、菌疏导作用,延长其使用寿命.二臭氧发生器在 HVAC 系统中的安装方法1. 把产生的臭氧用尼龙管直接引到送风主管道中,利用 HVAC 系统中净化风机产生的压力风源,扩散至所控制的整个洁净区域,此安装方法对新建、改建厂房均适用.2. 对没有 HVAC 系统的房间,可以把臭氧直接通到房间内,利用内循环,把臭氧扩散至整个房间,同样可以达到消毒灭菌目的.臭氧设备选择方法利用 HVAC 系统集中投加时,臭氧发生器选用按以下方法计算:首先计算实际臭氧消毒体积,实行体积由三部分组成 V=V1+V2+V3 , V1 洁净区空间体积, V2 空气净化系统体积, V3 循环时空气损失体积,实际计算过程中 V3 等
27、于循环系统总风量的 1.1% .根据消毒技术规范的标准确定臭氧灭菌的投加量 g/h ,对于空气浮游菌,臭氧灭菌浓度为 4-8mg/m3 ,对物体表面沉降菌落,投加量为 20-30mg/m3.w=c*v/s w :实际选用臭氧发生器的产量,单位为 g/h ; c :单位体积投加量v :实际臭氧消毒体积; s :臭氧衰退系数 0.4208如工厂为空气灭菌,洁净室所需臭氧浓度定为 c=5ppm ,但事实上,洁净区的消毒不仅是对空气的消毒,实际上还包括物体表面的消毒,所以,我们的设计浓度 c 为 10ppm .工程技术叁数:消毒面积 S=36*48=1728 m2 标高 H=2.6 m 送风量为 10
28、0000m3/h根据工厂提供的工程参数V1=S*H=1728*2.6=4492.8m3V2 忽略不计V3=100000*1.1%=1100m3实际臭氧消毒体积 V=V1+V2+V3=4492.8+1100=5593m3所需臭氧投加量 W=C*V/S=10*2*5593/0.4208=266g/h考虑管道与其它因素影响,选择臭氧发生器的产量为 280g/h .臭氧消毒的经济效益分析 臭氧消毒代替化学试剂熏蒸灭菌,实现了洁净室空调系统节能. GMP 实施指南要求洁净度 100 级, 10000 级区域的空调宜连续运行,非连续运行的洁净室,可根据工艺生产要求,在非生产班次时,空调系统宜作值班运行,使
29、室内保持正压.为保证洁净度,一般空调是连续运转的,只有这才能避免洁净室受到悬浮粒子和微生物的污染,用臭氧对洁净室进行消毒灭菌,就可以在无菌室没有作业时,将空调机组进行全部停止运行,上班前 2 小时左右,开风机消毒灭菌换空气即可,实现了洁净室的节能. 如工厂空调系统送风量为 100000 m3 /h ,风机总功率按 100kw ,产品生产按 12 小时设计,采用臭氧消毒,每天至少减小风机运行时间 10 小时,以每月生产 27 天,这样每年生产 11 个月计可节电: 100102711=297000 度如电价为 0.6 元 / 度,全年节约电费: 2970000.6=178200 元三节约消毒剂减
30、轻劳动强度,同时解决了消毒剂易燃易爆问题.四由于采用臭氧消毒,可以避免化学药剂熏蒸产生的二次污染问题,而且对空气过滤器有疏导作用,这样就会延长过滤器尤其是高效过滤器的使用寿命,从而节约维护费用.五取消每月二次的大消毒,可延长生产周期,提高产量. 附:国内外公认的臭氧灭菌消毒的实验数据 臭氧消毒 投放浓度 投放时间 病毒、病原体种类 杀灭效率 10mg/m 20分钟 乙型肝炎表面抗原 HbsAg 99.99% 0.5ppm/L 5分钟 甲型流感病毒99% 0.13mg/L 30秒 脊髓灰质炎病毒I型 PVI100% 40g/L 20秒 大肠杆菌噬菌体 ms2 98% 0.25mg/L 1分钟 猿轮状病毒SA-H 和人轮状病毒2型 99.60% 4mg/L 3分钟 艾滋病毒 HIV100% 8mg/m 10分钟支原体Mycoplasma、衣原体Chlamydia等 病原体 99.85%11 / 11
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
