 球径仪精分析与设计PPT课件
球径仪精分析与设计PPT课件

《球径仪精分析与设计PPT课件》由会员分享,可在线阅读,更多相关《球径仪精分析与设计PPT课件(31页珍藏版)》请在装配图网上搜索。
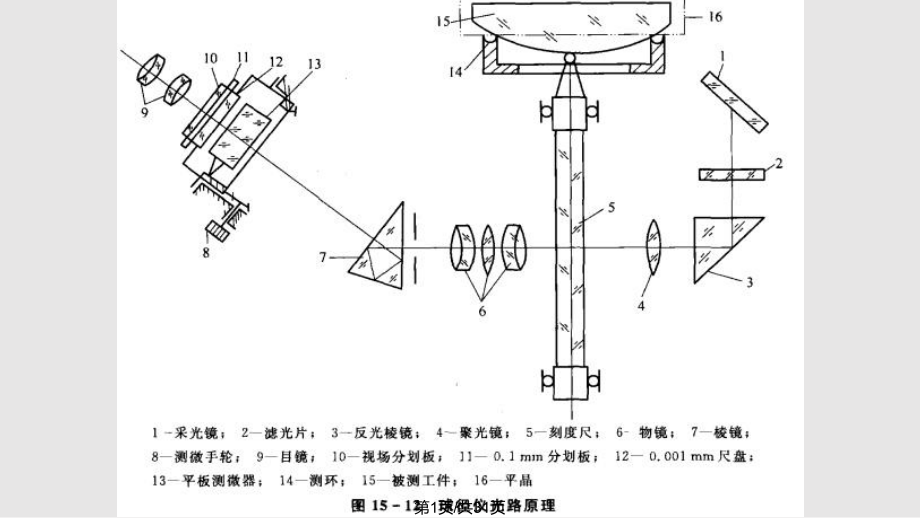
1、第1页/共31页第2页/共31页球径仪关键部位说明 测量环:测量环是被测件的定位元件。环式球径仪一般备有七至九个不同 r值的环,以便测量不同口径的零件时选用。 测量杆:测量杆位于测量环的中央,可在垂直方向移动。测量杆上装有030mm的刻尺,作为测量 矢高XR值的长度标准器。采用重锤阻尼器使测量杆始终受一向上的力,测量时杆的顶端与放在测量环上的被测件相接触。 读数系统:采用读数显微镜读出测量杆上刻尺的刻度,读数显微镜的测微目镜为平板玻璃摆动式,它们的最小格值为0.001mm,用来细分测量杆上的刻尺。第3页/共31页第4页/共31页阿基米德螺旋线的读数方法如图 1 所示为读数显微镜视场,旋转螺钉可
2、使圆刻度尺(分为 100 格)从小到大或由大到小旋转,使在阿基米德螺线范围内的毫米刻度尺刻度线落在阿基米德双线之间,这时即可读数。图中所示读数读法如下:毫米刻度尺读数为 46mm 、 1/10 毫米分划板上的示值读为 0.2mm ,分划板的箭头所指圆刻度盘上的示值读数为 0632.0 mm ,其中最后一位为估读值,所以结果读数为: 46.2632mm 。第5页/共31页球径仪误差来源 造成仪器误差的因素是各方面的,在仪器设计、制造和使用的各个阶段都可能造成误差。下面分别加以介绍。 A.原理误差 B.制造误差 C.使用误差第6页/共31页原理误差(1)e1:平板测微器原理误差1引起的局部误差 当
3、平板玻璃被凸轮的位移量t带动转过角度i时,入射光与出射光的偏移量为a,由下图得 a()cosd tgitgisin,sinsinitnir由于、i很小,sintiirsintgiicos1i 第7页/共31页由书(215) 知a可近似为a0:011(sinsin )(sinsin )(1)aadidiidinn01(1)(1)td nadtnrr n由书(215)式sincoscos(sin)sin (1)coscosiiadidin222sincos1 sin,cosniiin22cossin (1)siniadini3314311.3!idinnn第8页/共31页22sin2( )sin2
4、sinif iini,级数展开:( )2(0)(0)(0)( )(0).1!2!nnffff ifiiin(0)0f1(0)1fn (0)0f343(0)1fnn 第9页/共31页已知:d=11,n=1.5163, =5,max050250()am0max0.0668()1(1)airaddn10max/aa 110.19()em第10页/共31页系统误差 1)平板测微器原理误差1 2)温度误差2第11页/共31页制造误差 1)毫米刻尺误差3 2)0.1mm刻尺误差4 3) 0.001mm尺盘误差5 4)测轴与测环的不垂直度误差6 5)物镜放大倍率误差7 6)测轴偏心误差10 7)凸轮误差11
5、 第12页/共31页使用误差 1)对准误差8 2)估读误差9 3)温度误差2 第13页/共31页系统局部误差的分析 由平板测微器原理误差1 带来的局部系统误差e1已经在前面分析原理误差时推到出来了。 老师的第三个问题:将温度误差视为系统误差,如何理解?第14页/共31页温度误差为系统误差的分析 答:引起温度误差的主要原因是工件与刻度尺的材料不同及温度不等,刻度尺材料是火石玻璃,被测工件为冕牌玻璃。它们的线性膨胀系数之差为=2*10-6/ 。仪器要求环境温度变化 t=2 ,矢高的最大测量范围为30mm。根据系统误差的定义,温度误差 的大小和正负在测量过程保持不变,所以为系统误差。6230 2 1
6、02 0.12()ehtm 第15页/共31页合成和分析总系统误差 总系统误差:220.19 0.12 0.31 ( )eeem 考虑立式测长仪的矢高测量的仪器允许误差11Um13eU 小于总误差的1/3,合理。老师的第四个问题对系统误差如何的处理?答:初步认为所分配的系统误差值合理,在随机误差的分配后再进行综合平衡。由于第16页/共31页随机误差的分配 1.3,毫米刻度尺误差(m) 由于毫米刻尺与矢高共线,3=3(局部误差),p3=1。 2.4,0.1mm刻尺误差(m) 0.1mm刻尺在目镜方,即在被测量/毫米刻度尺的象平面上提供标准值,其引起的局部误差:3=4/,p4=1/=1/5。(-物
7、镜放大倍率) 第17页/共31页随机误差的分配 3.5,0.001mm尺盘误差(单位为) 尺盘提供与测量量0.1mm的1/100的倍数尺寸,尺盘的刻度为(360的若干分之一)角度,它对应平板玻璃的倾斜角度(凸轮的不同角度处的升高量t),即被测的mm刻尺象的移动距离。 现设尺盘一周可使mm刻尺象移动0.12mm(120m)相当于刻尺移动0.12mm,则5引起的局部误差(折算为长度) 5=(5/60)(120/360)/=5/180(m) p5=1/180。第18页/共31页 4.6,测量与测环的不垂直度误差(角度,rad) 当测轴与测环不垂直,与测环法向夹角为6时仪器所测量为h,而实际的矢高为h
8、,6引起的局部误差(如图2-14所示):6=h-h,h= ,6很小,cos61,sin6/26/2,p6=h/2=150006cos h66266cos2sin2hcoscos1h=6)(26262h22h6)(第19页/共31页 5.7,测轴偏心误差(m) 如图2-15,当测轴与被测球体球心不共线时,即测轴位于位置与正确位置的差值为7,则其测得尺寸为h。7引起的局部误差:0所以sin/2=/2,而sin=7/R, 2sin2)cos1 (cos hh72RRRR27272721)(22RRRR第20页/共31页 6.8,读数显微镜放大倍率误差(m,已折算到测量位置) 8=8,p8=1。 7.
9、9,凸轮局部误差(m)即凸轮周向长度上其高度t的误差,如图2-16。9为t的理论值与实际值之差,将其折算为测量方向,即引起的由于平板玻璃倾斜而刻线尺象产生的偏移量a的误差1/。 p9=d(n-1)/rn=0.059,)1(,)1(dtdtrnnddatrnnda99) 1(rnnddaa第21页/共31页 8.10,对准误差(m) 为读数时刻线对齐时的误差。仪器为二次读数, 9.11,估读误差(m),产生在最末位的读书时,即0.001mm尺盘对应的读数时。已折算为测量位置(m),11=11,p11=1。 分析得仪器的随机误差共上述九项,则按等作用原则:=U1-e=1-0.31=0.69(um)
10、, 由i=i/Pi,或i=f(i),得各项源误差值2,2=101021021010p)(23. 03/69. 09=ium第22页/共31页第23页/共31页第24页/共31页第25页/共31页球径仪对误差分配中的误差调整如何进行?iii答:1.确定调整对象,调整对象为低于经济,生产公差极限的误差源。2.将大于经济公差极限的误差项目提高到经济公差极限上,得计算调整后的调整误差对仪器精度的影响值及其之和将其从仪器总误差中扣除,得新的允许误差值 i)(iee如调整项为随机误差,则如调整项包括系统误差源ei,调整后的系统误差为,e则第26页/共31页误差调整2i3.重新分配未调整的误差源的公差。将新
11、的允许误差按等作用原则或不等作用原则再分配到其余项目中,得出新的允许误差值返回1。4.直到大多数公差在经济公差极限内,少数处于生产公差极限内,极个别在技术公差极限内,对于这个极个别的误差环节,实行误差补偿,使其在允许值扩大到经济公差水平,而且系统误差值小于随机误差。补偿措施少而且经济效益显著时,即认为公差调整成功分配合格。若反复调整仍达不到要求,则应该考虑改变设计方案。第27页/共31页 误差分配过程: 1.确定随机误差源:311。 2.确定各随机误差项的公差标准。 3.根据仪器结构,得出局部误差i的表达式 4.随机误差等精度分配,得各局部误差: 59.第一次误差调整: 将由公差分配各项源误差
12、与其三个公差极限相对比,确定大于经济公差极限的误差源为调整对象:4,5,6,7,11. 6.将他们调整至经济公差极限,i1(或生产公差极限)。)(23.03/69.09=ium第28页/共31页 7.计算调整后各项的局部误差i1 8.计算未调整各项的剩余总误差。 9.计算剩余各项的源误差i2 1012.第二次误差调整:重新评价调整后各项随机源误差多在经济公差极限上,少数在生产公差极限上,极个别在技术公差极限上。 3,9,10调整生产公差极限,8调整至技术公差极限。分配结果四项公差在经济公差极限内,四项处于生产公差极限内,仅一项在技术公差极限内,且系统误差值为总允许误差的1/3。合理)(实际0.69mmm67. 022i21 i第29页/共31页球径仪误差分配的过程中对随机误差如何处理?可用什么方法? 答:(1)等作用原则:各误差源引起的局部误差想等的作用于总误差,则每单项误差i为:图2 ,m为随机(未定系统)误差源个数,pi为误差传递系数。图2(2)不等作用原则:各误差源引起的局部误差对总误差的影响不等,设每项误差对总误差的影响系数为Ai(作用系数),则其误差为图3 比较合理,但Ai较难确定,需要相当的经验。图3第30页/共31页感谢您的观看!第31页/共31页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
