《高考物理游标卡尺、螺旋测微器原理及使用读数》由会员分享,可在线阅读,更多相关《高考物理游标卡尺、螺旋测微器原理及使用读数(4页珍藏版)》请在装配图网上搜索。
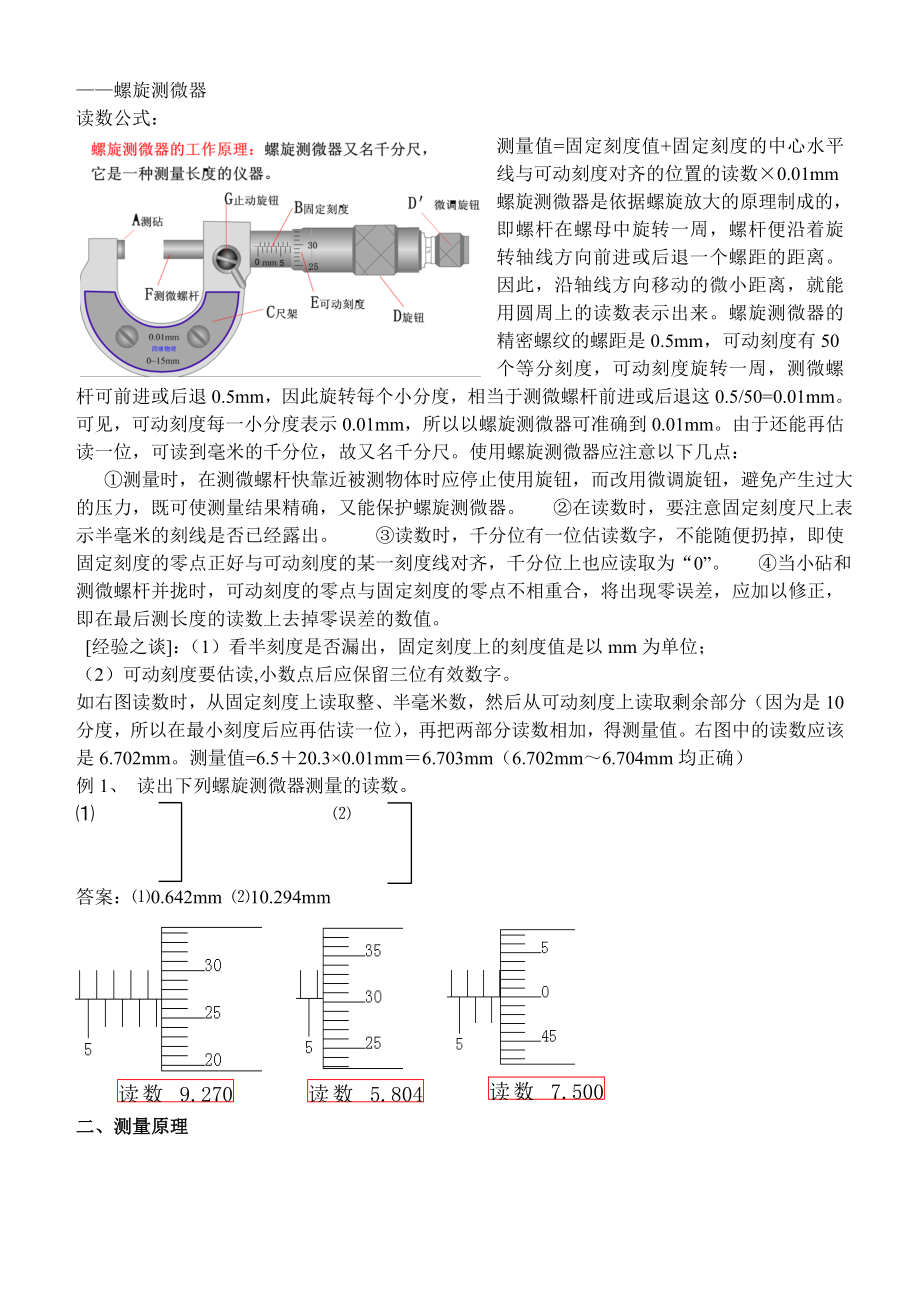
1、螺旋测微器读数公式:测量值=固定刻度值+固定刻度的中心水平线与可动刻度对齐的位置的读数0.01mm螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。螺旋测微器的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm,所以以螺旋测微器可准确到0.01mm。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。使用螺旋
2、测微器应注意以下几点: 测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。 在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。 读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。 当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。 经验之谈:(1)看半刻度是否漏出,固定刻度上的刻度值是以mm为单位;(2)可动刻度要估读,小数点后应保留三位有效数字。如右图读数时,从
3、固定刻度上读取整、半毫米数,然后从可动刻度上读取剩余部分(因为是10分度,所以在最小刻度后应再估读一位),再把两部分读数相加,得测量值。右图中的读数应该是6.702mm。测量值=6.520.30.01mm6.703mm(6.702mm6.704mm均正确)例1、 读出下列螺旋测微器测量的读数。 答案:0.642mm 10.294mm读数 9.270 mm读数 5.804 mm读数 7.500 mm二、测量原理某一种游标卡尺的刻度状况如图13甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。因此游标1分度的长度为0.9毫米,与主尺1毫米之差L(叫做微差)为0.1毫米,它的第一
4、条刻线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。设用外径测脚夹住一张铜片时游标尺位置如图l3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图13丙所示。三、使用方法右手握住主尺,用拇指推动游标尺进退。先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。若未能对正,应记下此时读数x0,
5、叫做初读数或零点读数。它可能是正值也可能是负值,如图1一4所示的。x0 0.3毫米。测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是n0.1毫米,这样就得到了测量读数x。为避免读数出错,要用毫米而不用厘米作单位,四、读数游标上共有10个等分刻度,全长为9mm,也就是每个刻度为0.9mm,比主尺上刻度小0.1mm。当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。同理当游标向右
6、移动0.2mm,这时游标的2刻度与主尺的2刻度对齐游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。依此类推右移动n.kmm,这时游标的0刻度线过了主尺的n mm刻度,且游标0.k/m刻度与主尺n+0.k/m刻度对齐。(0.k指小数部分,m指游标卡尺的精度10分度的为0.1,20分度的为0.05,50分度的为0.02,这种方法对20、50分度的游标卡尺同样适用。)用S表示物体的长
7、度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km。理解了10分度的对20和50分度的就不难理解,它们的游标分别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm 0.02 mm,在读数时方法与10分度的相同,只是S=n+km中m分别为0.05mm和0.02mm。使用零点不能对正(即初读数不为零)的游标卡尺,被测物的长度应等于末读数(测量时的读数)与初读数之差,即l = xx0。游标卡尺的读数不作估计,遇到任何一条游标刻线都未与主尺重合时,就按最接近重合的那条游标刻线读数。五、 练习例1:用一10分度的游标卡尺测量一长度为6
8、.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐?解析:对齐的应是游标的第0.8/0.1=8个刻度与主尺上6+8=14mm处对齐。例2:如图15图甲所示的x = 41.3毫米。请再看一下图15乙所示的读数是多少?解析:由图可知游标的零刻度线前整毫米数为10mm,与主尺对齐的是游标的第2个刻度,该尺的精度为0.05,所以S10+20.0510.10mm例3:用50分度的卡尺在金属丝三个不同的部位分别进行测量数据如下:2.02mm 2mm 2.020mm,其中有误的是哪组,造成错误的原因是什么?解析:从数据上看2mm 2.020mm这两组有误,在测量时所使用的是50分度的卡尺,它的精度应达到0.02mm,我们所读出的数据要与卡尺的精度对齐,即使正好是2mm,我们也应写成2.00mm,数据2.020mm的错误是出在了估读上,用卡尺测量是不用估读的。
 高考物理游标卡尺、螺旋测微器原理及使用读数
高考物理游标卡尺、螺旋测微器原理及使用读数